О том, что сверло когда-то затупилось, никто не вспоминает. Но только до тех пор, пока оно вдруг не стало нужным. Без острого сверла работа двигаться не будет. Поэтому придётся покупать новое или попробовать его заточить. Заточка сверла по металлу – процесс непростой. Но стоит попробовать.
Как правильно заточить сверло Источник tehnomuza.ru
Признаки, что сверло затупилось
Перед тем как точить сверла, необходимо удостовериться, что они на самом деле затупились. Какие признаки это показывают:
- режущий инструмент сильно нагревается;
- металлическая стружка, вылетающая из-под кромки, имеет мелкую фракцию;
- повышается шум проводимых операций.
Особенно отметим последний признак, потому что повышается сила трения между затупившейся кромкой сверла и плоскостью заготовки. Поэтому, как только произошло повышения шумности при сверлении, надо работу тут же прекратить. Если работу не прекращать, то режущий инструмент сильно перегреется, изменится структура металла, что приведёт к утрате инструмента окончательно. После чего затачивать его не имеет смысла.

Кромки и задние плоскости перегретого сверла Источник podshipnik-servis.ru
Способы заточки по выведению задней плоскости
Есть несколько видов заточки сверл по металлу, которые различаются по способу выведения задней плоскости. Это одноплоскостная, двухплоскостная и коническая заточка. Последний способ относится к наиболее распространенным, поэтому мы сосредоточимся на его описании.
Способы выведения задней плоскости при заточке сверла
При конической заточке задний угол плавно увеличивается от режущей кромки и по всей задней поверхности. При этом задняя поверхность приобретает криволинейную форму. Угол режущей кромки должен соответствовать 7–17°. Коническая заточка сложнее в выполнении. В ходе работы хвостовик сверла необходимо слегка подкручивать сверху вниз, в результате чего задняя поверхность приобретает вид конуса.
Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.

Виды свёрл по металлу Источник rozetka.com.ua
Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
Внимание! Два последних покрытия не подлежат перезаточке.
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральное сверло: его части и элементы Источник studfile.net
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.

Сверло винтовое по металлу Источник besplatka.ua
Смотрите также: Каталог компаний, что специализируются на монтаже металлоконструкций и инженерных сетей
Есть некоторые отличия заточки свёрл разного типа. К примеру, одноплоскостное сверло отличается от других тем, что у него задняя стенка пера имеет всего одну плоскость. А угол наклона этой плоскости варьируется в диапазоне 28-30°. Именно эту плоскость и надо заточить. Здесь важно сверло подносить к вращающемуся точильному камню параллельно этой задней плоскости. При этом инструмент вращать нельзя, даже небольшое отклонение приведёт к неправильно проведённой операции.
Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу. Здесь важно не отрывать оснастку от камня. То есть процесс проводиться в одно касание.
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.

Заточку надо проводить в одно касание Источник novate.ru
Для чего необходима подточка передней плоскости. Все дело в том, что, уменьшая угол наклона передней плоскости, увеличивается угол режущей кромки. А это увеличение стойкости инструмента к выкрашиванию металла с плоскости режущей кромки. К тому же надо добавить, что длина поперечной кромки резко уменьшается. То есть получается так, что кромка поперечины не режет, а скоблит металлическую заготовку. А точнее центральную часть высверливаемого места.
После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке.

Камень для заточки сверла Источник i.ytimg.com
Анатомия сверла
При заточке сверла по металлу необходимо иметь представление о его устройстве.
Для сверления металла наиболее часто применяются спиральные свёрла. В основном, когда вы выбираете сверло для вашей работы, учитывайте его длину, тип кончика, тип спиральной канавки, металл из которого оно сделано.
Рабочая часть сверла подразделяется на две части – на режущую и калибрующую (направляющую). Режущая (или заходная) часть состоит из 2‑х режущих кромок, задних поверхностей (идут на этой же площадке сразу за кромками) и перемычки. Направляющая часть имеет 2 спиралевидные ленточки, к которым примыкают канавки для стружки, а с другой стороны – спинками.
Разберём базовые характеристики спирального сверла: угол при вершине, угол зазора режущих кромок, главные режущие кромки, перемычка между кромками и угол спирали.
Угол при вершине
Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).
Наиболее универсальное спиральное сверло по металлу имеет угол при вершине 118 градусов, приемлемый для использования на древесине, мягком металле, металле средней твёрдости, пластике и большинстве других не твёрдых материалов. Для твёрдых материалов, таких как нержавеющая сталь, угол при вершине должен быть больше (135 градусов). С большим углом при вершине начинает действовать большая часть режущих кромок раньше. Более маленький угол, например 90 градусов, подходит для очень мягких пластиков и других мягких материалов (к примеру, алюминия). Он будет тупиться при сверлении твёрдых материалов.

