При создании металлоконструкций или выполнения иных видов ремонтных либо строительных работ не обойтись без применения сварки. Соединение таким способом считается достаточно сложным процессом, требующим использования специального оборудования и расходных материалов – электродов. Что такое электрод? Сварочный электрод — это стержень с покрытием или без него, с помощью которого формируется сварной шов, соединяются кромки элементов. Для каждого способа сварки необходимо подбирать отдельный тип расходника, соответствующий требуемым технологическим и качественным параметрам.
Как устроен электрод
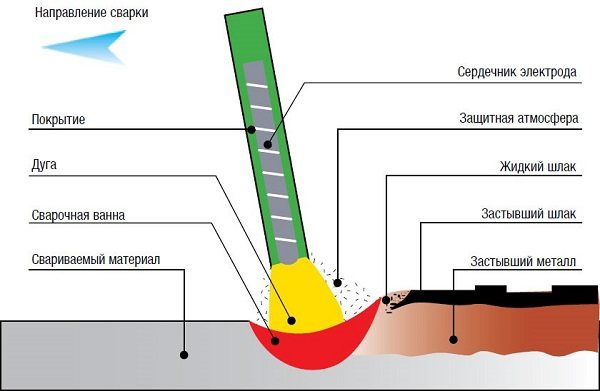
Электрод представляет собой металлический сердечник, покрытый специальным составом, который называется «обмазкой». В процессе работы сердечник плавится и вместе с металлом изделия формирует шов. Обмазка в это же время сгорает с образованием газа, который необходим для защиты сварочной зоны от вредного влияния воздуха (речь идет прежде всего об отрицательном воздействии на расплавленный металл кислорода и азота).
Ручная дуговая сварка
Сферы применения
Подбор электродов для выполнения той или иной работы производится по таким критериям:
- для неопытных сварщиков следует выбирать рутиловые проводники, для опытных работников тип обмазки не имеет особого значения;
- вид электрода – плавящийся либо неплавящийся;
- тип конструкции, оборудования либо элементов, подлежащих сварке (для электродвигателей нужен один вид, для наплавки ковшей экскаваторов – другой);
- марке стали;
- толщине элементов;
- род тока и его полярность;
- характеристики приобретаемых электродов.
Неопытным пользователям
Новичкам в сварочном деле предпочтительнее применять электроды с рутиловым слоем. Такие изделия отличаются легкостью использования по сравнению с иными типами. К наиболее востребованным маркам причислены:
- АНО-4;
- МР-3 (также называют «синие электроды» из-за соответствующего цвета);
- ОК 46.00;
- UTP 65D.
Использование в быту
Сварочные работы, проводимые в быту, характеризуются небольшим уровнем сложности. Они требуют нормального или низкого качества шва, так как основная цель – соединение требуемых элементов, не испытывающих серьезных нагрузок и не подвергающихся значительному износу.
К наиболее часто выполняемым в бытовых условиях относятся сборочные работы для создания небольших металлоконструкций (теплиц, столбиков для забора), восстановительная сварка автомобиля в гаражах либо на стройках.
Для бытовой ручной дуговой сварки марки электродов:
- АНО. Подходят для инверторов любых типов, применяющихся в качестве источников сварного тока.
- УОНИ. Позволяют создать высокопрочный шов, могут использоваться для изделий любой сложности, но отличаются «строптивым» характером. Для выполнения сварки электродами такой марки требуется определенный опыт.
- МР-3. Изделия универсального применения. Могут применяться для соединения даже влажных, коррозированных, не подвергнутых предварительной абразивной обработке поверхностей.
Нержавеющая сталь
Для соединения нержавеющей стали предпочтительно использовать неплавящиеся вольфрамовые электроды. При использовании проводников для черных металлов соединение не сможет характеризоваться требуемой прочностью и эстетикой шва.
Чаще всего используются такие марки:
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11;
- ЦТ-15.
Чугун
Чугун отнесен к самым востребованным материалам, нашедшим свое применение в различных отраслях строительства и промышленности.
