Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
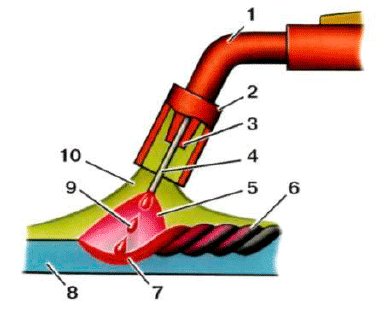
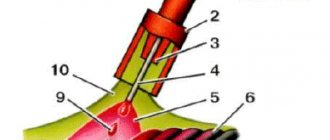
Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
WATT CombiMIG 250

Еще один полуавтомат для сварки в нашем списке — это бюджетный WATT MMA 200. К сожалению, его сейчас непросто найти в продаже. Но в некоторых интернет-магазинах он все еще остался.
Аппарат предназначен для сварки в режиме MIG/MAG, и с задачей справляется хорошо. Также есть возможность обычной ММА сварки покрытым электродом. Для питания необходимо напряжение 220В, но как показывает практика, он отлично работает и при небольших просадках. Выдает до 230 Ампер, что маловато для практикующего сварщика, но новичку в самый раз.
Этот сварочный аппарат очень компактен, весит немного, есть удобная ручка для переноски. Корпус аппарата достаточно прочный и долговечный, но мы все же рекомендуем относиться к нему с некоторым вниманием. Дуга поджигается легко, горит стабильно. КПД высокий, можно варить долго.
Отзывы от сварщиков:
Аппарат варит отлично, не смотря на свою скромную цену. Можно варить любые типы сталей. За все время использования полуавтомат ни разу не перегрелся, что меня удивило. В комплекте есть кабели и держатель для электроды. Они неплохого качества и подойдут новичку. За 2 года работы никаких нареканий.
Очень хороший аппарат за эти деньги. Пользуюсь им уже 5 лет, полет нормальный. Ни разу меня не подвел. Варит даже при пониженном напряжении.
Оборудование для полуавтоматической сварки
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.
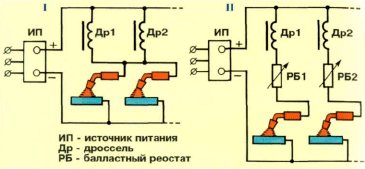
Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.

В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.
Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе . Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому . За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Баллоны В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления) Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддер
жания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Баллоны
В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления)
Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Осушитель
Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC.
Ротаметр
Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера.
Рукава (шланги)
Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования.
Смеситель газов
Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов.
Ротаметр
Служит для определения расхода газа. Необходим в случае использования газовых редукторов, не имеющих встроенного расходомера
Технические характеристики
| Марка | Пределы измерения, л/мин | ||
| по аргону | по гелию | по углекислому газу | |
| РС-ЗА | 0,1 — 1 | 0,35 — 2,8 | 0,08 — 0,8 |
| РС-3 | 2,8 — 14,2 | 7 — 44,5 | 1,62 — 16,2 |
| РС-5 | 8,9 — 56,6 | 20 — 140 | 8,12 — 53,6 |
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
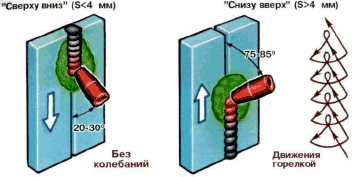
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов.
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов.
Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок.
Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º.
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Рейтинг сварочных полуавтоматов
Купить надежный сварочный полуавтомат для дома, дачи, автомобиля, строительных или ремонтных работ не так просто. Даже определившись с фирмой производителя, круг поиска сузится до нескольких десятков моделей. Поэтому опираться можно на критерии, по которым эксперты, сварщики, другие специалисты выбрали лидеров 2021 года. Всего было рассмотрено свыше сотни номинантов, после чего определилась десятка лучших по нескольким показателям:
- Мощность и диапазон напряжения во время работы;
- Воспроизводимые технологии, например, MIG/MAG, TIG, MMA;
- Диапазон токов, коэффициент постоянного включения;
- Целевое назначение оборудования;
- Интенсивность циклов работы;
- Легкость управления;
- Габариты, вес, мобильность;
- Выносливость сложных условий работы;
- Комплектация, длина шнура.
Показателем надежности может считаться гарантия от производителя, чем она выше, тем дольше предполагаемый срок службы. В ходе анализа каждого номинанта эксперты брали в учет отзывы мастеров, покупателей, реальный опыт применения таких инструментов. Отмести неподходящие модели удалось благодаря статистике ремонтов, жалоб на поломки.

Лучшие цепные электропилы
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки полуавтоматом относят:
- Возможность сравнительно легко получить качественное сварное соединение, в том числе для тонкостенных сварных конструкций.
- Высокая производительность сварки данным методом по сравнению с ручной дуговой сваркой, газовой сваркой и др.
- Механизированную сварку в среде защитных газов можно выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном и потолочном.
- Отсутствие флюсов и покрытий, а соответственно операций по очистке шва от шлака.
- Дуга при сварке в защитных газах более сконцентрированная, поэтому зона термического влияния минимальная.
- Сварка сопровождается незначительными напряжениями и деформациями.
- Возможность полной автоматизации процесса сварки.
Недостатки способа:
- При сварке на открытом воздухе или сквозняке повышается вероятность нарушения газовой защиты.
- Разбрызгивание электродного металла во время сварки, особенно при использовании углекислого газа.
- При сварке на режимах с повышенной мощностью возникает потребность в использовании систем водного охлаждения из-за сильного нагрева оборудования.
Смеситель газов
Предназначен для приготовления газовой смеси определенного состава (двух- или трехкомпонентной)
Технические характеристики
| Марка | Состав смеси, % от объема | Габариты, мм | Масса, кг |
| УКП-1-71 | Углекислый газ 70 Кислород 30 | 165 х 84 х 160 | 1,65 |
| УГС-1 | Аргон 75 Углекислый газ 25 | 150 х 100 х 145 | 1,5 |
| УГС-1 (многопостовой) | Аргон 70 Углекислый газ 25 Кислород 5 | 940 х 370 х 400 | 36 |