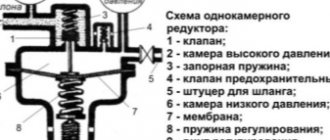
Расход газовой смеси при сварке полуавтоматом
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам.
В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве.
И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
От чего зависит потребление защитного газа
Основными показателями во время сварки, которые влияют на расход сварочных смесей, являются:
- Сила тока;
- Диаметр используемой проволоки;
- толщина свариваемого металла.
Многие производители указывают эти значения в паспортных данных на конкретный защитный газ, что значительно упрощает расчет.
Например, среднее потребление аргоновой смеси, применяемой при сварке методом TIG с током 100 А, будет равняться 6 л/мин. При увеличении силы тока до 300 А, расход увеличится до 10 л/мин.
Таблица влияния силы тока, напряжения дуги, скорости сварки на размер и форму шва
Такая же тенденция наблюдается и при методе MIG – увеличение диаметра проволоки с 1 мм до 1,6 мм приводит к увеличению потребления газа с 9 л/мин до 18 л/мин.
Диаметр проволоки также имеет важное значение
Большое влияние оказывают условия, в которых происходят сварочные работы.
На открытом пространстве, или при наличии сквозняков, расход будет увеличиваться, поскольку для создания оптимальной защиты металла от влияния посторонних факторов потребуется больше защитного газа.
В этом случае заправка баллонов будет осуществляться чаще, чем при работе в закрытом помещении. Кстати, обо всех нюансах наполнения газовых баллонов читайте в статье: заправка газовой смесью: как это делается.
Расчет расхода сварочной смеси
Существует формула, которая позволяет выяснить приблизительный расход сварочной смеси в процессе сварки:
Р = Ру х Т
где, Ру – удельный расход газа, заявленный производителем,
Т – основное время, потраченное на сваривание одного прохода.
Удельное потребление защитного газа в зависимости от диаметра проволоки при средних значениях силы тока можно посмотреть ниже:
- 1,0 мм – 9 л/мин;
- 1,2 мм – 12 л/мин;
- 1,4 мм – 15 л/мин;
- 1,6 мм – 18 л/мин;
- 2,0 мм – 20 л/мин.
Таблица 1 по зависимости параметров
Таблица 2 по зависимости параметров
Исходя из того, что в стандартном 40-литровом баллоне находится 6 м³ или 6000 литров сварочной смеси, можно легко вычислить, на сколько хватит одного резервуара при непрерывном процессе сварки.
Например, при использовании проволоки диаметром 1 мм и соединения аргона с углекислым газом, баллон объемом 40 л полностью опорожнится через 10-11 часов непрерывного процесса.
Естественно, такие расчеты являются достаточно грубыми, так как в них не учитывается потребление газа на подготовительные и финишные операции при одном проходе. Однако, они позволяют увидеть приблизительную картину. При использовании расходомеров и сверке показаний данные вычисления будут более точными и объективными.
Как можно сократить расход
Основным показателем в процессе сварки является качество и надежность шва. С данной целью, собственно, и применяется защитный газ. Поэтому не имеет особого смысла искусственно занижать расход сварочных смесей, так как это может привести к образованию пор и других побочных эффектов.
Дефектный шов, использовалась некачественная сварочная смесь
Также немаловажную роль играют качественные показатели самого газа. Например, при использовании многокомпонентного состава «Микспро 3212», потребление сокращается минимум в два раза, по сравнению с применением бинарных защитных газов на основе аргона и углекислоты. Кроме того, в случае с «Микспро», качество шва будет на порядок выше.
Кстати, больше информации о сварочных смесях Вы найдете в этом разделе блога.
Почему важно работать с проверенными поставщиками
Использование ненадежных компаний в качестве поставщиков не дает гарантию получения продукции, отвечающей всем нормам и требованиям, которые предъявляются к защитным газам. Поэтому очень важно сотрудничать с проверенными организациями, зарекомендовавшими себя только с лучшей стороны.
Заправляйте баллоны сварочной смесью в компании “Промтехгаз”, и вы получите газ наивысшего качества от лучших поставщиков на российском рынке.
Оптимальный расход углекислоты при сварке полуавтоматом
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом.
Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону.
Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон.
А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 сантиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 сантиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 сантиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 сантиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 сантиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий.
Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы.
Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.

Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Какой газ нужен для сварки полуавтоматом?
Полуавтоматическая сварка обычно осуществляется в газовой среде с применением проволоки. Процесс представляет собой электродуговую сварку с использованием тепловой энергии, исходящей от электрической дуги, которая соединяет металлическую поверхность изделия и окончание электрода. Какой газ нужен для сварки полуавтоматом?
Применяемые газы для сварки
Подбирать газ для сварочных работ полуавтоматом необходимо, основываясь на его свойствах.
