30.04.2021 Автор: VT-METALL

Вопросы, рассмотренные в материале:
- Что такое плазма, плазморез, плазмотрон
- Как происходит плазменная резка металла
- Какие газы используют при плазменной резке
- Что можно резать плазмой
- Какие существуют аппараты для плазменной резки
- В чем преимущества плазменной резки металла
Сегодня многие интересуются, как работает плазменная резка, в чем отличие технологии от традиционных методов обработки металла и других материалов. Простые обыватели и даже некоторые специалисты сомневаются в необходимости использования плазмы, считая, что любые сварочные работы по-прежнему можно выполнять с помощью традиционного газа.
В данном материале мы постараемся доступным языком объяснить, что такое плазморез, как он работает, в чем его преимущества перед лазером и газовой сваркой. После этого у вас вряд ли останутся сомнения в эффективности резки металла с помощью плазмы.
Плазменная резка – что это такое

Резка металла представляет собой технологический процесс разделения монолитного элемента на части. Для этого могут использоваться механический способ, то есть рубка или распиливание, гидроабразивный, где обработка производится за счет суспензии из воды и абразива, а также термический способ или нагрев. Под термической обработкой понимается газокислородная, лазерная и плазменная резка металла.
Что такое плазменная резка? Это технология обработки изделий из металла, при которой роль резака играет струя плазмы.
Плазма – это поток ионизированного газа, нагретого до температуры в несколько тысяч градусов. В таком потоке присутствуют отрицательно и положительно заряженные частицы. Ему присущи квазинейтральные свойства, то есть в бесконечно малом объеме суммарный заряд уравновешивается и оказывается равен нулю. Однако за счет наличия свободных радикалов плазма способна проводить электричество.
Благодаря сочетанию таких свойств плазмы, как высокая температура, способность проводить электричество и скорость потока, превышающая скорость звука, в XX веке удалось разработать устройство для плазменной резки.
Если говорить проще о том, как работает плазменная резка, то речь идет о нагреве металла струей плазмы при помощи плазмореза. Этот аппарат создает между соплом резака и обрабатываемым металлом электродугу, температура которой доходит до +5 000 °С. Однако эффективная обработка при таком нагреве невозможна. Чтобы добиться результата высокого качества, в рабочую зону дополнительно подается газ – именно он формирует плазму температурой до +30 000 °С.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Помимо того, что плазма очень горячая, она выходит из сопла со скоростью 1 500 м/с, за счет чего удается без труда резать металл. Стоит отметить, что подобная обработка отличается высокой точностью и аккуратностью, поэтому современная промышленность все чаще отдает ей предпочтение.
Популярные металлы
Наиболее распространена плазменная резка листового металла, это связано с тем, что этот метода на сегодняшний день является одним из самых дешевых и быстрых способов работы с листовым прокатом.
Как правило, оборудование для работы с листами металла позволяет осуществлять резку листа толщиной до 50 мм, независимо от сплава, из которого изготовлен лист.
Кроме того современные станки плазменной резки позволяют вырезать изделия практически любой геометрической формы с точностью среза до 0,5 мм.
Нередко требуется точно и быстро осуществить резку труб. В отличие от резки листового металла плазменная резка труб осуществляется в специальных машинах, которые позволяют вращать трубу в процессе резки.
Скорость такой резки может достигать 9000 мм, а точность среза до 0,1 мм.
Благодаря таким параметрам, а так же невысокой цене плазменная резка труб является одним из наиболее доступных методов точной резки труб самого широкого диапазона диаметров и практически любого сплава.
Одним из сложных для работы материалов является алюминий и его сплавы, этот металл достаточно легко окисляется, при резке сложно получить чистый и точный срез.
Алюминий
При этом, плазменная резка алюминия с использованием воздуха или активных газов — не является наилучшим выбором, так как поверхность среза будет покрыта толстым слоем окислов, что негативно скажется на качестве получаемых деталей.
Для работы с алюминием требуются аппараты плазменной резки, работающие на неактивных газах, таких как аргон либо азот.
При их использовании на поверхности среза алюминия практически не будет оксидов, эта разновидность метода является одной из наиболее подходящих для работы с этим металлом.
Не смотря на универсальность метода, плазменная резка стали является наиболее частой областью применения плазменного оборудования, по причине того, что сталь является наиболее распространенным сплавом.
Кроме того, для резки стали нет необходимости применять инертные газы, что позволяет использовать даже самое простое и недорогое оборудование, получая отличные результаты как по точности так и по скорости работы.

Нержавеющая сталь
Если осуществляется плазменная резка нержавейки, то она также не требует технических ухищрений, так как этот сплав устойчив к окислению и его вполне возможно резать с помощью воздушно-дуговой разновидности плазменной резки, которая является наиболее дешевой и доступной.
Еще одним несомненным преимуществом является возможность работы даже с очень тонкими слоями металла без потерь качества и точности резки.
Именно плазменная резка тонкого металла является основным и практически единственным конкурентом в этой области для лазерной резки.
Это связано с тем, что методами механической обработки крайне сложно осуществлять резку тонкого металла, при этом они не удовлетворяют современным требованиям по точности, скорости работы и качеству получаемых срезов.
Как работает плазменная резка металла