Задние поверхности и угол их расположения
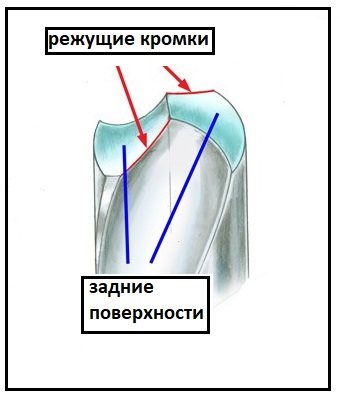
Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.
Перемычка
Две режущие кромки вместе с задними поверхностями (площадками, следующими за кромками) в месте соединения образуют перемычку. Она расположена в середине кончика сверла, также участвует в резке, но не режет так эффективно, как режущие кромки. Центральная перемычка отвечает за ввод сверла в материал, его центрирование.
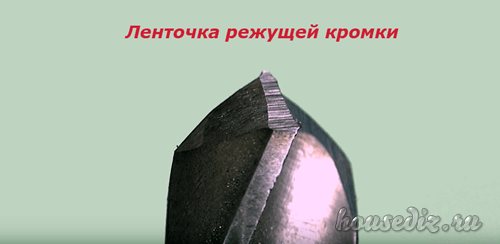
Спиральные ленточки
Располагаются на наружной винтовой поверхности направляющей части сверла. Ленточки уменьшают трение, улучшают отвод тепла и обеспечивают направление сверла в отверстие.

Спиральные канавки для стружки
Спиральные канавки служат каналом для вывода вырезанного материала (стружки) из отверстия, позволяют специальной жидкости для резки и сверления достичь режущих кромок.
Угол спирали
Угол наклона спирали у сверл по металлу может отличаться. Большие углы спирали обеспечивают эффективное удаление мягких, длинномерных стружек. Меньшие углы спирали используются для твердых материалов с короткими стружками.
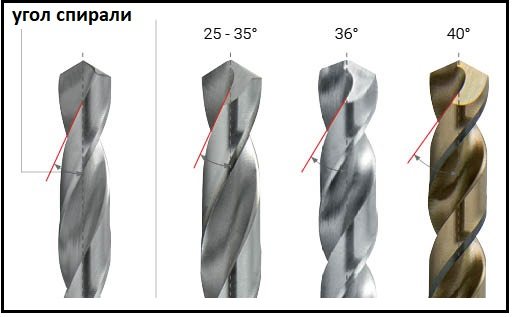
Сверла, имеющие очень маленький угол спирали (10 ° — 19 °), имеют длинную спираль. В свою очередь, сверла с большим углом спирали (до 45 °) имеют короткую спираль. Свёрла с нормальной спиралью имеют угол спирали 19 ° — 40 °.
Хвостовик
Это конец сверла без спирали, который удерживается патроном дрели. Диаметр хвостовика важно учитывать при покупке сверла.
Длина сверла
Общая длина сверла – это размер от основания сверла до его режущего кончика. Длина спирального сверла влияет на его жесткость. Более короткое сверло будет крепче и, с меньшей вероятностью, будет блуждать или ломаться, но может не иметь достаточную длину, необходимую для всех работ. В то время как более длинные свёрла могут просверливать более глубокие отверстия, они являются более гибкими, что означает, что отверстия, которые они просверливают, могут иметь неточное расположение или отклоняться от заданной оси.
Из чего сделано сверло по металлу
- Для изготовления свёрл по металлу используется быстрорежущая сталь (англ. HSS / high speed steel — высокоскоростная сталь). На таких свёрлах имеется обозначение “HSS” на хвостовике. Это общее название сверл по металлу иностранного производства, дополнительные обозначения дают расширенную информацию о составе сверла. Это легированная сталь, используемая для изготовления металлорежущего инструмента, работающего при высоких скоростях резки. Свёрла сделаны из углеродистой стали с добавлением вольфрама, хрома, молибдена и других элементов. Это позволяет им использоваться на быстрой скорости вращения. Свёрла HSS более устойчивы к потере закалки, они довольно распространены в комплектах и пригодны для практически любого автомобильного использования. Если вам не нужно сверлить очень часто, то подойдёт даже самое недорогое сверло HSS.
- Кобальтовая сталь (свёрла с добавлением кобальта отмечены обозначением “Со” и указанием процента содержания кобальта на хвостовике (HSS Co‑5 и HSS Co‑8 или HSS‑E)). Данные свёрла очень долго сохраняют заточку, не теряют остроту режущих кромок даже при более высоких температурах. Если вам нужно сверлить нержавеющую сталь, кобальт — лучший вариант. У такого сверла есть и недостатки. Оно более хрупкое, чем простые HSS свёрла, поэтому может повреждаться легче, особенно при боковом напряжении или при застревании сверла в отверстии. Они также намного дороже. Кобальтовые свёрла служат очень долго, если с ними правильно обращаться.
- Карбид вольфрама (Tungsten Carbide / Solid Carbide). Это чрезвычайно жесткие сверла, но в то же время хрупкие. Это ограничивает их широкое применение при ручном сверлении. Чаще встречаются в промышленном применении, в инженерных цехах. Такие свёрла потребуются, если нужно сверлить высокопрочную сталь, чугун или сплавы титана.

