Изначально человек разделял металлические детали ручными инструментами. Это был медленный процесс, который требовал большого количества времени, сил. Рез часто получался неровным, детали браковались. С развитием технологического прогресса появились новые способы разделения металлических заготовок. Лазерная резка — современный метод обработки деталей из металла.
Лазерная резка
Технология
Технология лазерной резки металла подразумевает под собой процесс нагревания металла в определённом месте свыше его температуры плавления. Рабочий привод генерирует сфокусированный луч, которые проходит через систему линз, становится мощнее. Раскалённый пучок света попадает на поверхность детали, начинает расплавлять её. Передвигаясь по направляющим, рабочая головка делает рез заданного размера, формы.
Простые аппараты для разрезания металла не позволяют разделять детали большой толщины. Чтобы работать с листами большой толщины, необходимо выбирать установку, оборудованную подачей инертного газа. Он выдувает расплавленный металл наружу, чтобы не мешать процессу плавки.
Сфокусированный луч обладает некоторыми характеристиками:
- Постоянством длины. Благодаря этому его легко сфокусировать на любой поверхности используя оптические линзы.
- Низкий угол расходимости света луча. Это позволяет получить мощный направленный поток света на заданную точку.
- Суммарная мощность излучения увеличивается благодаря когерентности.
При разрезании металла, материал может плавиться или испаряться. Это зависит от мощности оборудования.
Физические основы
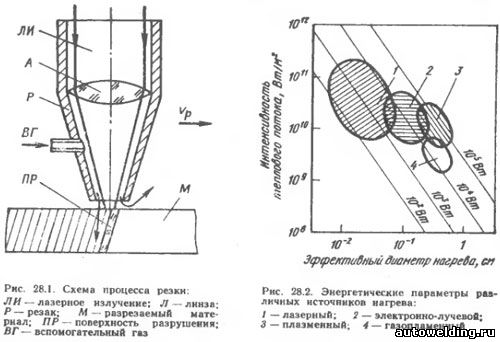
Характер физических явлений на передней поверхности реза определяется плотностью мощности светового потока. С повышением плотности мощности растет температура передней поверхности реза и средняя скорость ее перемещения. По сравнению с традиционными источниками тепла, которые используются в процессах кислородной, плазменной и электронно-лучевой обработки, сфокусированный лазерный луч обеспечивает на один — полтора порядка более высокую плотность энергии, передаваемой аномально малой площади воздействия (рис. 28.2). Такой световой поток за доли секунды не только расплавляет, но и частично испаряет поверхность любого, даже самого тугоплавкого, материала. В процессе резки падающий на материал световой поток частично поглощается поверхностью материала, расплавленной пленкой и боковыми поверхностями реза, частично отражается. При большой плотности энергии часть излучения поглощается образующимися продуктами разрушения материала, вследствие чего снижается эффективность резки. Поглощательная способность конкретного металла зависит от длины волны, поляризации и угла падения излучения на поверхность. Она увеличивается при расплавлении и окислении металла, при увеличении толщины металла и может достигать ≥80%. В литературе отсутствуют конкретные коэффициенты поглощения применительно к многообразным условиям резки.
Характер физических явлений в разрезе зависит от относительного энерговклада лазерного и химического тепловых источников. При высокой плотности мощности излучения резка идет с заметным испарением (сублимацией) материала, газ выполняет в основном функцию удаления из разреза продуктов разрушения. В этом случае скорость и качество резки определяются параметрами излучения. Если энерговклад химического источника сопоставим с лазерным или превышает его, то процесс резки идет в режиме плавления с экзотермическим окислением расплавленного металла на передней поверхности реза. В этом случае скорость и качество ниже и определяются параметрами химического источника тепла и процесс мало чем отличается от процесса кислородной резки стали.
При резке металлов механизм разрушения может быть стационарным, когда по всей длине канала реза существует ванна расплава, и нестационарным (неустановившимся), характеризующимся периодическим выносом расплавленного металла из полости реза. На практике имеет место нестационарный механизм.
