Сварочные работы часто приходится выполнять не только на каких-то предприятиях, но зачастую домашние мастера также берутся за это сложное дело. Но степень сложности сварки складывается из многих критериев, например, модель сварочного аппарата, которым пользуется домашний умелец.
Но зная, что электрические сети очень часто работают нестабильно, то, соответственно, без инвертора при сварке никак не обойтись. Но работа такого сварочного аппарата невозможна, если не использовать электроды. Реализуются они как упаковками, так и поштучно. А вот состав их катодов стоит выбирать, опираясь на то, какую сталь вы собрались соединять.
Как правильно выбрать электроды для сварки?
Для качественной работы сварочного аппарата необходимы электроды, которые производятся не только за рубежом. Сейчас на прилавках строительных магазинов имеется широкий выбор сварочных материалов отечественного производства.
Приобретая электроды, следует учитывать следующие их свойства:
Катод играет важную роль в электроде, но существует и много других качеств, которые стоит учитывать. Так, при его покупке учитываются следующие факторы:
- Свойства.
- Диаметр соединяемого шва.
- Глубина проплавления.
Отправляясь в строительный магазин за электродами, стоит уже иметь представления о том, каково будет его назначение, то есть какие стали он должен соединять.
Основные марки
Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается.
Но хотелось бы обратить внимание на несколько марок, которые считаются лучшими среди всех. Прежде всего, это электроды марки УОНИ, которые уже давно доказали свое качество и о характеристиках которого будет рассказано чуть позже.
Второй тип электрода – МР3. Эта марка на сегодняшний день является очень распространенной. Ее чаще всего используют для того, чтобы осуществлять сварочные работы не самых ответственных конструкций
, которые выполнены их углеродных сталей, а также они могут быть и низколегированные.
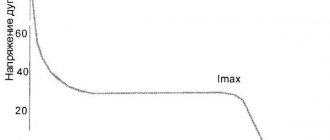
Основное преимущества данного электрода заключается в том, что электрическая дуга непрерывно горит, а, таким образом, идет равномерный провар соединяемого металла
, а следовательно, и такая прочность всей работы. Для работы с такой маркой можно использовать как переменный, так и постоянный ток.
Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому и сварочный шов получается прочным и надежным
, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
Электроды с рутиловым покрытием
ESAB-SVEL ОК 46.00

ESAB-SVEL ОК 46.00
Приставка SVEL означает российского производителя по шведской технологии. В России есть представительства и самой шведской компании ESAB, самостоятельно продающие продукцию всемирно знаменитого шведского концерна.
Обмазка рутилово-целлюлозная. Применяются также и для низколегированных сталей. И для листов с гальваникой. Сварка происходит при меньшей силе тока, чем у других рутиловых электродов. Что позволяет варить тонкостенные изделия и детали. Высокая стабильность сварочной дуги и лёгкий розжиг позволяют даже неопытным сварщикам получать качественный шов. Для сравнения – с ОК 48 и ОК 53, работающими на короткой дуге, справиться могут только опытные сварщики.
Плюсом перед оснОвными электродами является возможность качественной сварки в местах с затруднённой зачисткой сварочных кромок. В свою очередь в ответственных случаях предпочтение отдаётся основным электродам.
Ещё плюс – возможность работать с сильно загрязнённым и ржавым металлом, без предварительной очистки. Шлак легко отделяется, оставляя отличный шов. Не разбрызгивают металл.
Прокалка перед началом работы требуется в течение часа, но достаточно температуры 70-950.
Благодаря лёгкости поджига (и повторных тоже), рекомендуется для сварки короткими швами, прихватками, с обрывами дуги.
Главный плюс – лучшее отношение цена/качество, хотя цена выше, чем у остальных с рутиловым покрытием.
Замечание: цена зависит и от размера упаковки, так, например, указанная в таблице цена 225 руб – это за килограммовую упаковку и 199 – в упаковке 5,3 кг.