Как работает аппарат плазменной резки? Усиление электрической дуги происходит при помощи разгона газом под давлением, за счет чего в несколько раз повышается температура режущего элемента по сравнению с пропан-кислородным пламенем. Это дает возможность быстро резать металл таким образом, чтобы даже при высокой теплопроводности все изделие не успело нагреться и деформироваться.
Итак, как работает плазменная резка металла? Суть метода состоит в следующем:
- Источник тока выдает необходимое напряжение, а именно: 220 V для небольших устройств, 380 V для промышленных систем, позволяющих работать с материалами большой толщины.
- Ток по кабелям попадает в плазмотрон, то есть в горелку в руках сварщика-резчика. Данный элемент оснащен катодом и анодом, роль которых играют электроды. Именно между ними загорается электрическая дуга.
- Компрессор нагнетает воздух и подает его в аппарат по предусмотренным для этого шлангам. Плазмотрон снабжен специальными завихрителями, которые направляют и закручивают воздух. Поток пронизывает электрическую дугу, при этом ионизирует ее и во много раз повышает температуру, создавая плазму. Такую дугу принято называть дежурной, поскольку она обеспечивает поддержание работы.
- Достаточно часто применяют кабель массы, подсоединяя его к разрезаемому материалу. Когда сварщик-резчик подносит плазмотрон к изделию, получается рабочая дуга – она замыкается между электродом и поверхностью. За счет высокой температуры и давления воздуха образуется аккуратный разрез и небольшие наплывы, которые можно без труда удалить при помощи постукивания. Когда утрачивается контакт с поверхностью, дуга продолжает гореть в дежурном режиме. Поэтому при ее повторном поднесении к обрабатываемому материалу можно продолжать резку.
- После того как раскрой завершен, кнопку на плазмотроне отпускают, выключая все виды электрической дуги. Далее систему некоторое время продувают воздухом, чтобы избавиться от мусора и позволить электродам остыть.
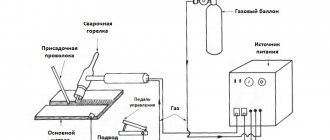
Роль режущего элемента при плазменной резке играет ионизированная дуга плазмотрона. Она позволяет как раскраивать материал, так и сваривать его. Во втором случае применяют присадочную проволоку, состав которой подбирается под конкретный вид металла, а подаваемый воздух заменяют инертным газом.
Резка металлических изделий производится двумя способами, такими как:
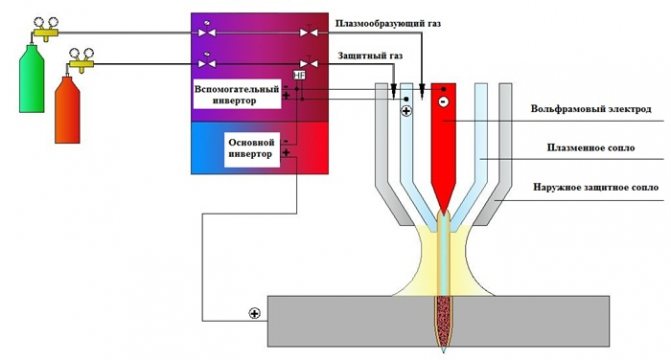
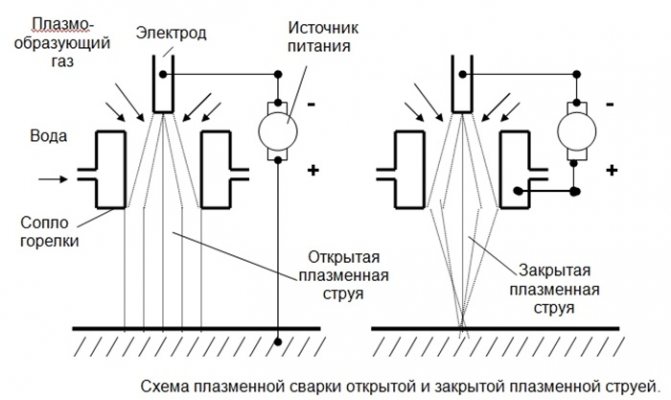
- Рез прямого действия, который также называют плазменно-дуговой резкой.
В этом случае между резаком и изделием, то есть катодом и анодом, зажигают электрическую дугу. Катод (электрод) находится внутри корпуса с соплом. Газ под давлением проходит мимо электрода, нагревается и ионизируется. В сопле создается высокая скорость потока. В процессе такой обработки электродуга плавит металл, а раскаленный газ обеспечивает вывод излишков из зоны нагрева.
- Рез косвенным воздействием.
Данная технология дает возможность работать с обычными металлами, а также с теми, которые отличаются малой электрической проводимостью, и диэлектриками. При такой обработке источник электроискры находится в резаке, поэтому изделие контактирует только с потоком плазмы. Отметим, что стоимость подобных устройств значительно выше, чем у моделей прямого действия.
Обе разновидности резаков ученые называют плазмотронами, то есть генераторами плазмы.
Резку металла можно производить при помощи устройств промышленного и бытового назначения. В промышленных условиях работают со сложными многофункциональными автоматизированными комплексами или станками с ЧПУ. Тогда как для использования в быту предназначены небольшие аппараты, подключаемые к сети 220 V или 380 V.

Несмотря на разницу в функционале и размерах, промышленные и бытовые устройства работают на основе единых принципов плазменной резки и требуют:
- формирования электродуги;
- создания ионизированного газа;
- образования высокоскоростного потока плазмы;
- воздействия на изделие активной среды.
Плазменно-дуговая резка отличается такими характеристиками:
- Температура потока в пределах +5 000…+30 000 °C. Конкретная цифра зависит от обрабатываемого материала – минимальные температуры используются при работе с цветными металлами, а верхние показатели позволяют обрабатывать тугоплавкие стали.
- Скорость потока в пределах 500–1500 м/с. Она подбирается под требования конкретного вида резки, при этом оценивается толщина заготовки, материал, тип распила (прямой либо криволинейный), продолжительность работы системы.
- Газ для плазменной резки. С черными металлами работают при помощи активной группы, куда входят кислород (O2) и воздух. Обработка цветных металлов и сплавов предполагает использование неактивной группы, а именно азота (N2), аргона (Ar), водорода (H2), водяного пара. Кислород окисляет цветные металлы, то есть запускает их горение, поэтому их обрабатывают в среде защитных газов. Также за счет изменения состава газовой смеси удается поднять качество обработки.
- Ширина разреза. В данном случае работает одно правило: при росте показателей повышается ширина реза. На нее влияют толщина и вид металла, диаметр сопла, сила тока, количество используемого газа и скорость обработки.
- Производительность, которая зависит от скорости резки. Так, бытовые агрегаты в соответствии с ГОСТ ограничены показателем 6,5–7 м/мин (~0,11 м/сек). Производительность резки зависит от толщины, вида металла, скорости струи газа. Нужно понимать, что увеличение размеров заготовки приводит к снижению скорости обработки.
Процесс работы плазмотрона
После нажатия кнопки в аппарат поступает электрический ток и внутри загорается, распространяется по всей площади канала первичная электрическая дуга с температурой около 8000 °C.
Компрессор начинает подавать в канал с первичной дугой сжатый воздух, который проходя по каналу, разогревается, приобретает свойства ионизированного газа, проводящего электрический ток. Из-за высоких температур нагрева воздух расширяется в объеме в 50-100 раз. Это значительно увеличивает давления газа.
Затем по каналу раскаленный, расширенный поток газа поступает в сопло, которое сужает его и делает более концентрированным. Поток воздуха, преобразованный в плазму, вылетает из отверстия сопла с огромной скоростью (около 3 км/с). При этом температура ионизированного потока возрастает в разы.
Именно такой ионизированный, раскаленный до огромной температуры газ, и является плазмой, посредством которой осуществляется раскрой.
Виды плазменной резки
Технология плазменной резки металла включает в себя несколько способов. Плазменно-дуговая резка делится на:
- воздушно-плазменную;
- газо-плазменную;
- лазерно-плазменную.
Принципы действия первых двух видов практически одинаковы – раскрой ведется за счет электродуги в сочетании с ионизированным потоком раскаленного газа. Единственное, чем отличаются данные подходы – это рабочее тело. При воздушно-плазменной резке его роль играет воздух, а при газоплазменной – газ либо водяной пар.
С заготовками толщиной не более 200 мм работают при помощи комбинированного оборудования. Дело в том, что современная промышленная установка позволяет производить термообработку газовой струей или использовать плазмотрон.
VT-metall предлагает услуги:
Станки для плазменной резки оснащены модулем ЧПУ, что позволяет им выполнять раскрой листов металла по прямой либо с формированием криволинейных кромок.
Ручная плазменная резка представляет собой классическую плазменно-дуговую обработку. Бытовые переносные устройства используют для раскроя черного металла воздушную ионизированную струю. Изменение состава газов приводит к тому, что оборудование значительно усложняется, а значит, повышается его стоимость.
Основные преимущества
Резка металлов с помощью плазмы является одним из наиболее современных и технически совершенных способов работы с различными металлами.
Эта технология появилась относительно недавно, но получила широкое распространение, благодаря ряду преимуществ, которые она предлагает по сравнению классическими инструментальными методами работы с металлами.
Основные преимущества плазменной резки металла заключаются в:
- скорости резки;
- универсальности (можно работать с любыми металлами и славами);
- нет ограничений по форме обрабатываемых деталей и сложности вырезаемых фигур;
- срез, который образуется в процессе резки, обладает высокой чистотой и качеством поверхности.
Для того, чтобы максимально использовать все преимущества плазменной резки металлов — необходимо правильно и точно подбирать режимы работы установки под конкретный материал, при этом необходимо учитывать множество факторов, таких как:
- свойства материала;
- его толщина;
- скорость и температура плазмы;
- скорость выполнения разреза.
При правильном подборе этих, а так же некоторых других специфических параметров — плазменная резка будет осуществляться быстро и с высоким качеством.
Резка металла с помощью плазмы более безопасна, чем обычная газопламенная резка, так как в процессе резки не используются баллоны с кислородом, горючими газами.