Использование вспомогательного газа позволяет заметно снизить удельные затраты энергии излучения благодаря более интенсивному удалению из полости реза продуктов разрушения. При резке металлов применяют в основном кислород. На лобовой поверхности реза выделяется дополнительная теплота в результате окисления металла. Образуется оксидная пленка, которая значительно повышает коэффициент поглощения излучения. Применение импульсно-периодического излучения позволяет снизить удельные затраты энергии излучения, а также существенно повысить качество резки. Назначая определенные параметры излучения (пиковую мощность, форму, длительность и частоту следования импульсов) можно активно влиять на скорость резки, глубину зоны термического воздействия, толщину разрезаемого материала, количество грата на кромках. В литературе недостаточно внимания уделено теоретическим и экспериментальным исследованиям процесса резки с использованием импульсно-периодического излучения.
Режимы
Резка лазером металлических заготовок зависит от следующих факторов:
- диаметра луча;
- мощности привода;
- обработки материалов защитными составами;
- количества линз, их расположения;
- вида металла или сплава, который подвержен обработке;
- толщины заготовки;
- предварительной очистки металла от ржавчины, грязи.
Также на скорость разделения деталей влияет используемый инертный газ. Например, если заменять кислород обычным воздухом, производительность аппарата снизится вдвое.
От выбранного режима создания реза зависит его качество. Главные факторы, которые влияют на состояние готового реза — скорость движения рабочей головки, толщина детали. Раскрой по металлу желательно совершать не спеша, чтобы не испортить рез.
Как лазер режет металл?
Сначала по поводу того, как луч неосязаемого света может разрезать прочный металл.
Свет несет тепло
Представьте. Вы лежите на пляже, с закрытыми глазами, волны‑чайки‑всё такое, но волны‑чайки нас сейчас не интересуют, а интересует нас солнышко. Греет? Поверхность кожи прямо нагрета. А в тени была бы прохладной. Кожу нагревает именно свет.
Дальше — дело техники. Свет лазерного луча так же нагревает металл. Так же, но намного сильнее, потому что лазерный луч сконцентрирован на нагреваемой поверхности, а излучатель расположен совсем рядом с ней.

Виды лазерной резки
Лазерная резка листового металла выполняются с помощью специальных аппаратов разных видов. Оборудование состоит из следующих элементов:
- Источника питания, который передаёт напряжение на рабочий привод.
- Генератора, который создаёт направленный поток.
- Ряда фокусирующих линз, которые усиливают, концентрируют излучение в одной точке.
Все элементы устанавливаются на рабочем столе с направляющими, шаговыми двигателями.
В зависимости от мощности выделяют три группы аппаратов:
- Твердотельные — до 6 кВт. Установки, на которых закрепляется рубин или другой кристалл для создания направленного потока энергии. Работают импульсами или постоянным излучением.
- Газовые — мощность от 6 до 20 кВт. Оборудование, для работы которого используют газовую смесь. Она нагревается под воздействием электрического тока.
- Газодинамические — от 20 до 100 кВт. Аппарат, работающий на основе углекислого газа. Отличаются высокой мощностью, небольшим расходом энергии.
Выбор зависит от целей мастера. Чем толще листы нужно разрезать, тем мощнее оборудование нужно выбирать.

Лазерная резка листового металла
Инновационные лазерные комплексы
Всемирная станочная индустрия идет в ногу со временем и дает своим потребителям всевозможное электрооборудование для резки железа. Многокоординатные аппараты призваны сменять громкие и низко плодотворные механические резаки. Энергия лазера зависит от специфичности производства и финансового обоснования избранного агрегата. Новейшее поколение прецессионных разделывающих станков с ЧПУ разрешают проводить отделку материалов с верностью до 0,005 мм. Метраж обработки отдельных моделей лазерных установок достигает многих квадратных метров.
Огромным достоинством считается минимизирование человеческого фактора, содержащаяся в высокой автоматизации промышленного процесса. Геометрия компонентов задается в макропрограммный блок, исполняющий управление лазером и трудовым столом с болванкой. Системы настройки фокуса машинально выбирают приемлемое расстояние для действенного резания.