Защитное покрытие сверла
Покрытие, нанесённое на сверло влияет на эффективность и срок его службы.
- Черный оксид (Black Oxide) — самое экономичное покрытие. Черный оксид добавляет защиту от коррозии, увеличивает отпуск и снятие напряжений в сверле. Это покрытие также уменьшает истирание, а также способствует сохранению охлаждающих и смазочных материалов для сверления на сверле. Черный оксид подходит для сверления чугуна и стали, но не рекомендуется для сверления алюминия, магния или подобных металлов.
- Оксид бронзы (Bronze Oxide) — увеличивает отпуск и снятие напряжений в сверле и, как правило, используется в одиночку для визуального определения кобальтовой стали или с черным оксидом для определения лучших сортов высокоскоростной стали.
- Нитрид титана (Titanium Nitride (TiN)). Более дорогое покрытие, которое увеличивает твердость сверла и обеспечивает тепловой барьер, приводящий к увеличению производительности и увеличению срока службы инструмента в более твердых материалах. Свёрла с покрытием нитрида титана подходят для сверления чугуна и стали, а также алюминия, магния. Однако на практике титановое покрытие, в конечном счете, изнашивается, и если заточить его, покрытие полностью теряется. Титановые свёрла выглядят как свёрла HSS с латунной или оранжевой окраской.
- Карбонитрид титана (TiCN — Titanium Carbonitride). Имеет сине-серый оттенок. Покрытые карбонитридом титана свёрла более твёрдые и износоустойчивые, чем многие другие покрытия.
- Покрытие цирконием (Zirconium Coating). Хотя не является основным материалом для свёрл, покрытые цирконием металлы очень хорошо служат. Покрытие из нитрида циркония может увеличить прочность твердых, но хрупких материалов. Состав циркония также уменьшает трение для повышения точности сверления.
Обозначения на свёрлах по металлу HSS
Иностранные производители добавляют обозначения на свёрла по металлу HSS, которые говорят об применяемых технологиях и других особенностях сверла.
- HSS‑R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
- HSS‑G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS‑G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
- HSS‑E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
- HSS‑E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
- HSS‑G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость.
- HSS‑G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость.
Приспособления для точения свёрл на станке
Держать в руках сверло и точить его на станке, на котором камень крутиться с большой скоростью, сложно. Нужно иметь большой опыт, чтобы «не запороть» инструмент. Поэтому в продаже есть специальные приспособления, которые облегчают проведения этой операции.
На рынке можно приобрести простые устройства. Есть и достаточно сложные с электродвигателями, которые не только удерживают сверло в требуемом положении, но и производят подачу инструмента к точильному камню в автоматическом режиме. Последние чаще используются для заточки спиральных свёрл. Но такие устройства стоят немалых денег, поэтому приобретаются профессиональными точильщиками.
Как оптимально обточить задние поверхности своими руками и выправить сверло за 3 шага
Напоминаю два требования к состоянию периферийной поверхности наждачного круга:
- ширина должна с запасом превосходить длину РК для выполнения ее обработки за один прием;
- а обтачивающая поверхность камня иметь идеально прямую линию.