Таблица скоростей плазменной резки
Аппараты для плазменной резки могут иметь различные габариты и назначение.
Производятся аппараты для ручной плазменной резки, но чаще всего используется автоматическая плазменная резка металла, по причине более высокой скорости и точности работы такого оборудования.

Аппараты для ручной плазменной резки могут производится с различными конструктивными особенностями сопла и охладительных систем.
Наиболее компактные и универсальные из них могут работать на открытом воздухе, в условиях открытых строительных либо монтажных площадок.
При этом, плазма может создаваться как на прямую – из воздуха, так и из подаваемых газов, таких как водород либо аргон.
Еще одним различием в таких аппаратах является система охлаждения плазмотрона, она может быть как жидкостной так и воздушной.
Воздушная система лучше подходит для работы на открытых площадках, но обладает меньшей эффективностью и не позволяет аппарату развивать действительно высокую мощность.
Если еще 20-30 лет назад резка металла плазмой была мало распространена и относилась к экзотическим методам работы с металлами, то в наше время можно легко найти компании, которые занимаются предоставлением таких услуг, либо же самостоятельно приобрести оборудование для осуществления ручной плазменной резки.
Какие газы используются при плазменной резке
Плазменная резка металла предполагает его проплавление и удаление расплава за счет теплоты плазменной дуги. Плазмообразующая среда влияет не только на скорость и качество работ, но и на такие показатели, как глубина газонасыщенного слоя и характер физико-химических процессов, протекающих по кроям реза.
При обработке алюминия, меди, а также сплавов на их основе плазма образуется из:
- сжатого воздуха;
- кислорода;
- азотно-кислородной смеси;
- азота;
- аргоно-водородной смеси.
Существуют марки металла, которые не могут обрабатываться некоторыми видами плазмообразующих смесей. Так, резка титана не должна производиться при помощи соединений, имеющих в составе азот и водород.
Повторим, что все газы, применяемые для подобной резки, принято делить на защитные и плазмообразующие.
В бытовых устройствах, позволяющих работать с металлом толщиной не более 50 мм при силе тока дуги до 200 А, используют сжатый воздух. Он может играть роль защитного и плазмообразующего газа. Тогда как в промышленных системах работают другие газовые смеси, содержащие кислород, азот, аргон, гелий или водород.
Как выбрать плазмотрон?
Чтобы производить резку металла плазморезкой своими руками, важно купить оборудование.
Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора. Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться.
Резка с помощью плазмы может производиться двумя видами плазморезки:
- Инвенторная — имеет компактные размеры, для ее работы необходимо малое количество энергии, аппарат легкий с привлекательным дизайном. В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;
- Трансформаторная — высокая длительность включения, если напряжение будет скакать, плазморезка не выходит из строя. Размер, вес агрегата достаточно большие, энергии такая плазморезка также потребляет много.
ВАЖНО ЗНАТЬ: Технология и методы лазерной резки алюминия
При выборе плазмотрона для резки своими руками, рекомендуется обратить внимание на параметры.
Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу.
Мощность
В зависимости от того, каковы характеристики изделия, которое необходимо разрезать, выбирается мощность. Будет отличаться и размер сопла, тип газа.
Так, при мощности 60-90А плазморезка сможет справиться с металлом толщиной 30 мм.
Если необходимо разрезать большую толщину, то рекомендуется купить плазморезку с мощностью 90-170А.
Выбирая агрегат, учтите силу тока, напряжение, которое он сможет выдержать.
Время, скорость разрезания материала
Этот показатель меряют в см, которые аппарат сможет разрезать за 1 минуту. Одни плазморезки смогут разрезать металл за 1 минуту, а другие за 5.
При этом толщина материала будет одинаковая.