Специфические теплообменники регулируют температуру лазерного агрегата, выдавая оператору контрольные сведения настоящего состояния инструмента. Лазерный механизм оснащается клапанными приспособлениями для подключения газобаллонного снабжения, чтобы снабдить подачу запасных газов в рабочую часть. Система дымоулавливания призвана улучшить расходы на вытяжную вытяжку, включая её прямо в момент обработки. Зона обработки полностью экранируется предохранительным кожухом для защищенности обслуживающего персонала.
Резка листового железа на современном оборудовании преобразуется в легкий процесс задания числовых характеристик и получения на выходе готового компонента. Продуктивность оборудования впрямую зависит от характеристик станочного комплекса и квалификации оператора, формирующего программный код. Методика резки железа пропорционально вписывается в концепцию роботизированного изготовления, призванного полностью избавить человека от тяжелого труда.
Изготовители предлагают разные типы лазерных станков:
- Многоцелевые.
- Специальные.
Стоимость первых больше, но они дают возможность производить некоторое количество операций и выпускать детали более трудной формы. Немалое количество рыночных услуг дает возможность выбора для заинтересованных покупателей.
Профессионалы машиностроительных предприятий понимают возможности использования предоставленной технологии для изготовления точных деталей с превосходной шероховатостью. Область использования обширна: от обычного раскроя листового металлопроката до приобретения сложных кузовных деталей автомашин.
Видимые плюсы нарезки железа сводятся к нескольким аспектам:
- Высокое качество отделанной поверхности.
- Бережливость материала.
- Умение работы с непрочными материалами и мелкими заготовками.
- Вероятность получения компонентов сложной конфигурации.
Среди минусов:
- Высокая цена оснащения.
- И расходных материалов.
Нарезка железа и цветных металлов пользуется огромным рыночным спросом. Лазерные технологии интенсивно применяются в декоративном творчестве при создании дизайнерских украшений и уникальных сувениров.
Решение об использовании обработки должно приниматься с учетом расчета окупаемости оснащения и величине рабочих расходов. В настоящее время подобные установки могут себе разрешить в основном большие предприятия с немаленьким производственным циклом. С раскручиванием технологии будут уменьшаться стоимость станков и величина употребляемой энергии, поэтому в будущем лазерные агрегаты вытеснят своих конкурентов.
Преимущества и недостатки лазерной резки
У обработки материалов лазером есть ряд сильных и слабых сторон.
Преимущества:
- Зависимо от мощности выбранного оборудования, можно разделять листы большой толщины.
- Резка металла лазером выполняется без соприкосновения рабочей части с поверхностью изделия. Это исключает механические повреждения материала.
- Высокая скорость проведения технологического процесса.
- Если установка для лазерной резки комплектуется ЧПУ, можно добиться высоких показателей точности, производительности.
- Выделение минимального количества отходов.
- Возможность создавать резы разных размеров, формы.
Недостатки:
- Установка расходует много электроэнергии.
- Простые модели не могут разделять листы шириной свыше 20 мм.
Комплексное производство
Наше производство позволяет провести обработку металла полного цикла в одном цехе:
- Лазерная, плазменная и газовая резка — наше производство оснащено всем необходимым современным оборудованием для любого типа резки.
- Сборка металлоконструкций — сварочные работы, сборка конструкций любой сложности и объема.
- Гибка металла максимальной длиной 2500 мм и точностью позиционирования +/- 0,2 мм.
- Сборка винтовых свай, которые применяются в строительстве фундаментов под частные дома, коммерческие и промышленные объекты.
- Порошковая покраска металлоконструкций для защиты от коррозии и придания эстетичного внешнего вида.

Виды оборудования для лазерной резки
Резка металла лазером проводится с помощью специальных установок, которые бывают трех типов:
- Твердотельные аппараты. Устройства для лазерной резки малой мощности. Состоят из рубинового стержня, лампы накачки. Модели могут работать импульсами или в постоянном режиме.
- Газовое оборудование. Газ нагревается до высоких температур под воздействием электрического тока. Раскалённые частицы испускают свет, который фокусируется линзами на рабочую поверхность.
- Газодинамические установки. Газ нагревается до критических температур — свыше 3-х тысяч градусов. Далее раскалённый газ пропускается на высокой скорости через сопло, проходит процесс охлаждения. Высокая мощность таких аппаратов делает их нерентабельными при редком использовании.