Отзывы
- нет единогласия – какого производства лучше – ленинградского или тюменского. Некоторые считают – белорусского;
- из других недостатков очень редко отмечают высоковатую цену;
- часто отмечают лёгкость поджига, работу по ржавому железу;
- качественная сталь внутри;
- заметно лучше, чем mp 3;
- не гаснут в работе;
- повторный поджиг – также легко.
Lincoln Electric Omnia 46

Lincoln Electric Omnia 46
Бренд Lincoln Electric – американской фирмы. На российском рынке можно встретить продукцию с этим брендом в большом ценовом диапазоне: от 170 до 305 руб/кг.
Как и шведская продукция, хороша для новичков – лёгкий розжиг, даже в дешёвых инверторах не требуется функция его облегчения. Её выполняет ионизирующее покрытие на торце.
Но ещё важнее – дуга почти не требует контроля. Также мало искр, низкая разбрызгиваемость – не требуется зачистка отлично выглядящих швов. Лёгкое отделение шлака,что позволяет варить сталь с поверхностью любой степени чистоты. Также рутило-целлюлозная обмазка.
Из-за высокой прочности наплавленного металла ими даже варят трубопроводы под давлением.
Минус по сравнению с ESAB-SVEL ОК 46.00 – ниже стойкость к отсыреванию.
Отзывы:
- отмечается с плюсом цена;
- остальное – в основном как про ESAB-SVEL ОК 46.00.
ОЗС-12 (СпецЭлектрод, Москва)
ОЗС-12 (СпецЭлектрод, Москва)
Отечественная продукция. Покрытие – рутиловое.
Особые свойства:
• возможность удлинённой дуги; • сварка по окисленной поверхности; • возможность работы на предельно низких токах.
Плюсы:
- качественный шов, доступен не очень опытному сварщику
- цена.
Минусы:
- обязательная зачистка зоны сварки;
- очень чувствительны к отсыреванию – обязательная прокалка в течение часа (150-1800).
Ресанта МР-3

Ресанта МР-3 электрод
Тип MP-3 самый распространённый в стране вид электродов.
В качественном исполнении близки к ESAB-SVEL ОК 46.00. Но производителей много, требуется их знание и тщательный выбор в магазине. В основном авторитет невысокий. Но с брендом Ресанта – модель удачная.
Отличий от шведской модели практически нет, кроме большей чувствительности к отсыреванию.
Технические характеристики УОНИ 13/55
На сегодняшний день существует огромное множество марок электродов. Среди всех большей популярностью и своей работоспособностью отличаются электроды отечественного производства УОНИ. Данная аббревиатура обозначает — универсальная обмазка научно-исследовательского института.
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях
, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины
, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры. Чтобы изделие медленно остыло, его помещают в песок.
При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.
При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Технология использования электродов УОНИ 13/55
Известно, что есть некоторые особенности в технологии использования данного электрода. Так, его стержнем является проволока из стали. Вторая особенность заключается в том, что изделие покрывается смесью, в состав которого входят карбонат и фтористые соединения. Они влияют на качество шва, а также на то, какие примеси будут в нем содержаться.
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
| Читайте на сайте статью: |
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций. Вот несколько нюансов, которые могут вам помочь: Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках! Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить ( на эту тему) Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей. Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет .
При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса. Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Сварочные электроды «УОНИ-13/55» с основным покрытием широко применяются для сварки ответственных конструкций. Свариваемые изделия должны быть изготовлены из низколегированных и углеродистых сталей (например: стали марок 10ХСН2Д, 48КС и др.), которые эксплуатируются при знакопеременных нагрузках и отрицательных температурах. Допускается сварка следующих материалов:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п.;
- поковок из дисперсионно-упрочненных и углеродистых сталей, а также поковок и литья между собой.
Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве. Поэтому, сварочные электроды «УОНИ-13/55» широко используются строителями мостов.
Описание этих сварочных электродов имеется в статье , поэтому сегодня мы остановимся только на технических характеристиках.
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1кг.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % — 22;
- ударная вязкость (KCV), Дж/кв. см: при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.

Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
Технологические особенности сварки электродами «УОНИ-13/55»
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Наиболее популярным видом сварки уже много лет считается ручная электродуговая сварка. Причем основным элементом, который определяет уровень качества сварки, являются электроды. Электроды для ручной дуговой сварки представляют собой тонкие металлические стержни со слоем специального покрытия. Это покрытие несет функцию защиты, предохраняя зону сваривания от разнообразных разрушительных факторов и дополняя шов необходимыми элементами, которые улучшают качество сварки. От того, насколько правильно подобраны сварочные электроды , зависит качество работы и устойчивость всей конструкции.
Электроды УОНИ 13/55 применяют для сварки низколегированных и углеродных сталей, если требуется изготовить особо ответственные конструкции: швы должны обладать достаточной прочность и эластичностью, а также высокими показателями ударной вязкости. Электроды гост 9467 75 хороши, когда необходимо сварить конструкцию, которая будет использоваться в условиях пониженной температуры.
Электроды УОНИ используются для сварки во всех положениях с использование постоянного тока обратной полярности. Электроды УОНИ, как правило, покрываются основным типом покрытия.
У нас, в настоящий момент, можно купить электроды УОНИ 13/55 различных производителей. При оптовой покупке электродов УОНИ цена на них будет ниже, поэтому Вам лучше связаться с нашими менеджерами и уточнить цену на конкретную партию.
Условное обозначение
Э50А-УОНИ-13/55-Ш-УД Е 51 4-Б20 ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-001-41637695-98
Сертифицированы Госстандартом и Минздравом РФ, Беларуси, Украины, одобрены Российским Морским Регистром Судоходства.
| Наименование | Ед.изм. | Цена * | |
| Орловские УОНИ 13/45 (5кг) d3 | кг | 79.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d4 | кг | 73.50 | Купить |
| Орловские УОНИ 13/45 (6,5кг) d5 | кг | 73.50 | Купить |
| Орловские УОНИ 13/55 (5кг) d3 | кг | 75.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d4 | кг | 69.50 | Купить |
| Орловские УОНИ 13/55 (6,5кг) d5 | кг | 69.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d3 | кг | 76.00 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d4 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/45 (5кг) d5 | кг | 75.50 | Купить |
| Спецэлектрод УОНИ 13/55 (5кг) d3 | кг | 76.00 |
Во время сварки металлических конструкций могут применяться совершенно различные марки электродов, в зависимости от материала и условий работа. Когда проводится сварка стали, то одними из наиболее востребованных становятся электроды УОНИ-13 55, а также другие модели данного тип, такие как . Данный тип обладает большими преимуществами, которые востребованы в строительных условиях. Ведь здесь могут возникать достаточно большие нагрузки, а так как шов всегда является самым слабым местом, то надежность соединения должна быть максимально высокой. Эта марка используется для сварки изделий из углеродистой и низкоуглеродистой стали. В частности, у наплавленного металла должна проявляться высокая вязкость при нанесении механических ударов. Сюда же можно отнести высокую пластичность, которая обеспечивает целостность шва при деформациях основного изделия. Сварочные электроды УОНИ-13 55 обладают достаточно высокими показателями по вышеприведенным пунктам.
Сварочные электроды УОНИ-13 55
Присадочный материал пригоден для сваривания в любых пространственных положениях. Естественно, что этому будет способствовать правильно подобранный режим работы, который подбираются для каждого диаметра. может работать как на постоянном, так и на переменном токе, главное, чтобы была обратная полярность, так как эти электроды не предназначены для работы на прямой. Здесь используется основное покрытие, в составе которого присутствуют фтористые соединения и карбонат.
Электроды для сварки УОНИ-13 55
По причине низкого содержания газа электроды и могут достичь максимально высокой пластичности и повышенной ударной вязкости. Качество сварки не зависит от температуры проведения процесса соединения. Со временем на готовых швах не так сильно проявляются следы старения, как на других марках. не имеют продольных или поверхностных трещин. Они хорошо поджигаются, как в первый, так и в последующие разы. Состав покрытия создает требуемые условия, чтобы дуга горела стабильно и на нее не влияли внешние факторы, которые могут навредить состоянию шва. Разбрызгивание металла происходит только в минимальных количествах, так что практически не заметно.