Если важно сократить время на резку, то стоит учесть скорость разрезания. Аппараты отличаются временем работы — длительность разрезания металла, не перегреваясь.
Если указано, что длительность работы составляет 70 процентов, то это значит, что плазморезка будет работать 7 минут, после чего 3 минуты она должна остывать.
Если необходимо сделать длинные разрезы, то рекомендуется выбирать агрегаты с высокой продолжительностью работы.
Горелка плазморезки
Стоит оценить материал, который придется разрезать. Горелка плазморезки должна обладать мощностью, чтобы качественно его разрезать.
При этом стоит учесть, что условия работы могут быть сложными, резка — интенсивной.
Считается, что агрегаты с медным соплом очень прочные, почти не бьются, охлаждаются воздухом очень быстро.
На рукоятки таких плазморезок можно закрепить дополнительные элементы, поддерживающие наконечник сопла на определенном расстоянии. Это во много раз облегчает работу.
Если плазморезкой будет проводиться разрезание тонкого металла, то можно выбрать агрегат, в горелку которого поступает воздух.
Если планируется плазменная резка толстого металла, нужно предпочесть плазмотрон, в горелку которого будет подаваться азот.
Внешние характеристики
При плазморезке своими руками чаще всего выбирают переносные плазморезки, которые отличаются компактными размерами.
Ими не сложно управлять, не имея достаточного опыта, доступна фигурная резка.
Видео:
Стационарные агрегаты имеют большой вес, предназначены для разрезания более толстых материалов, их цена соответственно будет больше.
Что можно резать: возможности плазмы
Говоря о возможностях плазмы, нужно понимать, как работает плазменная резка и сварка. Такая обработка производится за счет проплавления материала при помощи теплоты. Последняя генерируется сжатой плазменной дугой, после чего расплав выносится из зоны реза струей плазмы.
Эта технология универсальна, поэтому на данный момент активно используется в целом ряде областей. Она позволяет работать с большинством металлов, а также достигать рекордных показателей по скорости резки и толщине заготовок.
Отдельно стоит сказать об экономической составляющей вопроса. Работать с плазменной резкой можно без больших финансовых затрат, не менее важно, что она может производиться как с помощью машин, так и вручную.
Назовем основные сферы, в которых применяют автоматизированную и ручную плазменную резку металлов.
1. Плазменная резка труб.
Самыми удобными считаются установки для плазменной резки труб, так называемые труборезы, снабженные центраторами. Они отличаются от классического труборезного оборудования высокой точностью обработки, которая остается недостижимой для газовой автогенной резки.
Немаловажно, что большая часть оборудования для резки труб при помощи плазмы позволяет производить вспомогательные операции. Среди них стоит назвать подготовку поверхности, зачистку шва, снятие фаски и разделывание кромок. Точное перемещение по трубе такого оборудования обеспечивается за счет специальных приводов.
2. Плазменная резка листового металла.
Чаще всего данная технология используется для раскроя тонких листов, поскольку другие методы не позволяют выполнять подобные операции. Немаловажно, что для ручной плазменной резки листового металла используются достаточно компактные и легкие приборы с небольшим расходом электроэнергии.
Плазма справляется с большинством металлов, в том числе подходит для обработки стали, чугуна, бронзы, меди, латуни, титана, алюминия и сплавов этих металлов. Данная технология имеет только одно ограничение – по толщине листа, что связано с уровнем теплопроводности. При большей теплопроводности снижается толщина листа, который возможно раскроить при помощи данного метода.
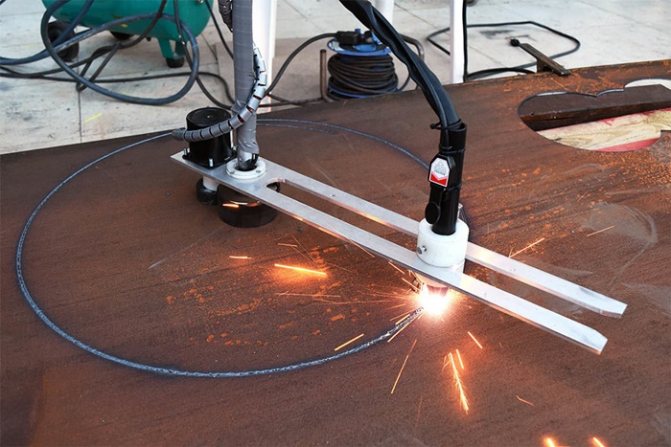
3. Фигурная плазменная резка металла.

Подобная художественная обработка требует использования специализированного оборудования и активно используется в строительстве и многих отраслях производства. Благодаря ЧПУ и специальным программам удается производить плоские детали вне зависимости от их сложности.
Плазма дает возможность вырезать сложные контуры на листах толщиной не более 100 мм. Стоит отметить, что результат не зависит от наличия на металле краски, коррозии, оцинковки и любых загрязнений. При фигурной обработке при помощи плазмы область реза нагревается до +30 000 °C, а настолько высокая температура позволяет плавить любые металлы.
4. Плазменная резка чугуна.
На данный момент это наиболее надежная и эффективная технология. Дело в том, что речь идет об одновременно экономичном, быстром и удобном методе, превосходящем по перечисленным характеристикам резку болгаркой и газом. Плазма позволяет работать с чугуном в тяжелой промышленности. Именно таким образом, например, подготавливают к утилизации скопившийся на территориях предприятий лом. Благодаря плазме делают глубинные разрезы в металле, за счет чего удается справляться с наиболее трудоемкими задачами.
5. Плазменная резка стали.
Такой способ отлично работает при раскрое стали различной толщины. Немаловажно, что плазма дает возможность резать нержавейку, что недоступно кислородной резке. В данном случае практически не происходит образования грата, поэтому удается сократить временные затраты и повысить продуктивность производства.
Плазменная резка нержавеющей стали выгодно отличается от газовой целым рядом характеристик, таких как:
- высокий уровень безопасности;
- возможность производить детали любой сложности и формы;
- низкий уровень загрязнения окружающей среды;
- быстрый прожиг;
- универсальность и экономичность;
- большая скорость обработки листов стали малой и средней толщины;
- точность и высокое качество разрезов, что позволяет отказаться от финальной обработки.
При помощи резки рулонной стали очень быстро и точно изготавливают листы необходимого формата и штрипсы, то есть узкие полосы стали при продольном сечении.
Что это такое?
Плазмотрон представляет собой устройство для генерации плазмы – ионизированного газа с квазинейтральными свойствами, используемого для обработки металлов. В его конструкции электрический ток и плазмообразующий газ используются для образования и стабилизации плазменной струи.

