За подачу газа к двигателю при работе с газобаллонным оборудованием отвечает специальное устройство: вакуумный или электронный редуктор. Эта аппаратура необходима для стабилизации подачи топлива, поступающего к форсункам.
Независимо от типа они понижают и выравнивают давление сжиженного или сжатого летучего вещества до рабочего состояния. Только после этого топливо поступает в магистраль и далее в двигатель. Владелец машины может приобрести и установить электронный или вакуумный редуктор, в зависимости от модели авто и типа системы ГБО. Их устройство как раз и разберём.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.

Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.

Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.
Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Особенности конструкции и обслуживание
В промышленности и быту применяется 2 типа газов:
- инертные;
- горючие.
Адаптеры на них принципиально отличаются, чтобы не перепутать. На баллоны с инертным газом соединения редуктора с баллоном осуществляется правой, стандартной резьбой. Кислород, пропан, углекислоту, метан и другие горючие газы, присоединяют редуктор, закручивая в отверстие с левой резьбой – против часовой стрелки.
Разнонаправленная резьба исключает возможность заправки емкости не тем видом газа и использование баллона не по назначению.
Редуктора имеют внутри мембрану, которая изнашивается. Каждые 5 лет редуктор должен проходить испытание. При этом мембрана заменяется новой. В редукторах для композитных баллонов – сделаны по евростандартам, мембрана рассчитана на работу минимум 10 лет, но проверку оборудование должно проходить через 5 лет.
На верхней части корпуса нанесена маркировка, в которой указаны год изготовления узла и первой поверки. При последующем испытании набивается следующая дата.
Редуктор необходимо регулярно смазывать, проверять на герметичность. При необходимости надо менять прокладки.
Инструктор, преподаватель колледжа при заводе Донмет Саркизов П. В.: Среди любителей бытует мнение, что редуктор с ротаметром позволяет экономно расходовать газ. На практике приборы отличаются только показаниями. Второй манометр на редукторе показывает расход газа в минуту. Это значение заложено в режимах сварки. Ротаметр показывает фактическое давление в рабочей камере в данный момент. Для установки рабочих параметров надо пересчитывать показания ротаметра по коэффициенту или использовать переводную таблицу.
Редуктора с 2 ротаметрами, предназначены для сварки металлов тугоплавких и с высокой теплоотдачей. К первому подключается сварочная горелка, ко второму форсунка для подогрева обратной стороны шва. Подключать 2 аппарата нельзя».
Углекислотный редуктор давления. Регулировка подачи защитного газа

Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.

Вакуумный газовый редуктор

Устанавливается на машины с карбюратором. Это устройство полностью механическое, имеет одну ступень регулировки.
Конструкционно вакуумный редуктор двухступенчатый. Первая ступень называется редукционной. Она испаряет летучую смесь и снижает силу напора до диапазона 0,45 — 0,65 бар. Вторая ступень регулировочная, сопряжена со смесителем. Там происходит дальнейшее снижение давление до 1-2 атмосфер и передача в остальные узлы системы. При остановленном двигателе подача горючего перекрывается.
Этот тип применяется в ГБО 1 и 2 поколения.
Устройство газового редуктора вакуумного типа
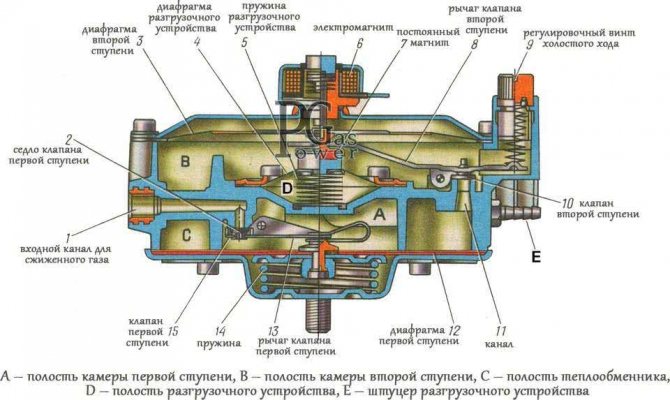
В механическую конструкцию пневморегулятора безвоздушного типа входят основные элементы — камеры 1 и 2 ступени, теплообменник, разгрузочное устройство и штуцер.
Присутствуют:
- Входной канал для сжатого газа.
- Седло клапана.
- Диафрагмы первой, второй ступени и разгрузочного устройства.
- Пружины перед первой камерой и в разгрузочном отсеке.
- Клапаны ступеней.
- Регулировочный винт.
- Рычаги клапанов.
- Магниты, постоянный и электро.
- Выходной канал.
Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Какой редуктор лучше
Преимущество регулятора с электроклапаном над пневмоустройством заключается в автоматической подачи газа в двигатель. Водителю нет необходимости осуществлять переключения в ручном режиме при запуске или остановке мотора.
Обслуживание электронного и вакуумного редуктора одинаковое. Достаточно сливать конденсат каждые 2-4 тысячи километров, и заменять фильтры каждые 10 тысяч км.
ГБО оборудование надежное, но со временем необходимо производить замену отдельных узлов в случае выхода их из строя. Для компании Power-Gas замена редуктора не составит сложностей. Тем более что ГБО – оборудование не простое. Поэтому лучше выполнить ремонт на специализированной площадке.
Позвоните или закажите замену редуктора. Мы выполним установку, ремонт, настройку вакуумного или электронного узла в кратчайшие сроки. На произведенные работы предоставляется гарантия. Обратившись к нам, и Вы будете приятно удивлены ценами на ремонт газобаллонного оборудования.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.

Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
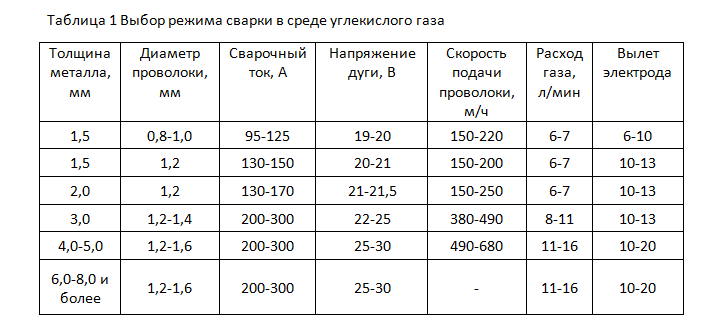
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).

Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
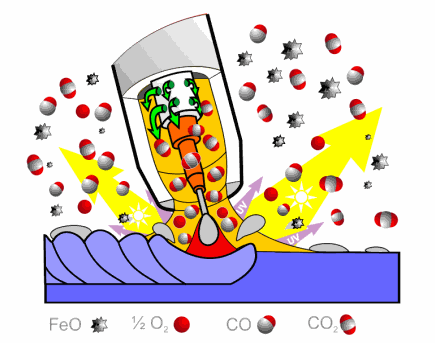
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Редуктор давления УР 6-6
Отечественной промышленностью выпускается несколько разновидностей редукторов давления – БУО-5МГ, БУО-5-4, БУО-5 MINI, УР 5-3 и др., но наиболее компактным и популярным считается редуктор марки УР 6-6. Его особенности:
- Корпус, изготавливаемый из специального сплава, стойкого к различным тепловым и механическим воздействиям;
- Минимальное значение коэффициента неравномерности давления – не выше 0,3;
- Низкое давление для срабатывания предохранительного клапана – 1,2 МПа;
- Наличие двух манометров, что облегчает процесс регулирования давления углекислого газа.
- Повышенная пропускная способность — до 6 м 3 газа в час.
- Демократичная цена (до 1100 руб., против, например, 1700…1800 руб. за углекислотный редуктор модели БУО-5-4).
Выбор конкретного исполнения углекислотного редуктора для полуавтомата не считается особо критичным, за исключением ситуаций, когда варить/резать металл приходится при пониженных температурах.

Электронный газовый редуктор

Применяется для автомашин с инжекторным карбюратором. Для них и был разработан. Безвоздушный аналог не обеспечивал комфортную смену видов топлива, поэтому был заменен на новый модуль.
Устройство газового электронного редуктора
Конструкция практически повторяет вакуумный регулятор газа. Вместо мембраны, отключающей доступ горючего, установлен электронный клапан. Он отвечает за подачу топлива. Изделие устанавливается в ГБО 2, 3 и 4 поколения. Электронный регулятор перекрывает доступ топлива после остановки мотора.
Редуктор с ротаметром
Повышенную функциональность (в сравнении с редукторами) обеспечивают регуляторы расхода углекислого газа с ротаметром. В отличие от традиционных манометров, для которых расход приходится устанавливать в зависимости от текущего давления, ротаметры расход показывают сразу. Универсальные регуляторы расхода, в составе которых имеются ротаметры, существенно облегчают работу сварщика, и позволяют оптимизировать расход углекислого газа во время сварки. Цена вопроса – от 1800 до 2000 руб. Технические характеристики регуляторов – расход, давление, температурный диапазон применения – должны соответствовать требуемым режимам сварки.