Для соединения чугунных изделий используются:
- МНЧ-2.
- ОЗЖН-1.
- ОЗЧ-2.
- ЦЧ-4.
- ОК 92.18.
Из перечисленных в списке электродов для сваривания чугуна подходят все, но следует учесть, что проводник обязательно должен в наибольшей мере совпадать с маркой материала (серый, высокопрочный и т.д.).
Трубы
При выборе электродов для соединения труб в качестве основного параметра принимается толщина элементов. Чем более толстые стенки у трубы, тем большим следует выбирать толщину проводника.
Трубы соединяется одним из четырех способов, от которых также в немалой степени зависит требуемая марка электрода:
- внахлест;
- в угол;
- встык;
- втавр.
Помимо этого, не стоит забывать о том, что существующая классификация труб включает множество пунктов, потому нет четкого ответа на вопрос «какой электрод лучше» для их соединения.
Сварку ответственных трубопроводов необходимо делать электродами для соединений повышенной сложности. К магистралям бытового назначения (водопроводов, систем отопления) особых требований к прочности швов не предъявляется.
К наиболее востребованным типам расходников относятся:
- ЗИО-20.
- ТМЛ-1У.
- УОНИ-13/55.
- ЦУ-5.
Наиболее популярны у профессиональных электросварщиков проводники LB-52U. Электроды такой марки применяются для устройства газопроводов, резервуаров, эксплуатируемых под повышенным давлением.
Для инверторов
Инверторная сварка – один из распространенных способов соединения. Аппараты позволяют получить сварочный ток прямой либо обратной полярности. В последнем случае тепло концентрируется на торце проводника, при этом свариваемое изделие выступает в роли положительного анода, а в качестве катода – отрицательный электрод. Эффективность сварки зависит от равномерности распределения потенциалов.
Для работы годятся почти все виды покрытых стержней, новичкам следует воспользоваться рутиловыми электродами.
Какие задачи решает электрод?
В целом электроды решают сразу несколько задач:
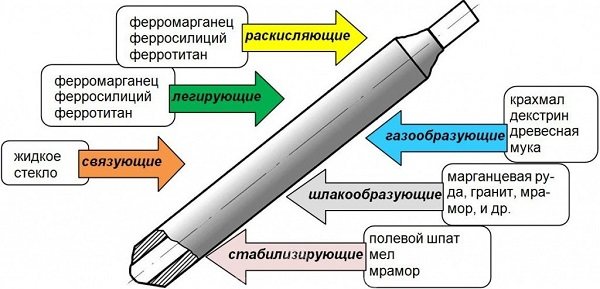
- Вещества, которые входят в состав покрытия, характеризуются низкой величиной потенциала ионизации. В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
- Обмазка электродов не только создает газовое облако во время сгорания, но также участвует в образовании поверх сварного шва слоя шлака. Он выполняет защитную функцию и одновременно снижает скорость охлаждения расплавленного металла. Благодаря этому создаются благоприятные условия для удаления из шва нежелательных примесей или неметаллических включений.
- Важным условием получения качественных швов является отсутствие в них кислорода. Поэтому в состав покрытия электрода входят специальные вещества – раскислители. В процессе сварки они вступают в химическую реакцию с кислородом и «связывают» его.
- Еще одна важная функция – легирование металла шва рядом элементов с целью улучшения его свойств. Для этого в состав электрода входят хром, кремний, марганец, титан и др.
Назначение электродов
Само название «электрод» возникло от двух греческих слов: elektra и hodos. Они переводятся как «электричество» и «дорога».
Состав и характеристики
Технологические свойства электродов определяет их химический состав. В зависимости от состава, стержни обеспечивают качественное соединение при работе со сталями и конструкциями, использующимися в определенных условиях. Основными компонентами, содержащимися в электродах, являются:
- углерод;
- марганец;
- фтор;
- сера;
- фосфор и т. д.
Электроды могут содержать такие элементы как ванадий, медь и др. Они придают стержням нужные качества, для обеспечения надежного соединения металлов.