Далее нам потребуется последовательно обеспечить три условия правильной заточки, рассмотренные выше.
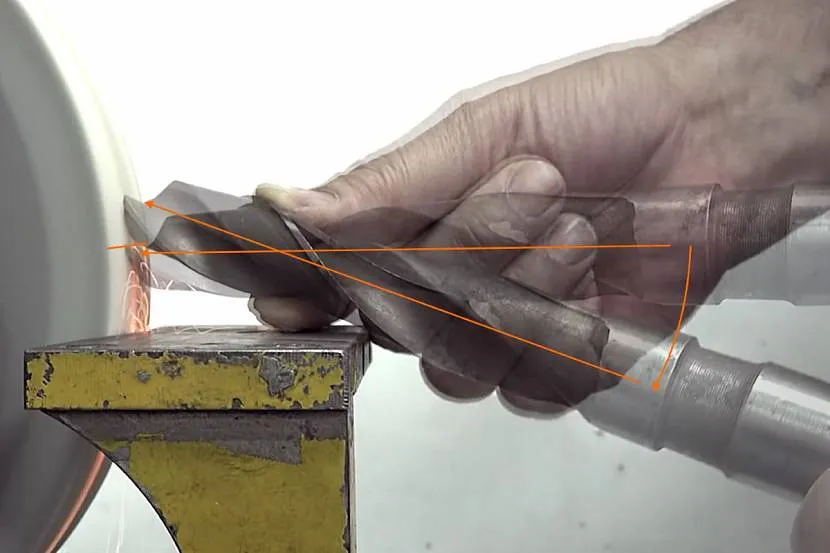
Шаг №1. Как легко сформировать задний угол резания
Ось сверла необходимо направить под 60 градусов к образующей линии периферии круга.

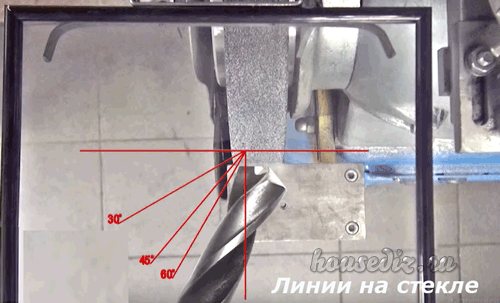
Для этого на подручнике по угольнику достаточно нанести маркером хорошо видимую линию под 60О.

Альтернативой этому методу является разметка маркером линий на стекле защитного щитка.
Сверло кладется на указательный палец или пальцы, которые опираются на боковую поверхность подручника так, чтобы его боковая поверхность (ось) была расположена параллельно промаркированной линии.
Сверху его прижимают большим пальцем, а пальцами второй руки удерживают хвостовик и обеспечивают его перемещение вверх-вниз, подвижки вправо-влево, повороты по оси и фиксацию в нужном положении.
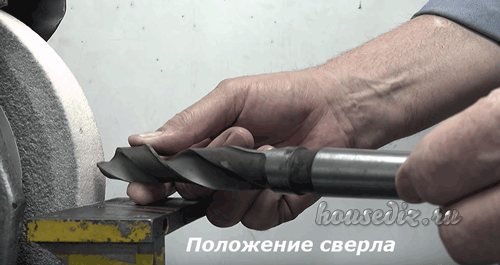
В исходной позиции тело сверла располагается строго по плоскости горизонта. Если посмотреть с боку на наждак в этой позиции, то видно, что круг уже готов придать задней поверхности нужный наклон.
Режущая кромка в течение всего периода обработки задней поверхности должна располагаться стабильно относительно вращающегося камня. Это обеспечивается сохранением осевого положения сверла относительно начерченной маркером линии и плоскости.
Движения сверла при заточке следующие:
- Аккуратно подводим режущую кромку к абразивному кругу до касания, легко прижимаем ее и сразу начинаем плавно изменять наклон сверла. Опускаем хвостовик чуть вниз, поддерживая одинаковый прижим до конца прохода.
- Далее следует возвратить сверло в начальную позицию, повернуть его на 180 градусов для обработки второй режущей кромки. При этом важно сохранить стабильность положения осевой линии относительно контрольной черты на подручнике.