Регуляторы отличаются от обычных редукторов следующим:
- Если в редукторах выходной штуцер соединяется непосредственно с магистралью, то в регуляторе предусматривается специальная заслонка, которая дросселирует поток СО2, в зависимости от давления газа в баллоне.
- Отверстие в дросселе – калиброванное, что увеличивает точность регулировки расхода. Поэтому большинство моделей регуляторов оснащается одним манометром, показания которого устанавливаются не в единицах давления, а в единицах расхода.
- В некоторых регуляторах предусматривается встроенный электроподогрев газа. Это позволяет проводить сварку при отрицательных температурах, и повышает точность определения фактического расхода газа (в редукторах расход, как правило, перестроить на иное значение невозможно).
- Регуляторы для полуавтоматов могут быть установлены не только на баллон со сжиженной углекислотой, но и на так называемые смесевые баллоны, в которых содержится смесь двуокиси углерода с инертным газом, в частности, аргоном (в соотношении 1:4).
При выборе типоразмера углекислотного редуктора обращают внимание на такие особенности конструкции как устройство регулировочного винта и наличие на нём невыпадающей резьбы (иначе можно выкрутить седло), а также на наличие дополнительного запорного вентиля. Важно также и качество газа: пищевая углекислота отличается пониженной влажностью, поэтому баллон изнутри не ржавеет.
Источник
Навигация по статье:
— Плохие редуктора газа для ГБО.
— Лучшие редуктора газа для ГБО.
— Мнение профессиональное о редукторах.
— Принцип работы редуктора газа 4 поколения
— Какие редуктора точно не стоит устанавливать ?
Какой газовый редуктор лучше всего ? Давайте я опишу некоторые слабые места и сильные места редукторов газа для ГБО.
Но, для начала стоит развеять пару нюансов бытующих в интернете, о надёжности одного редуктора, и плохих редукторов газа для автомобилей. Напомню, что я сам мастер и имею дело с этими редукторами уже 10 лет не меньше. Вы сами решите стоит ли доверять информации которую я вам попробую предоставить в моих отзывах. Решил подойти к теме не предвзято и как можно объективней.
Меня как мастера очень расстраивает несколько нюансов бытующих в интернете. -Половина людей утверждают, что фирма такая то выпускает не очень хорошие редуктора, а вот другая там очень достойные редуктора.
-В интернете даже есть видео как нагибают редуктора многих фирм.
И посмотрев как при испытаниях в экстремальных условиях редуктора газа выдают странные показатели.
При том, что редуктор почти никогда не нагружается до такой степени в реальности.
-Форумы, это вообще для меня страшная площадка.
Я в ужасе когда читаю, что там обсуждается и как можно извратить любую информацию, до неузнаваемости.
Короче я о том, что любой продукт при правильной манипуляцией информацией, некоторой массой людей, можно создать МИФ, ПРИТЧУ, БЫЛЬ.
Скажу по своему мнению, есть несомненно, понятие о плохих и хороших редукторах. Но тут картина немного другая, не такая однозначная и простая. Стоит понимать, что сказанное одним может быть истолковано другим не правильно, или не так как есть на самом деле. Как эффект поломанного телефона.
Так вот все вышеперечисленное мной и есть эффект поломанного телефона. Не поленитесь дочитать до конца, постараюсь вам объяснить очевидные вещи. Так что бы понятие о плохих и хороших редукторах ГБО, у вас станет более осознанным и дипломатичным.
Плохие редуктора газа для ГБО.
Соглашусь только с одной мыслью, если редуктор копия других фирм, тогда он точно априори — плохой. Не стану перечислять фирмы, что просто копируют. Давайте рассмотрим как обычный стандартный редуктор газа приобретает славу плохого редуктора.
Источник первый, это обсуждение кем то из водителей, то-есть не профессионал.
— Машина не едет бла бла бла. На что получает ответ, возможно от профессионалов — У вас просадка по давлению замените редуктор. Заменив на новый другого производителя проблема уходит. Понятное дело, что редуктор всему виной был.
А давайте посмотрим глубже )))) Причин может быть много, но следствие вердикт — редуктор плохой.
-А если у клиента был редуктор подключен к обогреву неправильно ?
А это частое явление.
Старение и выход из строя редуктору обеспечен очень быстро.
Понимаете в чем суть моей статьи ? Смотрим объективно и беспристрастно.
— Редуктор установлен в месте где поток воздуха от вентиляторов радиатора обдувает деталь.
Да, тоже причина быстрого выхода из строя редуктора газа.
— Подобран редуктор не соответствующий мощности автомобиля.
Тут частенько виноват мастер или экономия автовладельца.
— Настроен редуктор на предельных показателях по давлению.
При настройке диапазон работы редуктора подобран не правильно из за чего выход из строя был ускорен горе мастером.
— Кривая настройка газа ( не правильно сбалансированная работа редуктора гбо ).