Рисунок 1. Плазматроны для ручных аппаратов и агрегатов с ЧПУ
Конструкция
Конструктивно плазмотроны для резки листового металла и металлических заготовок состоят из таких компонентов:
- сопло;
- электрод;
- элемент для завихрения воздушного потока (завихритель);
- фторопластовый корпус;
- гайка сопла;
- изоляционная втулка;
- электродный узел;
- кожух.
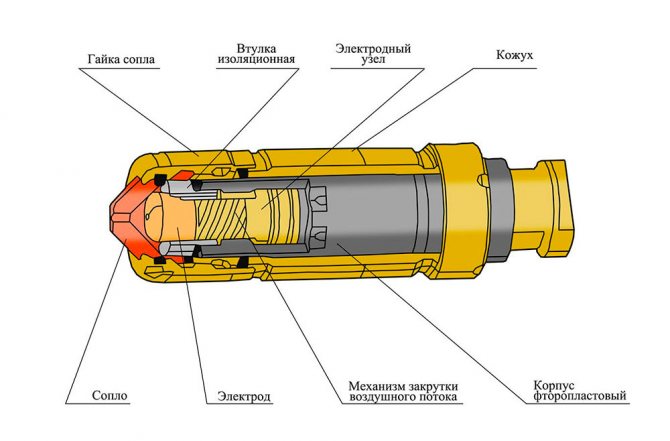
Рисунок 2. Стандартная конструкция плазмотрона
Устройство
Назначение основных элементов плазмотрона:
- Сопло – представляет собой наконечник резака, служит для формирования формы плазменной струи. Обычно изготавливается из меди, конструкция определяется разновидностью машины для плазменной резки.


Фото 3. Внешний вид сопла
- Электрод (катод) – используется для поджига и подержания плазменной дуги. Производится из тугоплавкого металла и имеет вставку из циркония или гафния. Подбирается в зависимости от оборудования и разрезаемого материала.

Фото 4. Внешний вид катода
- Завихритель (диффузор) – необходим для увеличения давления и замедления потока плазмы в ходе процесса резки.

Фото 5. Завихрители
Принцип действия
Принцип работы плазмотронов заключается в подаче плазмообразующего газа в разрядную камеру (здесь происходит его ионизация) и вынесении плазменной струи за пределы промежутка между соплом и катодом на поверхность разрезаемого металла.
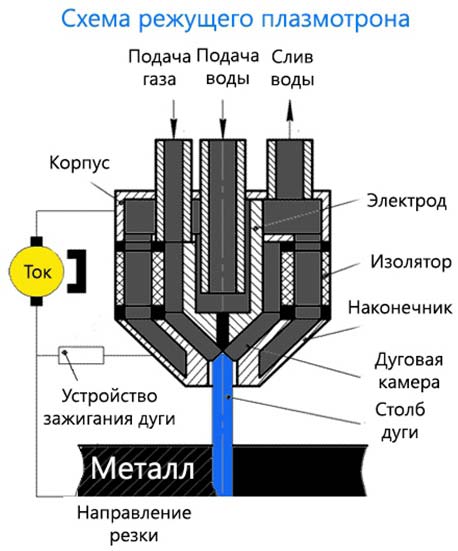
Рисунок 6. Конструктивная схема работы плазматрона с водяным охлаждением
Процесс плазменной резки начинается с поджига дежурной (пилотной) дуги между катодом и соплом в результате подачи высокого напряжения. Она служит для создания основной (режущей) дуги при касании к металлической заготовке.
Небольшое отверстие в сопле формирует плазменную струю направленного действия, истекающую со скоростью до 3 км/секунду. При этом температура струи достигает 5000-30000 °C. Направленное воздействие плазмы обеспечивает мгновенный нагрев металла до его плавления и выдувает из зоны реза.
Для получения детали заданных размеров и формы плазмотрон направляется по определенному контуру. При резке важно поддерживать постоянный зазор между разрезаемым материалом и соплом, что позволяет получить ровные кромки с минимальным количеством шлака и окалины.
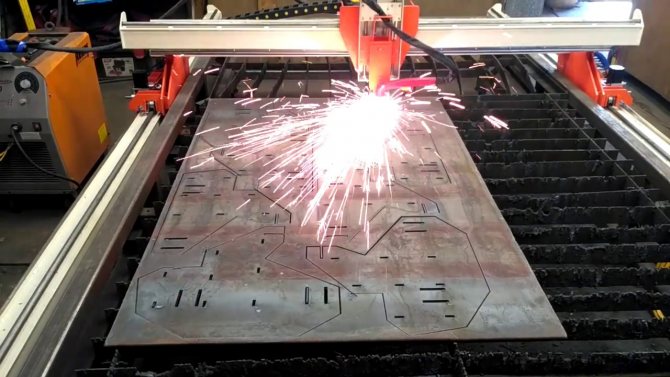
Фото 7. Процесс вырезания заготовок сложной конфигурации машиной с числовым программным управлением
Сфера применения, плюсы и минусы плазменной резки
Плазмотроны широко применяются в таких отраслях:
- тяжелое машиностроение;
- автомобиле-, авиа-, судостроение;
- металлургия;
- заводы и фирмы по металлообработке;
- предприятия и компании по изготовлению металлоконструкций;
- строительная промышленность.
Технология плазменного раскроя металла обладает множеством преимуществ:
- Большая скорость резки – в 5-10 раз выше по сравнению с газокислородным резанием.
- Быстрый прожиг материала – время прожига стального листа толщиной 15 мм составляет в пределах 2 сек.
- Минимальная зона термического влияния – исключает вероятность деформации заготовок, что особенно актуально при резании тонколистового металла.
- Повышенное качество реза – струя плазмы минимизирует количество окалины и шлака, поэтому дополнительная обработка кромок обычно не требуется.
- Высокая точность – минимальная ширина реза и применение специальных приспособлений для автоматизации позволяют получить заготовки с максимально точной конфигурацией и размерами.
- Универсальность – этот метод применяется для фигурного и прямолинейного резания сталей любых марок, цветных металлов, а также их сплавов.
- Возможность автоматизации – можно купить как ручной аппарат, так и более производительную машину с ЧПУ.
- Простота в обслуживании и эксплуатации.
В отличие от воздушно-дуговой резки, где рабочие параметры определяются скоростью истекания воздуха в минуту и видом используемого газа, стабильность процесса раскроя струей плазмы и качество реза зависят от правильного выбора плазмообразующего газа, силы тока, поддержания постоянного зазора между соплом и обрабатываемым материалом.

Фото 8. Процесс вырезания деталей ручным плазморезом
Аппараты для плазменной резки
Чтобы понять, как работает плазморез воздушно-плазменной резки, остановимся на его конструкции. Она включает в себя источник питания, плазменный резак/плазмотрон, воздушный компрессор и кабель-шланговый пакет.
Источник питания, то есть трансформатор или инвертор, подает на плазмотрон ток определенной силы. Трансформаторы отличаются большим весом, высоким расходом энергии, но при этом не так чувствительны к скачкам напряжения. Не менее важно, что они позволяют работать с заготовками большей толщины.
Инверторы не такие тяжелые и дорогие, потребляют меньше электроэнергии, но уступают трансформаторам по толщине обрабатываемых заготовок. По этой причине с ними чаще работают на небольших производствах и в частных мастерских. КПД инверторных плазморезов на треть выше, чем у трансформаторных, они обеспечивают более стабильное горение дуги. Отметим, что они упрощают работу в труднодоступных местах.
Плазмотрон, также известный как «плазменный резак», играет роль основной составляющей плазмореза. Иногда понятия «плазмотрон» и «плазморез» приравнивают, однако плазмотроном называется сам резак, а не всю установку.

