Назначение и ГОСТ
Изделия выпускаются для соединения стальных деталей:
- монтажа труб и газопроводов при отсутствии давления;
- сборки сооружений угловыми швами.
АНО-21 применяются в судостроении, ЖКХ, в ремонтных мастерских, на дачах и в частных домах. Часто используются стержни диаметром – 2,5 и 3 мм.
Производятся изделия с соблюдением ГОСТ 9467-75, обмазываются снаружи рутиловым покрытием. Оно стабилизирует работу дуги, уменьшает коэффициент разбрызгивание горячего металла, препятствует возникновению процессов окисления, осуществляет защиту шва от проникновения кислорода.
В месте соединения деталей образуется ровный валик, не содержащий пор. За час расходуется примерно 1,5 кг стержней. Это высокий показатель.
Сварочные электроды АНО-21 используются при соединении стальных изделий и деталей из других металлов. Стержни легко возбуждаются и поддерживают дугу, питаются от электрической сети 220 В, образуют легко удаляющееся шлаковое покрытие. Это соответствует ГОСТ 380-2005 или 1050-88.
Сварка производится током прямой и обратной направленности. АНО-21 гарантируют качество работы.
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия – Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 – тип изделия;
- АНО – марка;
- D – диаметр;
- У – предназначен для углеродистых сталей;
- Д – толстое защитное покрытие;
- 43 – уровень разрыва шва;
- 0 – удлинение 18%;
- 3 – вязкость;
- Р – рутиловая обмазка;
- 1 – сварочное положение – любое;
- 1 – переменный ток.
Стержни разработаны учеными Института электросварки.
Буквенные обозначения:
- А – Академия;
- Н – Наук;
- О – обмазанный;
- 21 – модель.
Данные помогут новичкам выбрать электродную продукцию.
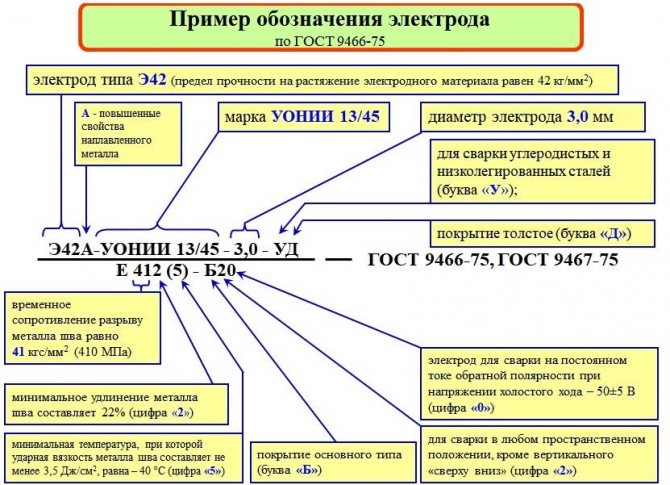
Пример расшифровки обозначений электрода.
Тип
Для работы со сталями высокой и повышенной прочности маркировка составляется следующим образом:
● название изделия;
● последующие цифры указывают на предел прочности;
● код A означает, что сплав соединительного шва обладает улучшенными механическими характеристиками.
У изделий, применяемых для работы с жаропрочными и высоколегированными сплавами, маркировочный код выглядит следующим образом:
● название изделия;
● содержание С в сотых долях процента;
● содержание хим.компонентов в процентах.
Если содержание вещества не превышает 1,5%, то его не указывают
Таблица. Обозначение металлов.
| Азот | A |
| Кобальт | K |
| Кремний | C |
| Ниобий | Б |
| Молибден | M |
| Титан | T |
| Вольфрам | B |
| Никель | H |
| Ванадий | Ф |
| Марганец | Г |
| Фосфор | П |
| Хром | X |
| Медь | Д |
| Бор | P |
| Цирконий | Ц |
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.

Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
Изделия диаметром 2, 3, 4 и 2,5 мм легко разжигаются и ровно горят, расплавленный материал почти не разбрызгивается.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.

При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Электроды для сварки АНО-21 (АНО-21 СТАНДАРТ) – технические характеристики
- Состав металла стержня – низкоуглеродистые стали (Св-08 или Св-08А).
- Временное сопротивление разрыву – не менее 450 МПа.
- Доля разбрызгиваемого металла не превышает 4%.
- Коэффициент расхода металла стержня на 1 кг наплавленного металла – 1,65 кг.
- Типичное значение предела текучести – 350 МПа.
- Относительное удлинение – не менее 18%.
- Ударная вязкость электрода ≥80 Дж/см².
- Производительность – 1,2 кг/ч (для стержня d 4 мм).
- Длина электрода – от 250 до 450 мм.
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
| Диаметр стержня (мм) | Длина (см) | Вес 1 шт. (г) | Кол-во в 1 кг |
| 1,6 | 25 | – | – |
| 2,0 | 25 | – | – |
| 2,5 | 30 | 17,0 | 58-59 |
| 3,0 | 30 или 35 | 26,5 | 38 |
| 4,0 | 45 | 53,0 | 18-19 |
| 5,0 | 45 | 84,5 | 12 |
| 6,0 | 45 | 135,0 | 7 |
Рекомендуем к прочтению Характеристики электродов LB 52U
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
Отрицательные черты:
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.