Кисти и пальцы своё положение менять не должны. Следует обеспечить равномерность усилия прижима РК при обтачивании обеих задних поверхностей. Хвостовик в исходном положении удерживают свободно, без напряжения, а локти рук прижимают к поясу.
Выставленная горизонтально режущая кромка подводится к поверхности круга до легкого касания (обеспечивается одинаковый прижим), а затем сверло подаётся вверх и отводится назад в исходное положение.
Для смены заточки РК правой рукой сохраняют неподвижность сверла, а пальцами левой поворачивают его на 180 градусов, сохраняя осевое положение по черте маркера.
Если заметили, что одну сторону требуется сточить больше, то ее следует обработать несколько ряд подряд, не меняя величину силы прижима.
Не забывайте периодически охлаждать заходный наконечник, опуская его в баночку с водой, а затем проверять созданную геометрию визуально по заготовленному шаблону.
Шаг №2. Особенности формирования симметричных углов при вершине
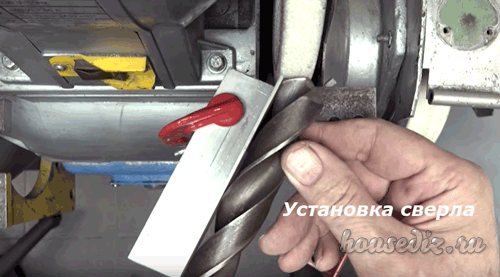
Самодельное приспособление из отрезка уголка хорошо обеспечивает равномерную симметрию углов.

Его крепят на подручнике наждака струбциной и выставляют параллельно линии, нанесенной маркером. Оно позволяет сохранить выставленный задний угол резания.

Сверло укладывают на указательный палец, расположенный на подручнике и прижимают по длине к базирующей плоскости уголка.
Обращайте внимание, что не менее двух контактных точек на боковых ленточках должны соприкасаться с поверхностью базы.
Любая из режущих кромок всегда выставляется строго горизонтально при заточке в исходной позиции любой стороны.
Далее происходит стачивание задних поверхностей по тем же правилам, что расписаны выше. Обращайте внимание на равномерность усилия прижатия сверла к уголку и камню.
Вторая РК обрабатывается аналогично после поворота наконечника на 180 градусов. При этом симметрия угла обеспечивается автоматически.
Шаг №3. Как просто обеспечить равенство длин режущих кромок
Вначале потребуется визуально оценить созданную геометрию и расположение РК. Мешающие наблюдению отблески света можно перекрыть ладонью.

Точнее оценить равенство длин позволяет их измерение штангенциркулем.

Самый точный способ замера основан на использовании специального приспособления.
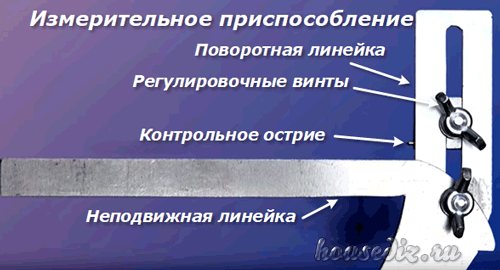
Его поворотную линейку выставляют по угольнику перпендикулярно к неподвижной линейке так, чтобы отступ контрольного острия отстоял от нее на величину радиуса сверла.
После этого заточенный образец укладывают на приспособление и сравнивают положение образованного на нем центра резания.
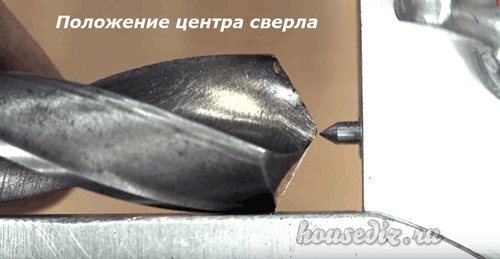
Более короткая режущая сторона подлежит дополнительной подточке. Причем на этом завершающем этапе не стоит обрабатывать всю заднюю поверхность. Достаточно сформировать под небольшим углом тонкую ленточку режущей кромки.
Она создается легким касанием к вращающемуся кругу при горизонтальном положении оси сверла.
Видео описание
В видео показано, как мастер сделал приспособления, помогающее правильно заточить сверло по металлу:
Как заточить сверло с помощью дрели
Если точильного станка в наличии нет, можно приспособить дрель, на вал которой устанавливают точильный круг. Здесь два варианта проведения процесса:
- зажать дрель в тиски и подводить сверло к камню руками;
- зажать в тисках режущий инструмент и подводить камень с дрелью вручную.
Оба варианта непростые, но второй проще первого.
Как правильно заточить сверло в этом случае:
- режущий инструмент надо установить в тисках в вертикальном положении;
- с помощью круга, установленного на дрель, снимается задняя кромка, цель – удалить следы износа;
- затем производится заточка под требуемым углом – обычно 120°.
Внимание! Чтобы кромка не перегрелась, надо процесс заточки проводить не более двух секунд. То есть металл снимается слоями.
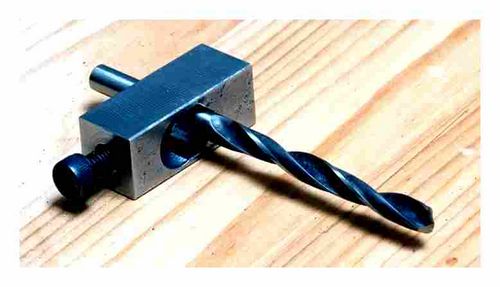
Но есть более простой способ. Для этого надо приобрести специальную насадку. Её устанавливают на дрель и вставляют в специальный жёлоб сверло. Последнее относительно вращающегося точильного инструмента располагается под определённым углом, равным углу заточки. Это хорошо видно на фото ниже.