Ключевыми составляющими плазменного резака являются сопло, электрод, охладитель/изолятор между ними и канал, по которому подается сжатый воздух.
Внутри корпуса плазмотрона расположен электрод из гафния, циркония, бериллия или тория, именно он приводит к возбуждению электрической дуги. Все перечисленные металлы могут использоваться для воздушно-плазменной резки, так как во время обработки на их поверхности формируются тугоплавкие оксиды, не позволяющие электроду разрушаться. Однако только часть этих металлов используется на практике, поскольку некоторые из них образуют оксиды, опасные для здоровья персонала. Так, оксид тория токсичен, а оксид бериллия радиоактивен. Поэтому обычно электроды для плазмотрона изготавливают из гафния, все остальные металлы применяются не так часто.
Сопло плазмотрона обжимает и создает плазменную струю, та испускается из выходного канала и осуществляет резку металла. Размер сопла определяет возможности, характеристики плазмореза и используемые методы работы. Диаметр сопла влияет на то, какой объем воздуха может пройти через него за единицу времени. Тогда как от объема воздуха зависят ширина реза, скорость охлаждения и скорость работы всей системы.
В большинстве случаев диаметр сопла составляет 3 мм. Еще одна не менее важная характеристика – длина сопла: чем она больше, тем более аккуратным и качественным получается кромка изделия. Однако нужно понимать, что слишком длинное сопло не способно служить долго и быстро приходит в негодность.
Компрессор в данной системе обеспечивает подачу воздуха. Напомним, что при использовании технологии плазменной резки приходится пользоваться плазмообразующими и защитными газами. В аппаратах, которые работают с током мощностью не более 200 А, для образования плазмы и охлаждении применяется сжатый воздух. С помощью подобного устройства возможна резка заготовок толщиной до 50 мм. Промышленный станок работает на основе гелия, аргона, кислорода, водорода, азота и сочетания этих газов.
Кабель-шланговый пакет является соединением между источником тока, компрессором, плазмотроном. Кабель пропускает ток, необходимый для зажигания дуги, от трансформатора/инвертора, в то время как по шлангу поступает воздух в сжатом состоянии, именно он потом будет играть роль плазмы. Плазма образуется в плазмотроне – подробнее мы поговорим об этом немного позже.

Нажатая кнопка розжига дает сигнал системе, последняя начинает работать, к плазмотрону поступают высокочастотные токи – в нем между электродом и наконечником сопла возбуждается дежурная дуга температурой в пределах +6 000…+8 000 °С. Нужно пояснить: формирование дуги при участии только электрода и листа металла является затруднительным процессом. Далее столб дежурной дуги заполняет канал.
Когда загорается дежурная дуга, в камеру поступает сжатый воздух. Он нагревается от дуги, расширяется почти в сто раз, ионизируется, теряет свойства диэлектрика, то есть становится проводником для тока.
Используемое в системе сопло сужено книзу, поэтому способно обжимать воздух, формируя поток, движущийся со скоростью 2-3 м/с. Нагретый до +25 000…+30 000 °С воздух с измененными свойствами играет роль плазмы. Уровень его электропроводимости соответствует этому показателю у обрабатываемого металла.
Когда плазма касается заготовки, режущая дуга возбуждается, дежурная гаснет. Обеспечивается локальный разогрев изделия рабочей дугой, за счет чего металл плавится, образуется рез. Появляющиеся на заготовке частицы горячего металла удаляются воздухом, выходящим из сопла. Такой подход к резке при помощи плазмы считается наиболее простым.
Пока вы работаете с подобным устройством, важно, чтобы катодное пятно дуги находилось посередине электрода/катода. Для достижения такого эффекта применяют вихревую либо, как ее еще называют, тангенциальную подачу воздуха. Ее нарушение приводит к тому, что катодное пятно с плазменной дугой смещаются от необходимой точки. В результате не получается добиться стабильного горения плазменной дуги либо образуются сразу две дуги. Кроме того, возможен и худший расклад, при котором придется восстанавливать работу всей установки.
Увеличение расхода воздуха приведет к ускорению потока плазмы, а значит, к ускорению работы. Увеличив диаметр сопла, можно добиться снижения скорости, большей ширины реза. При токе 250 А плазма выходит из сопла со скоростью 800 м/с.
Скорость является важным параметром, который влияет на ширину реза: повышение этого показателя приводит к сужению реза. При низкой скорости ширина возрастает, как и при повышении силы тока. Все названные нюансы являются ответом на вопрос о том, как работать плазменной резкой».
На данный момент есть два основных вида плазморезов: ручной и машинный.
1. Ручные плазморезы.