Основными характеристиками электродов, на которые следует обращать внимание при работе, являются такие параметры как коэффициент наплавки, производительность, расход, тип покрытия, текучесть и сопротивление. Ознакомившись с этими характеристиками, опытные мастера могут сделать вывод, насколько эффективны электроды будут в работе.
Виды покрытий электродов
Электродные покрытия могут иметь разный состав. От них зависит стабильность горения дуги, вязкость шлака и расплавленного металла, поведение металла при переходе в сварочную ванну и другие параметры. Насчитывается несколько видов покрытий.
Рутиловое
Основным элементом рутилового покрытия является диоксид титана. При применении таких электродов уменьшается разбрызгивание металла, повышается его текучесть и формируется обильный слой шлака, который затем легко отделяется. Швы получаются ровными, а повторное зажигание дуги заметно облегчается. При этом электроды плохо поддаются сушке и при их использовании высок риск образования пор. Они подходят для работы на постоянном и переменном токе. С помощью рутиловых электродов удобно сваривать низкоуглеродистые стали небольшой толщины.
Целлюлозное
В состав покрытия входит целлюлоза, а также ферросплавы кремния и магния. Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Основное
Основными элементами покрытий электродов этого вида являются карбонаты кальция и магния: магнезит, доломит или мрамор. Они обеспечивают механическую прочность, высокую пластичность и химическую чистоту металла шва. Сварочные работы могут выполняться в любых пространственных положениях. Электроды с таким видом покрытия допускается применять при изготовлении ответственных конструкций. При этом швы получаются довольно грубыми, шлак удаляется с трудом, а электрическая дуга отличается неустойчивостью. Электроды с основным покрытием больше подходят для опытных сварщиков. Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кислое
В состав кислого покрытия входят оксиды марганца и железа. Эти элементы обеспечивают стабильность дуги и легкое отделение шлака, но металл в сварочной ванне становится слишком жидким. По этой причине электроды с кислым покрытием подходят для выполнения только горизонтальных швов. При их использовании возможно поддержание высокой скорости работы, но существует риск образования подрезов или трещин. Кроме того, электроды нельзя сушить при высокой температуре, поэтому в них может содержаться влага, ухудшающая качество швов. Дополнительно следует отметить, что кислое покрытие считается наиболее опасными для здоровья. Такие электроды можно использовать на постоянном и переменном токе.

Электроды с разным покрытием
Пространственное положение
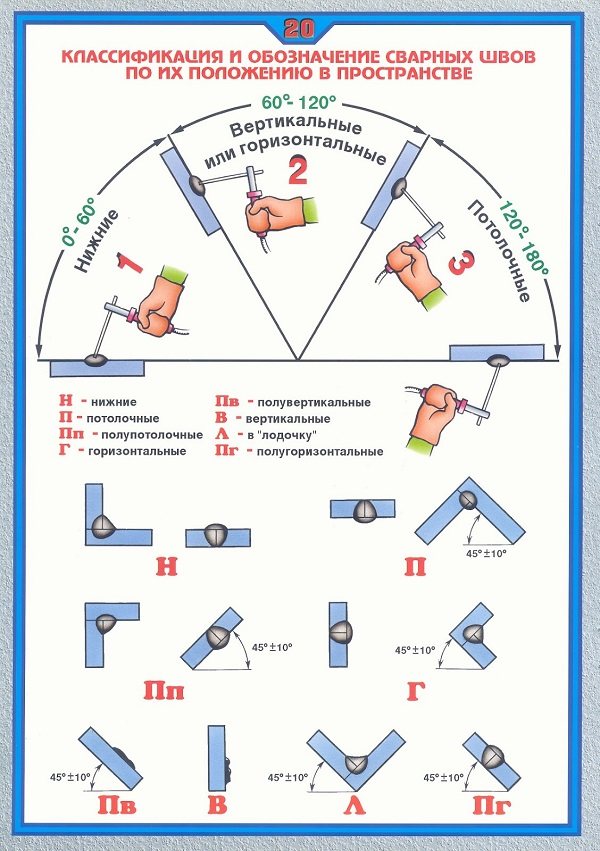
Насчитывается пять основных пространственных положений электродов, в которых можно вести сварочные работы:
- Нижнее горизонтальное считается самым удобным и производительным. Его частным случаем является положение «в лодочку».