Ацетилен
Характеристики:
- бесцветный;
- легче воздуха;
- обладает специфичным запахом.
Это один из самых распространенных газов, который используется в данной сфере деятельности. Он обладает среди остальных видов газа наиболее высокой температурой горения, имеет высокую полярность. Часто применяется из-за высокой температуры горения при резке металлических конструкций.
Для производства ацетилена применяются специализированные генераторы. Получить ацетилен можно при помощи соединения воды с карбидом кальция, который способен даже поглощать влагу из атмосферной среды. Поэтому согласно требованиям безопасности к данному химическому соединению предусматриваются особые условия хранения.
Водород
Характеристики:
- бесцветный;
- не имеет запаха;
- относится к взрывоопасным средствам.
При соединении с кислородом, воздушной средой образует гремучий газ. По требованиям безопасности водородные баллоны не должны находиться под давлением более 15 МПа.
Для производства водорода используются специализированные генераторы. Водород также выделяется благодаря синтезу воды.
Коксовый газ
Характеристики:
- бесцветный;
- имеет специфичный запах.
Это побочный продукт, извлекаемый в процессе добычи кокса, который, в свою очередь, выводится из каменного угля. Этот газ можно транспортировать при помощи трубопроводных магистралей.
Природный газ: метан, бутан, пропан
Достаточно распространенные виды газов, применяемые для множества сварочных работ. К ним нет особых требований при транспортировании, хранении. Добыча этих разновидностей газов для сварки полуавтоматом производится на их месторождениях.
Газ пиролизный
Извлекается в процессе распада нефтяных продуктов. Этот газ способствует образованию коррозии мундштуков горелки, в результате чего они быстро выходят из строя. Пиролизный газ перед его непосредственным использованием подвергается очистке. Применяется данная субстанция, как для сваривания металлических конструкций, так и для их резки.
Какой газ подходит для сварочных работ?
Для любительской сварки в бытовых условиях лучше выбирать полуавтоматы, которые можно подсоединить к стандартной сети 220 В, но это условие не единственное для правильного подбора оборудования. Часто пользователей смущает маркировка на инструментах: MAG, MIG. Что же обозначает данная аббревиатура?
- MAG – полуавтомат для работы с углеродом.
- MIG – полуавтомат для работы с аргоном.
Также возможна комбинация данных газов или применение смесей, в которых они являются основой. От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
Опытные сварщики советуют использовать для полуавтоматической сварки смесь, включающую углекислый газ/аргон, 20/80 соответственно. Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Газосварка полуавтоматом
Газовая полуавтоматическая сварка стальных медных, титановых образцов, их сплавов представляет собой процедуру соединения отдельных металлических изделий посредством подачи на участок соединения присадочной проволоки, газа, который ограждает расплавленные материалы от неблагоприятных воздействий воздуха.
Преимущества газовой сварки
- Для осуществления сварных соединений металлических конструкций с применением газа нет необходимости приобретать довольно дорогостоящее оборудование.
- При использовании углекислого газа сварные работы можно осуществлять на любых участках зданий, сооружений. При этом дополнительное потребление энергии исключается.
- В период выполнения сварочных работ присутствует возможность изменения мощности пламени. Это предоставляет возможность сваривать разнотипные образцы, к примеру, титановые с медными, свинцовые с латунными, другие металлы с разной температурой плавления.
- Данным способом сваривания можно не только соединять металлические конструкции, но и производить их закалку, резку.
- Сварные швы полуавтоматом в газе получаются намного прочнее, чем при электродуговой сварке.
Особенности выполнения работ
- Если на полуавтомате правильно установить мощность, подобрать оптимальную проволоку, скорость подачи проволоки, расход углекислого газа, тогда сварные соединения будут наилучшего качества.
- Поверхности, подвергаемые сварке, нагреваются и охлаждаются довольно медленно.
При соединении медных, стальных, титановых деталей температура пламени регулируется. Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться. - При выполнении газовой полуавтоматической сварки в углекислом газе предусмотрено применение двух вариантов оборудования.
В первом случае сварочные агрегаты работают с аргоном, прочими инертными газами. Во втором случае полуавтоматы работают с углекислым газом. - Применение газового баллона под высоким давлением значительно затрудняет выполнение кузовных работ, сваривание трубопроводных коммуникаций на открытой местности.
Но, для стационарных работ данная методика считается наиболее эффективной. - При газосварке применяется проволока, имеющая в своем составе кремний, марганец. Ее расход строго контролируется, а подача в сварную зону осуществляется вместе с газом, который обеспечивает защиту проволоке, соединяемым металлам от негативных влияний воздуха.
В стандартах определены марки проволоки, которые рекомендуется использовать для конкретного сварочного оборудования.
Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Технология выполнения сварки в углекислом газе легко усваивается, при необходимости ее можно быстро изучить.
- Ограниченная зона термических влияний предоставляет возможность соединять тонкие металлические изделия.
- Углекислый газ наиболее доступный из всех типов газов, применяемых для сварки.
- довольно высокая скорость расплавления присадочной проволоки, соответственно высокая производительность работ.
- Краска на изделии выгорает узкой полоской. Это позволяет подготовительные, финишные работы свести к минимуму.
- Сварные швы получаются высокого качества для деталей разной толщины.
- Отсутствует необходимость предварительно подгонять свариваемые образцы.
Итог
Сварка полуавтоматом с газом позволяет значительно экономить время на выполнении работ, так как отсутствует необходимость замены электродов, зачистки шлакообразований на сварных соединениях.
Оптимальный расход углекислоты при сварке полуавтоматом
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом.
Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону.
Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон.
А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени.
Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы.
Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Желаем удачи в работе!
[Всего: 4 Средний: 2.3/5]
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы. Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Как определить расход сварочной смеси?
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам.
В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве.
И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py – показатели удельного расхода газа, о которых заявил производитель;
- T – количество основного времени, необходимое, чтобы сварить один проход.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.

Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Расход углекислоты при сварке полуавтоматом
Использовать защитный газ входе проведения сварочных работ — значит обеспечивать улучшение качества сваренных соединений, ускорять рабочий процесс и давать кислороду возможность попадать внутрь сварочной зоны.
Помимо этого, стоимость такого газового баллона отличается доступностью. С его помощью обеспечивается домашняя сварка. Поэтому возникает потребность выпускать разновидности компактных баллонов, легко транспортируемых внутри автомобильного багажника. Все больше потребителей интересует вопрос о расходе углекислоты в процессе сварке полуавтоматом.
Домашнему сварщику не приходится задаваться таким вопросом, так как он просто покупает такой баллон компактных размеров в магазине и не беспокоится, какой его. В случае использования одного баллона можно воспользоваться вторым.
Но иногда в производственных условиях к сварщикам выдвигаются требования относительно расхода газа при сварке полуавтоматом.
В такой ситуации важно знать правила вычисления оптимального расхода углекислоты, когда приходится использовать полуавтомат.
Что влияет на показатели расхода
Прежде чем определить, какой расход углекислоты при сварке полуавтоматом, важно разобраться, что влияет на такой расход.
В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток.
Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 100 — 250 | 9 — 12 |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 см | 280 — 450 | 18 — 20 |
Измерение расхода защитного газа
Чем измеряют расход защитного газа при сварке? Для ответа на этот вопрос можно взять конкретный пример на емкости стандартного баллона объемом в 40 л. Такие баллоны используются на большинстве современных предприятий.
В одном таком баллоне чистая углекислота содержится в количестве примерно 24 кг. В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
- какой силы ток;
- проволоку какого диаметра используют;
- какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А. Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
Влияние условий
Показатели расход газа при сварке полуавтоматом в смеси зависят от того, какие условия обеспечены для проведения работ по сварке. Это может быть открытое пространство.
Если вокруг сквозняки, то возможно увеличение расхода. Так как оптимальные факторы защитного плана работают только при условии, что защитный слой имеется в большом количестве.
В такой ситуации заправку баллона можно будет производить чаще.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py — показатели удельного расхода газа, о которых заявил производитель;
- T — количество основного времени, необходимое, чтобы сварить один проход.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.
Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы. Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов.
Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла.
Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое.
В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Интересное видео
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 – 1 | 60 – 160 | 8 |
| 1,2 | 100 – 250 | 9 – 12 |
| 1,4 | 120 – 320 | 12 – 15 |
| 1,6 | 240 – 130 | 15 – 18 |
| 2 см | 280 – 450 | 18 – 20 |
Расход углекислоты при сварке полуавтоматом: от чего зависит и как его уменьшить
Многие производства и ремонтные мастерские, квалифицирующиеся на проведении сварочных работ, используют баллоны с защитными газами. Таковыми представляются:
- инертные — аргон либо гелий, их смеси;
- активные — водород, диоксид углерода, азот, которые в свою очередь подразделяются на газы с восстановительными, окислительными свойствами и выборочной активностью;
- конгломерат из инертных и активных продуктов.
Актуальность вопроса
Защитный газ предотвращает попадание из воздуха в сварочную ванну водорода, кислорода, иных вредных веществ, которые ухудшают качество шва. В некоторых случаях, газ выводит подобные элементы из сварочной ванны.
Предприятиям газ поставляется кислородными цехами заводов, домашний сварщик может купить его баллон в торговой сети. Например, 10-литровый баллон углекислоты стоит немногим более 500 рублей, однако израсходовав запас газа, емкость можно заполнить новой порцией двуокиси.