Оборудование для лазерной резки
Схема процесса
Процесс лазерной резки (рис. 28.1) характеризуется одновременным воздействием на разрезаемый материал сфокусированного линзой или объективом лазерного излучения и вспомогательного газа, в результате которого образуется в материале узкий разрез. Синхронно перемещению лазерного резака по всей толщине обрабатываемого материала движется нагретая до определенной температуры наклонная поверхность разрушения (передняя поверхность реза), взаимодействующая с излучением.
Как сделать лазерный резак в гараже
Лазерная резка стали проводится на покупных и самодельных устройствах. Если нет возможности купить станок, можно изготовить его самостоятельно. Для этого нужно подготовить материалы, инструменты:
- мощный фонарик на батарейках;
- лазерную указку;
- привод из DVD-ROM;
- паяльник, отвертки.
Пошаговая инструкция сборки лазерного резака:
- Изначально необходимо разобрать дисковод, чтобы вытащить рабочую головку. Делать это нужно аккуратно, чтобы не повредить линзу.
- Вытащить диод из указки. На его место припаять рабочую часть из дисковода.
- Внутренности указки нужно вытащить, чтобы собрать для них новый корпус. Закрепить все элементы в корпус фонарика. Убрать защитное стекло, запитать устройство батарейками.
Дополнительно можно укрепить корпус скотчем, клеем.
Усиление самодельной установки
Мастера экспериментируют с набором линз, чтобы усилить мощность луча. Дополнительно можно запитать его от подзарядки для аккумуляторных батареек. Чтобы удобнее было проводить технологические процессы, собирается конструкция, удерживающая самодельную установку. Она устанавливается над рабочим столом на направляющих.
Лазерная резка представляет собой современный технологический процесс, который позволяет разделять металлические листы разной толщины. Зависимо от размеров обрабатываемых заготовок нужно выбирать мощность привода.
Назначение и критерии выбора

Такой способ работы применяется также для обработки фанеры, линолеума, полипропилена, резины. Такой обработке можно подвергать даже искусственный камень и стекло. Этот вид резки применяется при построении автомобилей, судов, многочисленных электроприборов, а также машин сельскохозяйственного назначения. Также вариант обработки подходит для изготовления табличек, указателей, жетонов, элементов декора интерьера.
Станок лазерной резки GCC LaserPro FMC280 200 W
- Размеры, мм 1125 x 720 x 1800 мм
- Максимальная потребляемая мощность 1800 Вт
- Дисплей 4-строчная ЖК-панель
- Макс. скорость двигателей 500 мм/с
- Максимальный размер загружаемого материала 786 x 542 x 120 мм
- Мощность трубки лазера 200 Вт
- Объем памяти 32 МБ
- Осей 3
- Производитель излучателя Германия
- Рабочее поле 712 мм x 370 мм
- Разрешение, DPI 3000
- Тип лазера оптоволокно 1070 нм
- Тип охлаждения лазерной трубки воздушное
Перейти к товару
При выборе типа обработки нужно опираться на обрабатываемый материал. Например, углекислотные лазеры больше подходят для сварки, гравировки и резки металла, стекла, резины и пластика.
А вот твердотельные установки прекрасно обрабатывают металл, но совсем не подходят для неметаллов.
Что понимается под раскроем металла

Раскрой листового металла относится к заготовительным операциям. Они выполняются с целью сформировать детали, пригодные для сварки и монтажа. По сути, это производство фрагментов металлоконструкций. На предприятиях нередко работают целые заготовительные подразделения, где производится резка, обработка краев реза, гибка и т. д. В результате получаются заготовки, требующие дополнительной обработки, или уже готовые детали. Все зависит от того, какие технологии и оборудование применяются на этом этапе.
Перед началом раскроя нужно рационально разместить «выкройки» на листе. Заготовка может быть любой формы, но проще всего, конечно, работать с прямоугольными. В ходе резки листового металлопроката образуются отходы – возвратные и невозвратные. Количество этих остатков непосредственно связано с используемой технологией.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Раскрой листового металла – непростая и очень ответственная операция. От нее зависит качество и себестоимость деталей и всей конструкции в целом. На современных предприятиях отдают предпочтение эффективным высокотехнологичным методам резки.