Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.

Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Содержание
- Основные особенности электродов МР-3
- Технические характеристики электродов
- Преимущества электродов
- Особенности сварки электродами
- Применение электродов для сварки
- Каталог электродов для сварки
Электроды для сварки МР-3 для ручной дуговой сварки являются одними из самых востребованных на современном рынке. В списке ответственных конструкций, которые ими варят – трубопроводы и трубная арматура, котлы и цистерны, практически весь спектр подъемно-транспортного оборудования. Широко используются они и в быту, не вызывая особых трудностей в работе для непрофессиональных сварщиков.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Основные особенности МР-3
Электроды для сварки МР-3 предназначены для соединения деталей преимущественно из низкоуглеродистых (с содержанием С до 0,25%) и низколегированных сталей. Временное сопротивление таких сталей разрыву не превышает 50 кгс/мм², то есть, предел прочности составляет 490 МПа. На изготовление стержней идет проволока Св-08, диапазон диаметров варьируется от 2 до 6 мм. Производство электродов для сварки регламентируется государственным стандартом 9466 и ГОСТ 9467.
Изделия имеют рутиловое покрытие (диоксид титана), благодаря чему обеспечен мгновенный первый и повторный поджиг, а сварочная ванна надежно защищена от вредного воздействия азота и кислорода. Основные характеристики продукции указываются в маркировке, например: Э46-МР-3-4-УД2, где
- Э-46 – тип, к которому относится электрод;
- МР-3 – марка изделия (Р – рутиловое покрытие);
- 4 – диаметр стержня;
- У – состав свариваемого металла (углеродистые стали);
- Д2 – покрытие толстое, второй группы.
Длина электрода МР-3 зависит от диаметра: при d=2…3 мм она составляет 350 мм, при d=4… 6 мм – 450 мм. Варить можно детали толщиной от 3 до 20 мм.
Конструкция и материал изготовления
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Преимущества МР-3
Сварка электродами МР-3 с рутиловой обмазкой считается наиболее экологичной и безопасной с точки зрения выделения в воздух токсичных соединений, поэтому выполнять работы можно в закрытых, слабо проветриваемых помещениях. В ряду других плюсов:
- хороший первый и повторный поджиг;
- стабильное горение электродуги (дуга – средняя, короткая или предельно короткая);
- беспрепятственное отделение шлаковой корки;
- низкий процент разбрызгиваемого металла;
- возможность варить детали большой толщины;
- качественный, прочный, стойкий к межкристаллитной коррозии шов.
Как и любые другие, электроды с рутиловым покрытием марки МР-3 должны храниться в сухом помещении при температуре не ниже +15 °C. Допустимое содержание влаги в покрытии составляет 1%. При превышении этого показателя электроду требуется прокаливание в течение часа при температуре 150-180 °C.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Особенности сварки МР-3
Сваривать детали можно как переменным, так и постоянным током обратной полярности. При использовании трансформатора необходимо, чтобы напряжение холостого хода составляло 65 (+/-5) Вольт. Сварка возможна как длинными, так и короткими швами.
Для выполнения РДС допустимы любые пространственные положения за исключением вертикали на спуск.
- Стандартное нижнее (горизонтальное) положение. Таким образом варят детали больших и средних толщин. Диаметр электрода МР-3 при этом, как правило, не менее 6 мм. Стержень располагается под острым углом к плоскости шва в сторону направления сварки. Варят на средней и короткой дуге на повышенных токах.
- Сварка «в лодочку» – в нижнем положении свариваются угловые швы (углы 30 °, 45 °, 60 °), сварка производится на максимально короткой дуге вертикально расположенным стержнем. При «симметричной лодочке» (электрод условно разбивает прямой угол соединения на два по 45%) обычно варят на повышенных токах. «Несимметричная лодочка» подразумевает разделение стержнем угла на 60 ° и 30 °, в этом случае более вероятны наплывы и подрезы сварного шва.