Электроды марки УОНИ-13 55
После проведения работы шлак отделяется максимально легко, а образуется равномерной коркой. Для лезшего проведения работ следует перед использованием прокаливать присадочные материалы при температуре около 320 градусов Цельсия, не более одного часа. Используют такие электроды как профессионалы, так и новички, ведь они сочетают в себе доступную стоимость и высокие технические параметры.
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6.
Электроды, произведённые в России по лицензии:
- ESAB OK Ni-CI;
- ESAB OK NiCrFe-2;
- ESAB OK Ni-1.
Примерная стоимость электродов ESAB на Яндекс.маркет
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 — ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 — GG 40 (СЧ 10 — СЧ 40), высокопрочного (с шаровым графитом) GGG 40 — GGG 70 (ВЧ 42-12 — ВЧ 70-2), ковкого GTS 35 — GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
- ЭА-400/10У;
- ЭА-395/9;
- ЦЛ-11;
- ЦТ-15;
- ОЗЛ-6;
- НЖ-13;
- НИИ-48Г.
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.
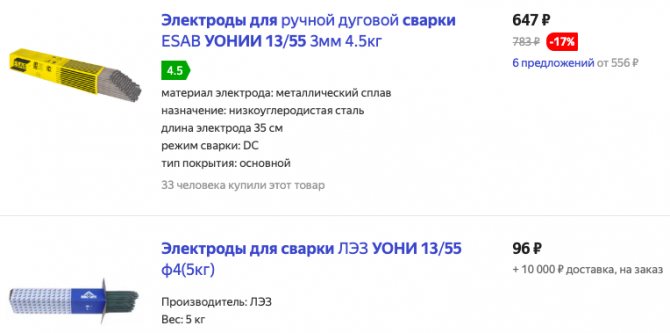
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
В каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Область применения
Область применения здесь очень широка, так как электроды УОНИ-13 55 характеристики имеют удобные практически для всех отраслей. Их можно встретить и в домашних условиях, и на строительных объектах. Лучше всего они подходят для соединения стальных металлоконструкций, так как состав наплавленного металла максимально схож с обыкновенной сталью. Соединение обладает длительным сроком эксплуатации, что подходит для строительной сферы. С помощью ремонтируют различные изделия, заваривают герметичные емкости, резервуары и трубы. Процесс проходит качественно и просто, что только повышает востребованность. В домашней сфере использование осложнено необходимостью прокаливания, ведь далеко не всегда можно достичь такой температуры. В других местах такой проблемы не возникает.
Электроды УОНИ-13 55 для сварки стальных металлоконструкций
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Технические характеристики
Выбирая электроды УОНИ-13 55 технические характеристики ставятся на первые позиции. Конечно же, данные параметры зависят от состава расходного материала, ведь каждый элемент и его количество вносят свои особенности в данный процесс.
Если приходится подбирать требуемую марку, то для специалистов главным вопросом становится, какие механические показатели у конкретной марки электрода. Имеются ввиду характеристики металла в уже наплавленном состоянии, так как он может меняться после переплавки.
Размеры и ассортимент
Эту марку не используют для сваривания тонких деталей, так что в ассортименте не встречаются электроды толщиною менее 2 мм. Здесь наблюдается тенденция, что чем больше диаметр, тем длиннее стержень изделия.
Особенности наплавки
Для увеличения качества соединения следует применять правильные режимы работы и подбирать нужную силу тока. Здесь наблюдается зависимость параметров электричества от положения, в котором будет проводиться сварка и толщины диаметра присадочного материала.
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…80 | 40…70 | 40…70 |
| 2.5 | 70…90 | 60…80 | 60…80 |
| 3 | 100…130 | 90…120 | 90…120 |
| 4 | 160…190 | 130…160 | 130…160 |
| 5 | 180…240 | 160…210 | |
| 6 | 210…290 | ||
Расшифровка
УОНИ-13 55 — марка сварочных электродов, которые предназначаются для сварки металлических изделий из углеродистой стали.