Главная / Аппараты
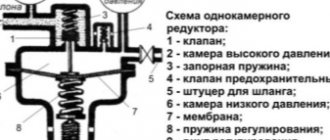
Назад
Время на чтение: 4 мин
0
2146

Эксплуатация сварочного аппарата предполагает осваивание обширных знаний и практик. Табличные схемы с пропорциональностью силы тока и металла — это всего лишь база.
Только практикой возможно достичь качественного результата, используя разные настройки, в частности — свойства самого полуавтомата и заготовок.
Ниже изложены универсальные рекомендации по самостоятельной настройке полуавтоматического сварочного аппарата, включая критерии, с учетом которых возможно добиться рационального режима сварки.
Они будут особенно полезны для новичков, но сведущие мастера тоже могут почерпнуть что-то новое.
- Краткие сведения
- Критерии регулировки
- Наладка сварочного полуавтомата
- Этап подготовки
- Подбор оптимальных настроек : 1 этап
- Подбор оптимальных настроек : 2 этап
- График настроек
- Заключение
Краткие сведения
Прежде чем начать рассчитывать оптимальный режим сварки, нужно принять во внимание следующие факты. Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Чтобы получить оптимальный результат, нужно просчитать тип, толщину металла, тип шва, пространственное положение при сварке. Опираясь на эти данные, подбирать необходимые настройки полуавтомата.
Для этого, однозначно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, применяемого к плавлению присадочной проволоки.
Логично, что количество тепла для металла разной толщины, потребуется разное. Игнорируя этот фактор, тонкий металл может быть прожжен, а толстый — непроварен.
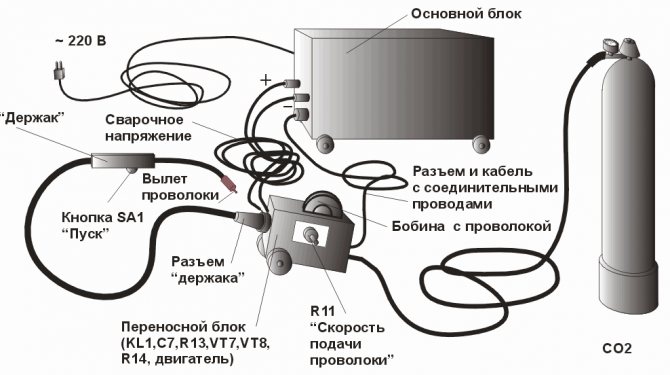
Теперь перейдем к конкретике. Полуавтомат имеет две базовые установки: напряжение дуги и сила сварочного тока. Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока увеличивается скорость подачи проволоки.
При самостоятельной настройке сварочного полуавтоматического аппарата стоит помнить о том, что значения напряжения дуги и силы тока — взаимосвязанные величины. Неприемлемо устанавливать регулировки наобум.
Наиболее подходящий режим сварки будет достигнут только при точных показателях, пропорциональных друг другу, силы тока и напряжения дуги. На иллюстрации показан принцип этой связи. Сила тока обозначается «скоростью подачи».
Таблицы расчета