Электродом этой марки также выполняют сварку горизонтального шва на вертикальной плоскости, вертикального шва – на подъем, а также шва в потолочном положении.
Еще раз отметим, что стержень должен находиться под острым углом к поверхности, поскольку при другом положении возможно повышенное выделение шлака с попаданием его в сварочную ванну.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Применение электродов МР-3
Электроды позволяют варить детали механизмов и конструкций самого широкого спектра оборудования.
- Станы различного типа (листопрокатные, сортопрокатные, обжимные и т. д.).
- Краны, лифты, конвейеры, эскалаторы, лебедки и другое подъемно-транспортное оборудование.
- Газовые, нефтяные трубопроводы, резервуары для хранения нефти.
- Контейнеры, цистерны для перевозки опасных грузов.
- Паровые котлы и другое котельное оборудование.
Также электродами осуществляется сварка металлических строительных конструкций, включая арматуру и другие закладные элементы для ЖБИ.
Ведущие отечественные производители
На рынке расходных сварочных материалов встречается продукция различного качества, к сожалению, не всегда самого лучшего. Чтобы не столкнуться с проблемами, приобретать электроды рекомендуется, выпущенные только производителями, являющимися общепризнанными лидерами в данном сегменте промышленности. Назовем лишь некоторые бренды.
- Прежде всего – это Магнитогорский Электродный Завод (сокращенно MЭЗ). Высококвалифицированные сотрудники входящей в его структуру специализированной лаборатории разработали марку «MP-3 Люкс». Эти изделия отличают улучшенные технические характеристики по отношению к металлу сформированного шва. Они успешно прошли аттестацию экспертами HAKC для применения в технических устройствах следующих групп: CK, ПTO, OXHBП, OTOГ, HГДO, MO, KO, ГДO и ГO.
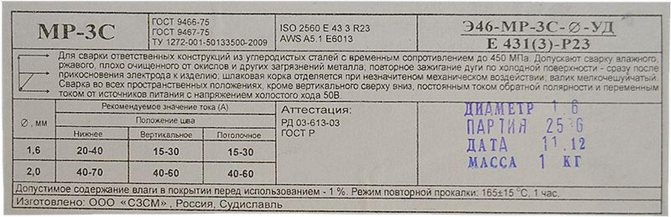
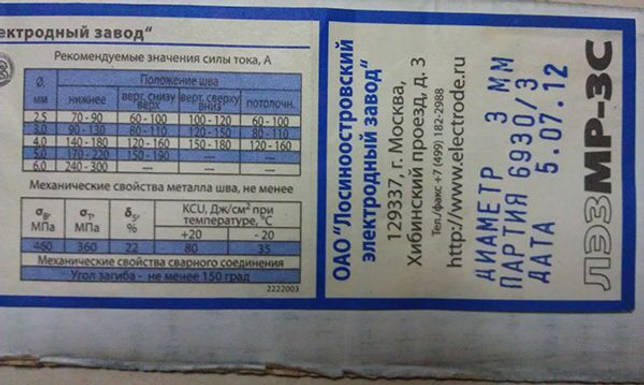
- Также не возникают претензии к электродам марки MP-3, выпускаемым на производственных мощностях Лосиноостровского электродного завода, функционирующего в Москве. Узнаваемость этой продукции обеспечивает тёмно-сине-белая расцветка фирменной упаковки.
- В число ведущих отечественных производителей входит Завод Сварочных Материалов из города Судиславль, (сокращенно CЗCM), работающий в Костромской обл. РФ. О высоком качестве изготавливаемых им электродов марки MP-3 говорит факт их поставок такому промышленному гиганту, как «Норильский никель» и некоторым другим компаниям такого же профиля деятельности. На коробках с этими изделиями в обязательном порядке присутствует логотип CЗCM.
Из зарубежных предприятий, специализирующихся на производстве сварочных расходников, стоит выделить шведскую компанию ЕSАВ со штаб-квартирой в Гетеборге. Основана она была в 1904 году и по праву считается сегодня лидером мирового рынка электродов.
