Сварное соединение проводов предпочтительно перед другими способами, потому что результат данного процесса – надежный, качественный контакт, обеспечивающий безотказное функционирование электрической проводки долгое время. Сварка медных проводов встречается наиболее часто, так как бытовая проводка предусматривает использование именно электропроводов из меди. Сварка проводки из меди осуществляется переменным, постоянным током (напряжение 13-36 В), предусматривается возможность регулировки тока сварочным аппаратом.
Инверторный сварочный аппарат
Инверторный аппарат обладает явными преимуществами перед другими приборами:
- Малогабаритные параметры;
- Небольшой вес;
- Регулировка параметров тока;
- Наличие переносного ремня (удобно производить работы на стремянке, в распределительной коробке);
- Устойчивая дуга, зажигающаяся при малых токах;
- Качество сварных соединений;
- Меньшее энергопотребление, не изменяющее напряжение бытовой электрической сети.
Кроме того, сварку производят трансформаторными приборами, аппаратами, станциями, устройствами, сделанными самостоятельно (при наличии определенных навыков).
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
- Ток электрической дуги;
- Напряжение сети, образующее дугу;
- Тип электрического тока (переменный, постоянный).

Выбор диаметра электрода

Подбирая подходящий диаметр электрода, необходимо обращать внимание на толщину материала или сплава на его основе. Учитывается и то, что в структуре могут появляться поры при сварке на повышенных токах. Специалисты рекомендуют выбирать такой диаметр при определенной толщине меди и сплавов на ее основе.
Есть электроды, которые используют для наплавки и сваривания с заблаговременным подогревом до 300 градусов по Цельсию. Есть и малый подогрев со 150 градусов. Возможно сделать это всё и без подогрева. Для меди может применяться ручная сварка угольными электродами или металлическими, аргонодуговая сварка. Сваривание цветных металлов может значительно отличаться от аналогичного процесса для стали, что обусловлено разными физическими свойствами материалов.
Основными факторами, оказывающими влияние на свариваемость цветных металлов, являются температура кипения и плавления.
Также важны теплопроводность и восприимчивость к воздушным газам, таким как кислород и азот. Медь имеет повышенную текучесть в расплавленной форме, характеризуется увеличенными тепло- и электрической проводимостью. При сварке могут образовываться микротрещины и поры, если отмечается взаимодействие с кислородом и водородом. Чтобы не допустить такой дефект, необходимо использовать только хорошо раскисленный металл.
Сварка по меди своими руками осуществляется хорошо прокаленными электродами. Детали должны быть подготовлены в местах наложения швов. Здесь требуется зачистка до металлического блеска с удалением загрязнений и жиров.
Технология сварных работ
Сварные работы необходимо производить с использованием защитной маски, очков, рукавиц, специальной одежды. Существует возможность обжечься раскаленным металлом, «поймать зайчиков».
Сварка медных проводов в домашних условиях инвертором производится с применением графитовых, угольных электродов. Заменить электроды можно угольным стержнем отработавшей батарейки.
Ориентировочный диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Используемая при изготовлении электропроводов медь – разного состава, качества, что определяет применяемый режим сварки. Показатели оптимально подобранного режима: электрод не липнет к сварному месту, дуга устойчива. Данное сочетание удается удерживать при наличии опыта сварных работ.
Сварочный процесс:
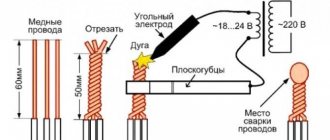
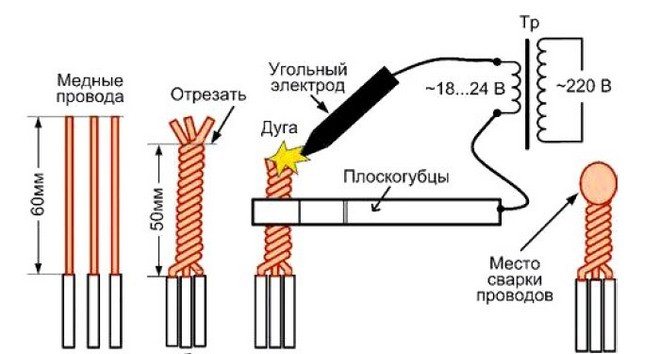
- Снимается изоляционная оболочка медного кабеля (7-10 см);
- Выполняется скрутка многожильных проводов;
- Скруток медных проводов подрезается, чтобы образовался ровный срез. Оставшаяся длина скрутки – 5 см;
- На скрутке размещается медный зажимной механизм отведения избыточного тепла, подключается заземление («масса»);
- Срез скрутки подносится к электроду;
- Производятся сварные работы до появления на конце проводов расплавленного медного шарика, достаточно 1-2 сек;
- После сварка медных скруток прекращается, чтобы изоляционный материал остался целым;
- Остывшие концы проводки необходимо изолировать (изолента, термоусадочная трубка).
Кроме того, необходимо своевременно менять наконечник медный сварочный, который удерживает электрод во время сварки. Основная функция – подавать электрический ток электродному стержню. Его состояние определяет качество сварного шва: отверстие внутри наконечника должно плотно удерживать стержень, но оно быстро теряет свои свойства в процессе сварных работ. Наконечник медный сварочный изнашивается, требует замены чаще всего.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Электроды для сварки проводов
Выбор подходящего типа электрода определяет качество проделанной работы. Необходимо выбирать сварочные средства, оптимально отвечающие параметрам предстоящего процесса. Общая классификация данных средств, применяемых в сварочном процессе, включает электроды для:
- Легированной стали;
- Высоколегированной стали с нестандартными параметрами;
- Наплавки металла (нанесение металлического сплава, металла на поверхность предмета путем сварки плавлением);
- Цветных металлов;
- Конструкционной стали;
- Чугуна.
Покрытие электродов определяет следующую типологию:
- А – кислотное покрытие (окись железа, кремния, марганца);
- Б – основное покрытие, позволяющее производить сварку постоянным током переменной полярности. Содержит карбонад кальция, фтористый кальций;
- Ц – целлюлозное напыление создает газовую защиту при сварке (мука, соединения органического происхождения);
- Р – рутиловое (рутил, органические, минеральные составляющие) обеспечивает малый процент разбрызгивания металла, газовую защиту.
Электроды для сварки проводов:
- Угольные – электротехнический уголь;
- Графитовые – кристаллический углерод.

Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Графитовые электроды для сварки
Состав – графит, углеродное вещество темно-серого цвета с металлическим отблеском. Мягкий материал позволяет легко разрезать элементы. Графитовые электроды для сварки показывают лучший итог по сравнению с угольными.
Особенности:
- Графитовый электрод остается целым во время сварочного процесса;
- Стоимость ниже угольного;
- Подходят к инверторным сварочным аппаратам, оборудованным регулированием силы тока;
- Соединение проводов сваркой графитового стержня отличается прочностью, надежностью;
- Сварка графитовым электродом обеспечивает сопротивляемость металла к окислению.
- Низкий расход при сварочных работах благодаря высокой температуре плавления (выше, чем у меди в четыре раза);
- При сваривании проводов графитовым электродом возможно заменить его подручными графитовыми изделиями (графитовый стержень, щетки коллекторных двигателей, стержни батареек);
- Отсутствие омеднения графитовых заменителей решается применением зажима «крокодил» для электрода вместо стандартных держателей, также «крокодил» применяется для соединения массы.
- Сварка проводов в распределительной коробке своими руками с данными зажимами удобнее из-за их меньших габаритов.

Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот. Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
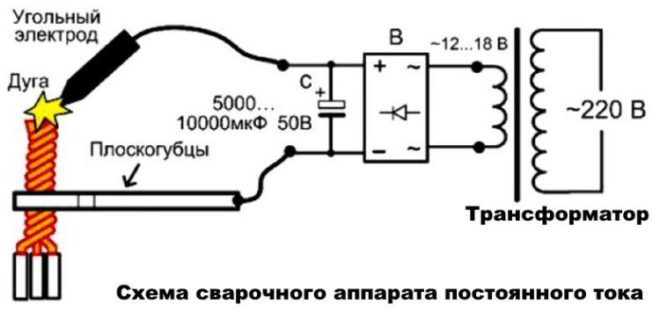
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Разновидности и их свойства
Угольный электрод – это изготовленный из угля твердой марки расходный материал. В его составе имеются добавки, определяющие характеристики сварочного стержня. Чтобы состав держал форму и мог использоваться в работе, в смесь добавляется смола.
Электроды угольные подходят для работы со всеми металлами, начиная от тугоплавких и заканчивая материалами с небольшим удельным весом, с большим количеством пор. Диаметр стержней варьируется в широком диапазоне значений – от 1,5 до 25 мм. По длине они тоже очень отличаются. Самый короткий электрод по длине достигает всего 25 мм, а самый длинный – 300 мм. Расходники такой большой длины востребованы для сваривания швов в труднодоступных местах. Электроды отличаются и формой. Они бывают круглыми, прямоугольными, полыми или полукруглыми.
Для работы специалисты наиболее часто применяют круглые и полукруглые, которые являются оптимальным выбором для формирования сварного соединения стандартной конфигурации. Прямоугольные являются идеальным вариантом в случаях, когда требуется устранить изъяны на металлической поверхности. С помощью полых электродов можно создать в месте стыка канавку в форме буквы «U».
Кроме обычных в арсенале сварщиков есть и омедненные угольные электроды. Они применяются для придания прочности сварному соединения и создают на поверхности стыка медное покрытие в виде напыления. Остальные эксплуатационные показатели данных расходных материалов ничем не отличаются от обычных.