Каждый сварщик старается увеличить продолжительность работы баллона с регулируемой газовой средой, и просто уменьшить его расход обычным зажатием вентиля не получится.
Любая сварка, дома или на производстве, стремиться не только к сокращению расхода углекислоты, но и повышению качества соединяемых деталей, что у новичка часто происходит обратно пропорционально.
Однако выход CO 2 — двуокиси углерода, при работе полуавтоматической сваркой можно предварительно просчитать, чтобы не бежать в магазин за новым баллоном перед самым окончанием трудового дня.
Факторы расхода
Наиболее значимыми условиями расхода сварочной смеси — контролируемой атмосферы, является следующие медиаторы:
- Тип и толщина соединяемого металла.
- Диаметр сварочного прута.
- Сила тока сварочного аппарата.
Учитывая каждый из приведенных факторов, можно вывести расход защитной среды. Приведенные ниже данные обусловливают количество выхода сварочной смеси при работе полуавтоматом с учетом диаметра проволоки и силы тока:
- проволока 0,8-1,0 мм, сила тока аппарата 60-160 амп. — 8 литров газа в минуту;
- 1,2 мм, 100-200 A — 9,5-12 л/мин.;
- 1,4 миллиметра, 120-320 апм. — 12-15 л;
- 1,6 мм, 240-380 — от 15 до 18 литров;
- 2,0 мм, 280-450 A — до 20 л/мин.
Это средние математические выводы, которые кроме диаметра и толщины деталей, не учитывают факторы окружающей среды. Процесс в закрытом помещении потребует меньшего расхода регулируемой газовой среды, на открытой же площади происходит некоторое улетучивание углекислоты, что отражается большим ее истечением из баллона.
При работе на улице в ветреный день, испарение, а соответственно и расход углекислоты еще более увеличится.
Не на последнем месте находится и само качество контролируемой атмосферы. Пользуясь неочищенным газом, сварщик поневоле придет к увеличенной издержке производства.
Расход углекислоты
Чтобы не быть голословным в оценке выхода диоксида углерода для производственной нужды, следует привести конкретный пример. Стандартная газовая емкость — 40-литровый баллон, содержит 24 кг чистого диоксида углерода, который на выходе образует 12 кубометров защитной среды.
Используя присадочную нить диаметром 1,0 мм, установили наименьшую силу тока — 100 A. Если ссылаться на данные справочников, беспрерывный режим подобный сварки продлиться ровно одни сутки — 24 час.
Однако рабочие смены с такой продолжительностью работы почти не встречаются, возьмем обычную смену — 8 час. Разделив объем газа на один рабочий день, получим 8 л контролируемой атмосферы.
Справочник указывает, что 1 кг наплавки потребует 1100 г углерода и 1300 — присадочного материала. Путем несложных вычислений можно прийти к следующему выводу: 1200 г присадки возьмут из баллона 1000 г газа.
Исходя их этого, можно констатировать, что 40- литровой газовой емкости хватит на плавку почти 29 кг сварочного материала.
Разумеется, это примерные сведения, однако они часто совпадают с фактическими данными. Для сварщиков-новичков приводится таблица расхода углекислоты, в зависимости от диаметра нити и показателя силы тока.
Экономия смеси
Исходя из сказанного, можно сделать вывод, что расход регулируемой углекислотной среды зависит не только от прямых факторов — диаметра прутка, силы тока и толщины соединяемых металлических элементов. Косвенными факторами, влияющими на расход углексилоты являются погодные условия — ветер, открытая площадь.
Однако учитывая последние, имеется возможность минимизировать затраты сварочного процесса.
Оптимизированным вариантом послужит проведения работы в закрытом, искусственно проветриваемом помещении, с привлечением опытного сварщика. Новичку так же можно поручить процесс, однако расход все равно будет несколько или значительно больше. Неопытный сотрудник вправе предложить достичь экономии путем прикручивая вентиля на баллоне с углекислотой при полуавтоматической сварке.
Подобная операция уменьшит поток смеси к сварочной ванне, но увеличит приток кислорода из атмосферы, что скажется на снижении качества шва. Однако существует выход из этого положения.
Специалисты советуют использовать в работе многокомпонентные регулируемые газовые составы, которые позволяют уменьшить расход углекислоты с одновременным улучшением качества шва. Например, аргоновая смесь состоит из 20% двуокиси углерода и 80 — аргона. Ее главными преимуществами считаются:
- уменьшение количества использованной проволоки до 80%;
- сокращение количества прилипших брызг металла;
- увеличенная глубина провара элементов;
- меньшее число пор в сварном шве.
Общие же затраты на операцию снижаются до 20%.