Цвета: синие, красные (коричневые), зеленые
Цвет электродов зависит от типа обмазки. Стержни МР-3 чаще всего имеют рутиловое покрытие, которое иногда обладает красным цветом. Важно также знать, что оттенок зависит от производителя. таким образом сварщики имеют возможность купить электроды с зеленым, синим, серым цветом покрытия.

Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела.
Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор.
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Как появился сварочный электрод?
История возникновения и применения сварочных электродов тесно переплетается с развитием сварочных технологий. Самый первый раз они были использованы в различных опытах и экспериментах, которые были связаны с определением свойств электрических дуг. Эти научные проверки проводились профессором Петровым В.В.
Большое количество научных исследователей и настоящих учёных трудились над разработкой настоящего сварочного электрода, а также усовершенствованием представленной конструкции. В конечном результате было принято решение использовать такие элементы, как натрий, кальций и калий. Эти вещества имеют максимально низкий потенциал и способны обеспечить лёгкое возгорание дуги, а также поддерживать её цикл горения.
В первой четверти двадцатого века учёные смогли разработать множество конструкций для ручной сварки, способы их производства и оптимальный состав для покрытия.
Производители и торговые марки
Покупатели имеют возможность приобрести электроды МР-3 различных торговых марок, российских и зарубежных производителей. При покупке следует выбирать стержни от проверенных и надежных предприятий. Крупные компании, которые дорожат своей репутацией, выпускают качественные прутки, имеющие соответствующие сертификаты, паспорта и другие документы.
Наибольшее внимание следует уделить следующим class=»aligncenter» width=»644″ height=»362″[/img]
- ЛЭЗ (Лосиноостровский электродный завод);
- Ресанта;
- ХОБЭКС;
- СЗСМ;
- Linkoln Electric (Линкольн);
- Спецэлектрод (Москва);
- ESAB (Эсаб);
- Тантал;
- Арсенал (Арс);
- Престиж;
- Люкс;
- Премиум.
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
| Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.
Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
Это интересно: Электроды Э42 — характеристики, особенности работы, стоимость
Область применения
Материал полученного при сварке шва обладает пониженным значением сопротивления на разрыв, поэтому применять этот тип электродов для ответственных конструкций не рекомендуется. Однако, их зона применения достаточно широка. Характеристики электродов позволяют наиболее полно раскрывать их достоинства при сварке изделий, изготовленных из низколегированных сталей.
Ими с успехом можно сваривать углеродистые стали. Однако, имеются ограничения, заключающиеся в том, что эти электроды нельзя применять для соединения изделий из нержавеющей стали, чугуна и цветных металлов.
Профессиональные сварщики часто выбирают этот вид электродов из-за их высокой производительности. При бытовом применении ценятся другие положительные качества. Такие расходные элементы используются при установке заборов на дачных участках, строительстве гаражей, обустройстве теплиц.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент — 9,5 г/Ач;
- расход на 1 кг металла — 1,7 кг;
- производительность — 1,4 кг/ч;
- запас прочности — 540 МПа;
- текучесть — до 420 МПа;
- относительное удлинение — до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

Краткое описание:
| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
Диаметр
Какой бывает диаметр (д, d, Ø) всех электродов МР-3, длина, вес пачки (кг.)
Производители выпускают электроды диаметром в 2,5; 3,0; 4,0; 5,0 и 6,0 мм. Первый и последний вид используется реже. В зависимости от диаметра разнится длина и вес стержня, а также их количество в пачке. Показатели представлены в таблице.
| Диаметр, мм. | Вес, гр. | Длина, мм. | Количество электродов в 1 кг, шт. |
| 3 | 30-32 | 350 | 39 |
| 4 | 60-62 | 450 | 16 |
| 5 | 92 | 450 | 11 |
Производители предлагают следующий формат пачек с электродами: 1,0; 2,5; 5,0 кг.
Для примера ниже покажем 1-килограммовую пачку производителя Ресанта.

Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.