С такими устройствами работают в частных хозяйствах, мастерских, на малых производствах. Оператор держит оборудование в руках и направляет резак по линии реза. Пока устройство работает, оно остается на весу, из-за чего не удается добиться идеально ровного реза. Кроме того, данный метод обработки отличается невысокой производительностью. Для получения ровного реза без наплывов, окалины, используют упор. Его надевают на сопло и прижимают к листу металла, далее резак ведут вдоль линии раскроя. Таким образом, расстояние между заготовкой и соплом сохраняется на протяжении всей работы.
Стоимость ручного устройства устанавливается в зависимости от верхней границы силы тока, с которой он может работать, толщины раскраиваемого материала и количества допустимых операций. Часть моделей подходит для резки металлов, тогда как при помощи других можно сваривать элементы. Понять функционал устройства позволяет маркировка:
- CUT – используется для разрезания;
- TIG – необходима, чтобы производить аргонодуговую сварку;
- MMA – работает для дуговой сварки штучным электродом.
В качестве примера приведем модель Fox Weld Plasma 43 Multi, в которой сочетаются все названные функции. Ее цена находится в пределах 530–550 у.е., сила тока равна 60 А, с ее помощью удается разрезать металл толщиной до 11 мм.
Нужно понимать, что сила тока и толщина заготовки являются основными параметрами, которые оценивают при покупке плазмореза. Они связаны между собой: чем выше первый показатель, тем сильнее рабочая дуга.
Для грамотного выбора плазмореза нужно заранее представлять себе, с каким металлом и какой толщины установка будет работать. Для резки медного листа толщиной 2 мм силу тока рассчитывают таким образом: 6 А умножают на 2. То есть для такой обработки подойдет устройство на 12 А. Для резки стали толщиной 2 мм, умножают 4 А на 2, получая показатель 8 А. Отметим, что аппарат берут с запасом, поскольку в инструкции указываются предельные, а не номинальные показатели – они позволяют работать при такой силе тока лишь короткое время.
2. Станок с ЧПУ плазменной резки.
С подобным оборудованием работают на производствах. Аббревиатура ЧПУ означает «числовое программное управление».
В процессе резки оператор принимает минимальное участие, поскольку система работает по установленной программе. Таким образом, удается избежать влияния человеческого фактора на качество работ и значительно поднять уровень производительности. Получается очень ровный рез, не требующий дополнительной обработки кромок. Не менее важно, что такая технология позволяет работать даже с очень точными фигурными резами. Для этого в программу вводят схему, после чего устройство само выполняет все необходимые операции.
Стоимость автоматизированной системы для плазменной резки гораздо выше, чем ручной. Дело в том, что в первом случае необходим большой трансформатор. Кроме того, устройство оснащено специальным столом, порталом и направляющими. Конкретная цена зависит от сложности, размеров системы, варьируется от 3 000 до 20 000 у.е.
Такие станки охлаждаются при помощи воды, за счет чего не требуется прерывать работу в течение смены. Их ПВ, или продолжительность включения, равна 100 %. У ручных устройств этот показатель находится на уровне 40 %, то есть после четырех минут работы плазморезу потребуется шесть минут перерыва.
Виды систем для резки
Системы различаются в зависимости от вида плазменного газа, предусмотренного технологией.
Обычные системы используют в виде газа окружающий воздух. Сила тока при таком процессе составляет от 12-20 тыс. А/дюйм². Форма потока плазмы зависит от отверстия сопла. Подобные системы используют как для ручного, так и для механизированного раскроя. Допускаются отклонения в размерах разрезаемой детали.
Высокочастотные системы (с высокой плотностью тока) применяют для плазменной резки с повышенной точностью. В качестве плазменного газа применяют очищенный воздух, кислород, смеси водорода, азота. В технологическом процессе эксплуатируют плазмотроны и расходные материалы более сложной конструкции. Сила тока при высокочастотном разделении составляет 40-50 тыс. А/дюйм². Основная цель — добиться повышенной точности при фокусировке дуги, получить высокое качество реза.
Плюсы и минусы плазменной резки
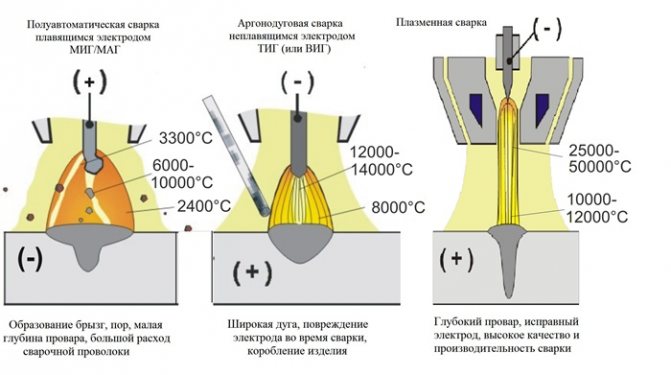
Если говорить о разных технологиях резки металлов, то больше всего на плазменную резку похожа лазерная. Поэтому обсудим достоинства интересующего нас подхода, сравнивая эти два метода:
- Плазма позволяет резать любые металлы, даже цветные, тугоплавкие и все остальные, обработка которых обычно вызывает наибольшие сложности.
- Скорость работы гораздо выше, чем при использовании газового резака.
- Возможность делать резы любой формы, в том числе в виде геометрических фигур, а также производить фигурную резку, вне зависимости от ее сложности. То есть такая технология позволяет воплощать самые смелые творческие задумки при работе с металлом и другими материалами, отличающиеся непростой обработкой.
- Плазменный резак справляется с листами любой толщины, позволяя сохранить скорость и качество раскроя.
- Данный метод универсален, поскольку дает возможность работать как с металлами, так и с другими материалами.
- Резка плазмой быстрее и эффективнее, чем все известные механические способы.
- Возможна работа перпендикулярно к поверхности заготовки, а также под углом, за счет чего удается освоить широкие листы металла.
- Это экологически безопасный способ, при котором происходит минимальный выброс вредных веществ в воздух.
- Не требуется нагрева металла перед резкой, благодаря чему снижаются временные затраты.
- Повышенный уровень безопасности достигается за счет отказа от взрывоопасных газовых баллонов.
Пока не существует методов обработки металлов, не имеющих минусов. Стоит отдельно остановиться на недостатках плазменной резки:
- Высокая стоимость аппаратов для резки, даже когда речь идет о наиболее простых ручных устройствах.
- Предельная толщина обрабатываемого таким образом металла составляет лишь 100 мм.
- Высокий уровень шума, вызванный тем, что подача воздуха или газа производится на большой скорости.
- Непростое дорогое оборудование требует постоянного грамотного технического обслуживания.
Отметим, что при резке нагревается только небольшой участок поверхности заготовки. После чего ему требуется меньше времени на остывание, чем когда работают лазерные или механические устройства для резки.
Технология работы плазморезкой
Перед тем как начать разрезание плазмой, стоит знать, как проходит весь процесс. В отличие от лазерной резки, горелку плазмы стоит разместить близко к краю материала.
После включения кнопки «пуск» будет зажжена сначала дежурная дуга, потом режущая. Горелку с режущей дугой необходимо медленно вести по материалу.
Для регулировки скорости разрезания, рекомендуется контролировать появление искр с другой стороны металла. Когда их нет, то полностью материал разрезать не удалось.
Причин можно отметить несколько: высокая скорость прохождения аппарата, низкий ток, горелка не находилась под углом в 90 гр. к разрезаемому металлу. Как правильно установить угол резки, показано на видео.
Видео:
После завершения процесса, горелку нужно наклонить, как показывают схемы. Стоит помнить, что после выключения пуска, воздух будет идти еще какое-то время.
Проплавить полностью металл плазморезка сможет в тот момент, когда наклон составит 90 градусов и выше.
После включения аппарата — дождаться появления режущей дуги, создать между горелкой и материалом прямой угол. Так любая фигурная конструкция может получить отверстие.
При работе с плазморезкой стоит изучить схемы аппарата — в них указана наибольшая толщина металла, в котором можно сделать отверстие. Технология плазменной резки подробно показана на видео.
Видео:
Преимущества и недостатки технологии резки
Эта технология по сравнению с прочими способами обработки имеет свои преимущества.
Высокая производительность, лёгкость освоения.- Плазменная резка обладает высокой точностью и разнообразием линий реза.
- Обрабатываемая поверхность не требует дополнительной шлифовки.
- В процессе работы загрязнение окружающей среды минимальное.
- Используемое ручное оборудование мобильно, имеет малый вес и габариты.