Пачка электродов весом 5 кг.
Преимущества и недостатки расходного материала
Как и любой другой вид расходных материалов, электроды сварочные ано 21 имеют свои преимущества и недостатки в процессе эксплуатации. Среди преимуществ можно отметить:
- Доступность и популярность.
- Приемлемую цену.
- Простое зажигание дуги независящее от условий работы.
- Ровное шлакообразование и легкость его удаления после работы.
- Получение шва мелкочешуйчатой структуры.
К присущим недостаткам можно отнести:
- Довольно узкий диапазон взаимодействия.
- Ненадежную защиту покрытия, что требует применения дополнительного флюса и подготовки металла.
- Низкую прочность шва, неспособного к удержанию высокого давления и физического воздействия.
- Невозможность производства работ с толстостенными металлами.
- Снижение качества соединения шва при возникновении сложностей в процессе сварки.
Особенности эксплуатации и хранения
Главное свойство стержней, покрытых рутиловой обмазкой, – работа в условиях повышенной влажности свариваемых деталей и с металлами со следами ржавчины на соединяемых кромках.
Электрод при этом должен оставаться сухим. Поэтому хранить его лучше в герметически упакованной коробке в теплом помещении, подальше от земли, без доступа солнечных лучей. В случае подмокания его подсушивают в течение 40-60 минут при температуре +90 …+120°С.
Выполнение вертикальных угловых швов производится с удержанием электрода под углом 40-70°. Нельзя превышать рекомендованные токи, это приведет к прожогам металла. Шов всегда получается прочным даже у сварщиков без опыта работы. Отходы легко удаляются с металла.
Приобретать стержни следует в специализированных магазинах, соблюдающих правила хранения расходных сварочных материалов. Температура на складе должна быть не менее +15°С.
Преимущества электродов АНО-21 (АНО-21 СТАНДАРТ)
Итак, в чем же преимущества электродов для сварки АНО-21 (АНО-21СТАНДАРТ) с рутиловым покрытием? Первое и самое главное: та же высокая эффективность и производительность, что и у продукции с основным покрытием, но при этом – экологичность. Рутиловый концентрат обмазки – это диоксид титана, природный минерал, который в процессе работ не выделяет опасных для здоровья веществ. Поэтому сварку такими электродами можно выполнять в закрытых, слабо проветриваемых помещениях.
Благодаря составу обмазки металл шва имеет повышенный коэффициент поверхностного натяжения расплава. Он не растекается даже при выполнении работ в потолочном и вертикальном положении сверху вниз. Это второе важное преимущество. В ряду других плюсов:
- благодаря хорошей электропроводимости ТiO2 обеспечен легкий мгновенный поджиг дуги;
- сварочная ванна надежно защищена от попадания в нее частиц шлака;
- при изменении длины, дуга не теряет стабильности горения;
- объем разбрызгиваемого металла весьма незначителен;
- получаемый сварной шов – ровный, с мелкочешуйчатым рисунком, обладает высокими ударной вязкостью и сопротивлением на разрыв.
Наконец, еще один плюс, который присущ всем электродам с рутиловым покрытием, – они позволяют варить по влажным поверхностям, а также по металлу со следами ржавчины или окалины. Риски образования пор и трещин в металле шва сведены к минимуму.
Таблица сравнения
Электродную продукцию, в том числе и АНО-21, выпускают несколько предприятий. Технология изготовления соблюдается не на всех, по этой причине свойства изделий разных производителей отличаются розжигом, удержанием стабильности дуги и появлением пор.
Рекомендуем к прочтению Как пользоваться электродами ОК 46
Мастерами проведены тесты сравнения с участием АНО-21 , МР-3 и УОНИ. Результаты испытаний в зависимости от направления сварки отражены в таблице.
| Показатель | АНО-21 | МР-3 | УОНИ |
| Расход металла (1 кг) | 1,7 | 1,7 | 1,6 |
| Вязкость (Дж/см²) | 80 | 80 | 200 |
| Удлинение (%) | 18 | 18 | 26 |
| Производительность (кг/ч) | 1,4 | 1,7 | 1,3 |
| Предел текучести (МПа) | 460 | 400 | 350 |
| Максимальный ток (А) | 220 | 260 | 200 |
| Минимальный ток (А) | 40 | 30 | 40 |
| Прокалка (мин.) | 60 | 60 | 60 |
Таблица поможет в подборе нужных для работы электродов.
Лучшие производители
Стержни изготавливают на разных предприятиях России и за рубежом.
Популярные фирмы, выпускающие стержни:
- Lincoln Electric (США);
- ЗЭЛЗ (Зеленоград);
- ЛЭЗ (Москва);
- «Патон» (Киев);
- «ПлазмаТек» (Украина);
- «Сила» (Киев);
- «СпецЭлектрод» (Волгодонск);
- «ТАНТАЛ ЛТД» (Сызрань);
- «Сумы-Электрод» (Украина);
- ЯЭМП (Ярославль).

Аналогами продукции принято считать:
- ESAB OK 46.00;
- BÖHLER FOX SPE;
- АНО-4;
- ОЗС-6;
- МР-3;
- Стандарт РЦ;
- ОЗС-12.
Лучшие предприятия:
- «Патон»;
- «Гранит»;
- ЛЭЗ;
- КОМЗ;
- MaxWeld;
- «Тигарбо»;
- «Монолит».