С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
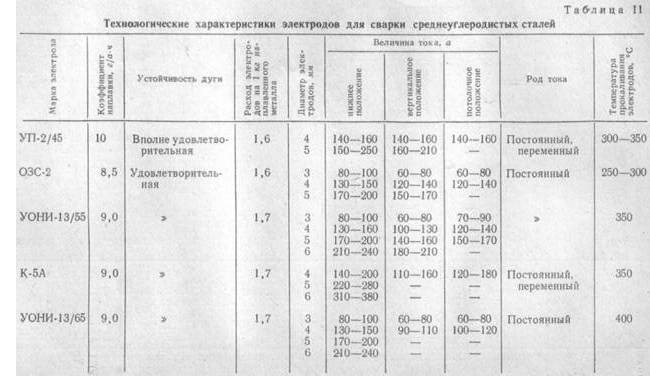
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
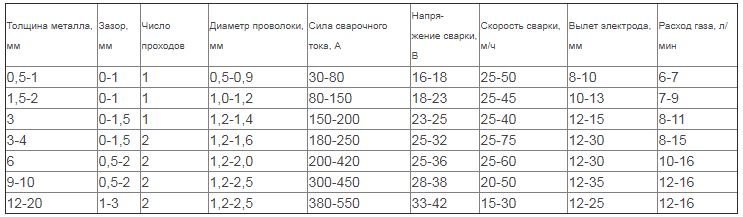
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
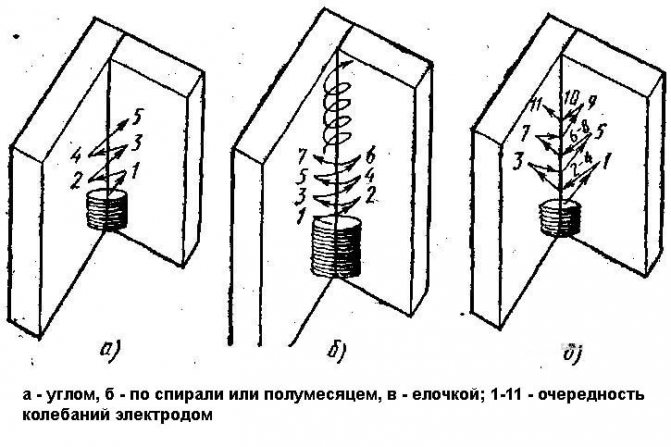
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
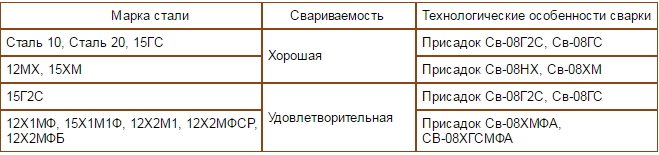
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
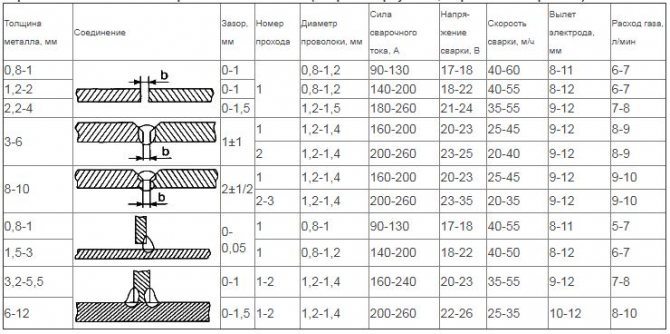
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
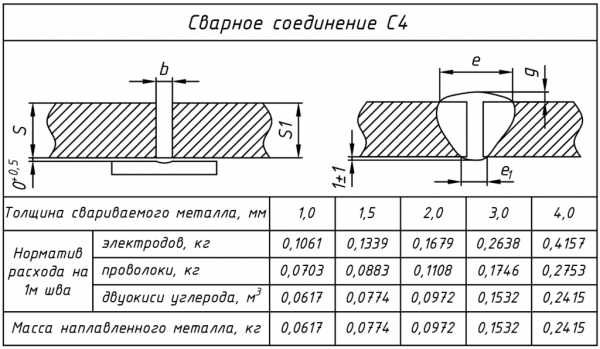
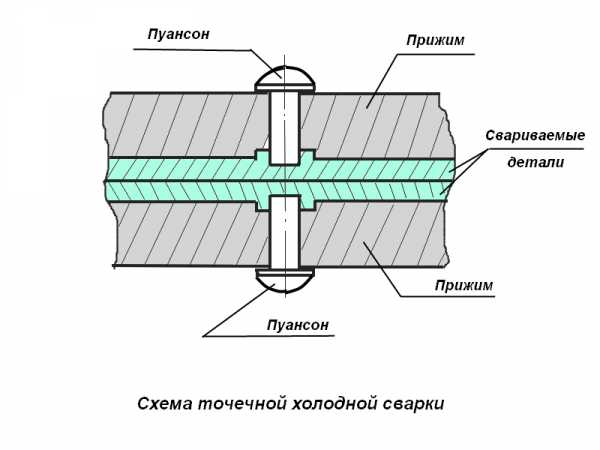
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Критерии регулировки
Чтобы самостоятельно отрегулировать настройки сварочного полуавтомата, нужно опираться на определенные критерии. Однозначно, при работе потребуется делать постоянную регулировку аппарата и корректировать режим сварки. О причинах обязательности таких действий расписано ниже.
Завод-производитель выпускает одинаковые модели полуавтоматических аппаратов, но в силу несущественных различий деталей появляется специфичность позиции каждого полуавтомата по сравнению с другими, такой же модели.
Поэтому любые сведения о настройке определенной модели, неактуальны для конкретно вашего полуавтомата. Такая информация поможет приблизиться к нужным вам настройкам, но в случае слепого следования, вряд ли они подойдут на 100%.
Чтобы предупредить сгорание прибора, либо его выход из строя, нужно учитывать несколько факторов. Особое влияние имеет напряжение электросети.
Его перепад, проседание могут спровоцировать разные причины — от немощной проводки до электроприбора, параллельно включенного в общую сеть.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Наладка сварочного полуавтомата

Конкретизируем, какие именно самостоятельные настройки полуавтомата понадобятся для подбора подходящего режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки или регулировки подачи защитного газа.
С особенностями этих этапов рекомендуем ознакомиться заранее. Сейчас же сделаем упор именно на подбор силы тока и напряжения.
Именно эти две величины играют большую роль при регулировке для наиболее подходящего режима сварки, как показано на схеме выше.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.

Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.

Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Этап подготовки

Первоначально понадобится лист металла небольшой величины, толщиной около 5 мм. Его необходимо подготовить к сварке. Почистить все загрязнения, удалить коррозию, а также возможные остатки краски.
После этого следует зачистить поверхность. Можно использовать наждачную бумагу, металлическую щётку или шлифовальную машинку.
Этот кусок металла нужен для того, чтобы на нем можно было пробовать установленный режим, при этом обучаясь.
Не стоит сразу брать детали и заготовки. Чтобы их не повредить, для таких случаев лучше использовать куски металла, испортить которые не жаль.
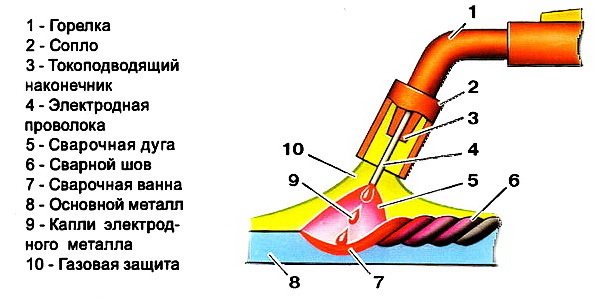
Проволока для сварки полуавтоматом
Сварка полуавтоматом производится специальной проволокой.Её выбор зависит от нескольких факторов.
- Свариваемый материал(Черный, цветной, сплавы)
- Толщина свариваемого металла
- Принцип защиты сварочной ванны
Виды сварочной проволоки для сварки полуавтоматом
- Омедненная
- Порошковая
- Для нержавейки
- Алюминиевая
Каждый вид применяется в различных ситуациях.
Омедненная сварочная проволока для полуавтомата применяется чаще всего. Её применяют во время производства и строительства металлоконструкций, авиа и судостроении, а так же в автомобильной промышленности.
Порошковая проволока используется для сварки полуавтоматом без защитного газа. Тот порошок, который находится в проволоке и выделяет необходимые защитные газы, но в последствии, образует корку шлака.
Проволока из нержавейки используется для сварки нержавеющих сталей.
Алюминиевая сварочная проволока отлично подходит для сварки Алюминия и сплавов с Алюминием.
Кроме этого, сварочная проволока может отличаться по диаметру. Так, бывает сварочная проволока 0.6 мм, 0.8, 1мм, 1.2мм …. 2мм. Выбор диаметра сварочной проволоки на прямую зависит от толщины свариваемого металла. А уже под толщину сварочной проволоки подбирается подходящий, медный наконечник, который подает напряжение на проволоку для возбуждения сварочной дуги.
Подбор оптимальных настроек : 1 этап
В первую очередь рекомендуем отрегулировать напряжение дуги. Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Очень удобно, что в работе свободна одна рука, так как вы держите горелку одной рукой. Задействуйте вторую для подстройки. Так вы сможете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных настроек сварочного полуавтомата является чистый, равномерный звук и относительно постоянное горение дуги с минимальным разбрызгиванием.
Не следует озадачиваться глубиной проплава и формой валика, сейчас нужно определить при каких показателях можно добиться правильного горения дуги. При этом важно делать регулировку буквально на 1-2 значения, чтобы максимально точно подстроить аппарат.
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Подбор оптимальных настроек : 2 этап

Теперь приступаем к рутинной части. Обязательно фиксируйте все значения! Самыми первыми запишем исходные параметры начальной точки работы дуги. Затем пробуем уменьшать силу тока при постоянном значении величины напряжения.
Снижайте ток на несколько значений, пытаясь подобрать то граничащее, при котором дуга горит стабильно, но ещё устойчива. Фиксируйте эти показатели.
График настроек

Что дают проведенные действия? Вы составляете рабочую схему, применимую именно для вашего аппарата. Для наглядности хорошо начертить график с указанием ваших настроек.
За образец можно использовать график самостоятельной настройки сварочного полуавтомата, изображенный на иллюстрации выше.
Вы ориентируетесь в возможностях вашего сварочного аппарата, осведомлены о минимально и максимально дозволенных величинах силы тока и напряжения для нужного режима.
При выполнении последующих работ вы сможете легко разобраться в деталях сварочного процесса и выстроить подходящие настройки.
Настройка силы тока и скорости подачи проволоки
Эти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа.

Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
- Слишком высокое значение скорости подачи обеспечит большой разлет брызг металла, неравномерный шов с наплывами;
- Слишком низкое значение скорости подачи обеспечит ее расплавление еще до выхода из сопла горелки. Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.