Думаю хватит перечислять ??? И так суть понятна, что есть причины где высказывание о хорошем или лучшем редукторе газа становится более ясной.
Лучшие редуктора газа для ГБО
Миф или мнение о лучшем редукторе ГБО, тоже могут не быть такими лучезарно однозначными. К примеру вышел из строй старый редуктор газа и заменив на другой, человек высказывает мнение
— Да этот лучше ! Едет хорошо, экономия появилась.
Не забывайте, что на мнение может влиять факторы описанные выше.
А на самом деле редуктор гбо, вовсе не такой уж плохой.
И так с мнениями ложного характера разобрались я надеюсь.
Теперь обсудим мнение профессионального характера о хороших и плохих редукторах ГБО
Допустим собрались мастера и давай оценивать кто же лучший из редукторов. Начинаются наблюдения в разных условиях нагрузки за редукторами. Было даже видео, как через редуктора прогоняли некую часть газа и они обмерзали как снеговики.
Другие же не обмерзали.
И тут можно кричать — Вот они лучшие редуктора газа для ГБО ! А я не соглашусь, и вот по каким причинам.
Да, эксперимент вроде объективного характера, но давайте вникать. Редуктор к примеру рассчитан на 300 л.с на него дали нагрузку и он замёрз, а другой нет. В чем же проблема ? Проблема в том, что при испытании подача нагрузки была выше допуска по временному отрезку.
То есть дали резко обработать порцию сжиженного газа.
В реальных условиях так не бывает.
Все нарастает более линейно и предсказуемо, с более долгим временем нарастания в нагрузке.
Или наоборот длительность нагрузки на газовый редуктор не столь длительна.
Понимаете о чем я ?
Испытание на равномерность давления в редукторах газа.
У одних оно с меньшей просадкой у других с большей.
Тут тоже можно внимательно подумать если есть чем )))
Сама просадка (если условия идеальные при испытании и одинаковые) !!!!
Сама просадка будет всегда у кого-то больше или меньше.
Но есть другой фактор более важный это ВРЕМЯ СТАБИЛИЗАЦИИ ДАВЛЕНИЯ !
Другими словами как быстро редуктор выполняет стабилизацию и возврат давления ПОСЛЕ.
Так вот чаще всего показатели уравнивают картину по просадке давления в редукторах ГБО.
Один показатель компенсирует другой.
Ну и так далее.
Хочу заметить, что я обычный человек!
Считаю, что болячки всех редукторов одинаковы и мало чем отличаются друг от друга.
Все дело в физике и построении редукторов.
Основа построения везде одинакова, ну может с небольшими отличиями, но все же если у велосипеда круглые колеса то это норма.
Так как на квадратных или не круглых вы далеко не уедете.
Принцип работы редуктора газа 4 поколения :
— Принять некую порцию жидкой фазы газа.
— Переработать в парообразную фазу.
-Выдать двигателю.
— Удерживать определенное заданное давление с наименьшими отклонениями.
— Весь цикл выполнять одинаково в разных условиях.
И каждый из производителей этой продукции уже давно учитывают эти свойства работы редуктора ГБО
Соглашусь есть некие отличия в показателях между редукторами газа для ГБО.
Но они незначительные.
А вот цены частенько отличаются и очень сильно.
Один производитель
к примеру вытачивает корпус редуктора из болванки и отходы после фрезеровки идут на переработку и повторное использование.
Другой производитель
использует литьё в формы.
Там отходы на переработку меньше.
Цена при разных подходах при производстве тоже будет разной. Потому цены отличаются из-за используемых технологий.
Все по сути производители, что разрабатывают редуктора для ГБО ограничены физикой поведения жидкой фазы газа в парообразную
И используют тот же металл или резину.
Все редуктора одинаково хороши.
А эксплуатируют их по разному в разных условиях и разных регионах.
Потому мнения разделены и неоднозначны.
Если соблюдать правила монтажа редуктора газа, придерживаться рекомендаций и правильно настраивать ГБО, то редуктор отслужит не меньше 100 тысяч километров.
Это примерно 4 года.
Если учитывать сколько стоит редуктор и разделить цену на 4 то затраты вполне хорошие.
И можно купить опять новый редуктор газа ещё на такой же срок )))
И так я постарался вам объяснить очевидные и незатейливые нюансы с редукторами газа для ГБО 4 поколения.
Какие редуктора точно не стоит устанавливать ?
Скажу немного завуалированно, но вполне понятными намеками ))
Есть куча газовых редукторов неизвестного происхождения.
Есть хитрая и сладкая цена.
Все очень хотят экономить и получить за малую сумму много хорошего.
Ребята не стоит доверять такому случаю как тут дешевле чем у всех, это очень подозрительно.
У всех цена 900 енотов, а у этого продавца 700 енотов.
Можно проверить это нормально, но быть очень внимательным к таким редукторам.
В подделках есть огромный минус, не то что он подделка, а в том как эта деталь скопирована.
Если копия будет идеальной то цена не сильно будет отличаться от оригинала.
Не стоит так же ставить и жаловаться на редуктор если у вас машина на 220 л.с. а редуктор вам установили на 150 л.с.
Всем удачи с вами был Сашка газовщик.