К недостаткам этого метода можно отнести небольшую, до 100 мм, толщину среза. Нельзя работать одновременно двумя приборами, а также отклоняться от перпендикулярности среза.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
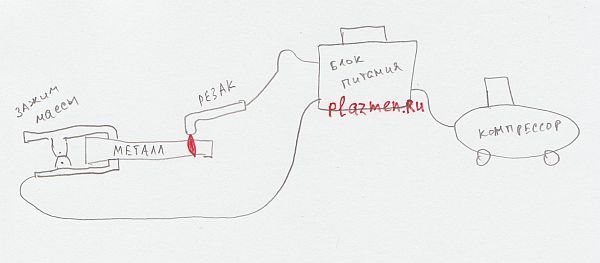
Устройство плазмореза. Плазменная резка осуществляется плазморезом, который состоит из нескольких блоков
- источник электропитания;
- плазмотрон (резак);
- компрессор;
- комплект кабель-шлангов (отдельно о шлангах тут).
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много: при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
- электрод;
- сопло;
- охладитель;
- колпачок.
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
Раскрой разных видов металлов
С помощью плазменной резки можно выполнить раскрой практически всех видов металла, но работа с каждым из них имеет свои особенности. Рассмотрим их подробнее.
- Плазменная резка стали.
При работе со сталью нужно учитывать не столько ее марку и состав, сколько содержание в нем углерода. Именно этот показатель имеет решающее значение при выполнении резки – от него зависит качество получаемого края.
Самые высококлассные кромки достигаются при обработке низкоуглеродистой стали. Производители автоматических плазморезов ориентируются именно на нее, составляя карты резки и определяя табличные значения скорости резки и интенсивности подачи тока для материалов разной толщины.
Получить хороший результат при работе с высокоуглеродистой сталью (в т. ч. оцинкованной) тоже можно. Но для этого потребуется максимально точная настройка агрегата.
VT-metall предлагает услуги:
Что же делать с легированной сталью, например, нержавеющей, ведь этот материал используется в производстве достаточно часто? Ее тоже может обработать аппарат автоматической плазменной резки. Несмотря на то, что его нет в картах резки и в табличных значениях, опытный оператор всегда сможет подобрать нужные параметры для раскроя. Как правило, они отличаются в пределах 20 % от табличных значений. Рассекать легированную сталь рекомендуется не одним газом, а смесью аргона, азота, реже водорода. Это делается для того, чтобы сохранить структуру материала у кромки.
Какое оборудование применяют?
Обычно используют два типа оборудования:
- Трансформаторные. Могут разрезать металл толщиной до 40 мм.
- Инверторные. КПД выше чем у трансформаторных аппаратов, однако, нельзя разрезать заготовку, толщина которой больше 30 мм.
Принцип работы у этих механизмов одинаковый. Состоят они из компрессора, источника питания и плазмотрона.
При выборе инструмента нужно изучить маркировку аппарата. Некоторые устройства предназначены только для разрезания. Другое оборудование позволяет выполнять дуговую сварку. В продаже есть универсальные аппараты, но по качеству они уступают специализированным аппаратам.
Может изменяться расположение компрессора. В некоторых моделях этот элемент встроен. У таких моделей низкая мощность. Модель со встроенным компрессором используется в гаражах, небольших мастерских. Для промышленного производства нужно применять аппараты с внешним компрессором.
Классификация плазмотронов
Плазмотроны для резки металла делятся на электродуговые, высокочастотные и комбинированные.
По виду образования дуги:
- С дугой прямого действия, которая горит между металлическим изделием и неплавящимся электродом. Источник питания — постоянный ток.
- С дугой косвенного действия. Не связанная с изделием, она возбуждается и горит между анодом-соплом и катодом-электродом. Питание осуществляется переменным током.
По виду охлаждения:
- воздушное;
- водяное.
Более популярным является водяное охлаждение плазмотрона, так как теплоёмкость воздуха ниже, чем воды. Водяное охлаждение позволяет устанавливать на сопло и электрод высокие тепловые нагрузки, что увеличивает производительность плазменной сварки. Недостаток этого вида охлаждения состоит в усложнении конструкции самого устройства и необходимости постоянной подачи чистой воды.
По способу стабилизации дуги:
- водяной;
- вихревой;
- двойной;
- аксиальный одинарный;
- магнитный.
Водяной способ стабилизации дуги сложен по конструкции, имеет ненадёжную систему автоматической подачи и регулирования электрода.
Наиболее простыми и распространёнными являются вихревой, двойной и аксиальный одинарный виды стабилизации дуги. Магнитный способ стабилизации дуги не очень эффективен. Он создаёт малый сжимающий столб дуги, устройство сложное в эксплуатации.
По виду электрода для работы с металлом:
- газозащищённые;
- расходуемые;
- плёнкозащищённые.
Чаще других используются газозащищенные катоды с вольфрамовым стержнем. Расходуемые — это графитовые катоды. Из циркония, запрессованного в медной обойме, изготавливаются плёнкозащищенные электроды.
Устройство аппарата для резки плазмой
По своей сущности плазмотрон представляет собой генератор плазмы. Это надёжное и компактное устройство, в котором легко регулируется пуск, мощность и остановка рабочих режимов.
Плазмотрон состоит из конструктивных элементов:
- Кожух.
- Корпус фторопластовый.
- Электродный узел.
- Механизм закрутки воздушного потока.
- Втулка изоляционная.
- Электрод.
- Гайка сопла.
- Сопло.
Основными расходными материалами прибора являются сопло и электрод. Они изнашиваются с одинаковой интенсивностью, поэтому менять их следует одновременно. Несвоевременная замена повлияет на качество реза и приведёт к износу остальных элементов устройства.
Кожух применяется для защиты прибора от металлической пыли и брызг металла. Кожух и плазмотрон периодически необходимо чистить от загрязнений.
Изготовление своими руками и правила эксплуатации
Из-за широких производственных возможностей автоматических плазморезов в них заинтересованы не только крупные цеха, но и гаражные мастерские. Профессиональное оборудование стоит достаточно дорого, поэтому у мастеров-частников может возникнуть идея собрать аппарат самостоятельно. Схемы можно легко найти в Интернете, но основная сложность их реализации состоит в подключении автоматической системы. Для этого необходимо не только уметь правильно соединить элементы плазмореза, но и разбираться в основах программирования.