- Тавровое похоже на нижнее горизонтальное, но требует большего мастерства сварщика. В этом случае возможно образование подрезов на вертикальной поверхности и наплывов на горизонтальной.
- Горизонтальное положение электрода на вертикальной поверхности считается достаточно сложным. Для его применения на практике чаще всего выполняется скос на верхней кромке соединяемых элементов.
- Вертикальные швы могут вариться двумя способами: на подъем или на спуск. В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
- Потолочное пространственное положение считается самым сложным. Оно не подходит для соединения тонких элементов и используется только при невозможности выполнения сварочных работ другим способом.
Производители в обязательном порядке указывают, в каких пространственных положениях с помощью электродов можно вести сварочные работы.
Пространственные положения электрода
Важность шлака
Шлак, образующийся во время ручной дуговой сварки, делится на два вида: «длинный» и «короткий». У первого вязкость при понижении температуры возрастает медленно. По этой причине электроды с покрытиями, образующими «длинные» шлаки, не подходят для сварки в вертикальных и потолочных пространственных положениях. У «коротких» шлаков вязкость возрастает значительно быстрее, поэтому они эффективно препятствуют вытеканию жидкого металла из сварочной ванны. Такой результат дают электроды с основным или рутиловым покрытием.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Род и полярность тока
Сварочные работы могут выполняться на переменном или постоянном токе. Первый вариант менее желателен. Он приводит к повышенному разбрызгиванию расплавленного металла, а сам шов получается менее аккуратным и качественным. При использовании постоянного тока может применяться прямая и обратная полярность.
Прямая полярность
К положительному полюсу подключается деталь, а к отрицательному – держатель электрода. В этом случае большему нагреву подвергается именно деталь. По этой причине прямая полярность используется при сварке металлов, имеющих высокую температуру плавления или значительную толщину.
Обратная полярность
При применении обратной полярности деталь подключается к отрицательному полюсу, а электрод – к положительному. В этом случае больше нагревается электрод, а работа в целом выполняется в щадящем режиме. Обратная полярность оптимальна для сварки тонколистовых деталей или нержавеющей стали.
Свойства электродов
Под свойствами электродов подразумеваются три их составляющие:
- Физические свойства покрытия. К ним относятся коэффициенты объемного и линейного расширения, газопроницаемость, плотность, вязкость, теплоемкость, температура затвердевания и плавления.
- Химические свойства покрытия. Под ними подразумевается способность обмазки легировать и раскислять расплавленный металл.
- Механические свойства металла шва. К ним относятся твердость, ударная вязкость, удлинение, пластичность, коррозионная стойкость и твердость.
В каталоге или паспорте для каждой марки электродов производители указывают их наиболее важные характеристики.
Прокалка электродов
Обмазка сварочных электродов способна впитывать влагу из воздуха. В этом случае влажное покрытие горит неравномерно и плохо плавится. В результате затрудняется проведение сварочных работ, а образовавшиеся швы могут иметь дефекты в виде трещин или пор. Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Мы рассказали об основных видах электродов. Эта информация поможет вам с большей точностью подобрать необходимую марку для конкретного вида работ и получить качественные швы.
Поделитесь с друзьями:
Контроль на этапах производства
При изготовлении электродов важен каждый этап от производства стержней до складирования, поскольку строгое соблюдение всех шагов влияет на качество сварного шва и надежности конструкции. Чтобы обеспечить надлежащее качество продукции, Магнитогорский электродный завод (МЭЗ):
- применяет качественное оборудование на всех этапах производства;
- использует материалы, соответствующие стандартам;
- осуществляет проверку качества при изготовлении продукции;
- тестирует готовые изделия, что позволяет избежать брака.
В результате это позволяет получить надежные сварочные электроды. Их качество подтверждает наличие соответствующих сертификатов.