Заточка сверла с помощью дрели и специальной насадки Источник yandex.net
Как заточить сверло по металлу
- Затачивание сверла заключается в восстановлении остроты режущих кромок. Обтачивать нужно как сами кромки, так и задние поверхности, которые следуют за кромкой. Сверло будет врезаться в материал, если с поверхностью соприкасаются только перемычка на кончике сверла и режущие кромки, а задние поверхности за этими кромками должны находиться на расстоянии от поверхности. Задние поверхности (площадки за режущими кромками) должны располагаться под углом 7–10 градусов относительно перпендикулярной линии оси сверла. Они имеют изогнутую форму, что придаёт опору кромкам. Если эти площадки не будут изгибаться под определённым углом, а будут на одном уровне с режущими кромками, то сверления просто не получится.
- Точильные станки обычно имеют два шлифовальных круга, один грубый, второй для более тонкой заточки. Если сверло крупное, сильно изношено и повреждено, то начните с грубого круга, потом переключитесь на второй круг. Если сверло выглядит нормально, начните сразу с круга для тонкой заточки. Обратите внимание, что край шлифовального круга должен быть гладким и ровным. Если это не так, его нужно обработать для сглаживания и выравнивания. Ширина шлифовального круга должна с запасом превышать длину режущей кромки затачиваемого сверла.
- Перед заточкой не рекомендуется надевать защитные перчатки, так как их может затянуть в станок вместе с рукой. Кроме того, перчатки ослабляют способность надёжно удерживать сверло. При этом желательно надевать защитные очки.
- При заточке, сверло нужно располагать под углом примерно 59–60 градусов относительно поверхности круга. Под этим углом располагается каждая из двух режущих кромок, образуя общий угол при вершине 118 градусов (у большинства сверл по металлу, у сверла для твёрдого металла угол может быть другой, см. в этой статье “угол при вершине”). То есть, нужно держать сверло так, чтобы режущая кромка располагалась горизонтально и была параллельна поверхности круга. Это не сложно выполнить, но при малом опыте, для облегчения процесса, можно использовать следующие приёмы.
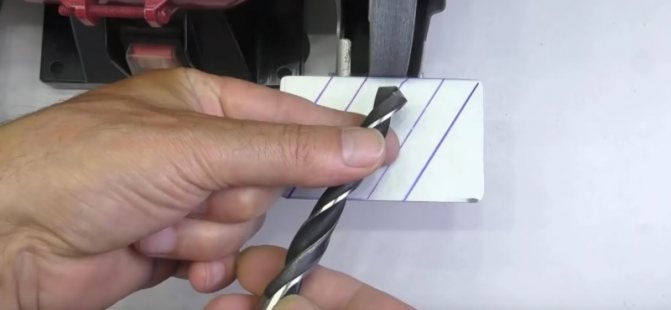
- На подручнике можно провести черту (или несколько, как на фото) или наклеить малярную ленту под углом 60 градусов, чтобы можно было визуально совмещать с этой чертой боковую часть сверла. Это будет как ориентир, чтобы затачивать правильный угол при вершине сверла. Также, на подручнике можно расположить уголок под нужным углом к кругу и прикрепить его струбциной. Нужно будет прижимать к уголку сверло, и подводить его к кругу.
- Не критично, если угол при вершине будет не точно 118 градусов, но углы и длина режущих кромок должны быть симметричными с обеих сторон. В этом случае отверстия, сделанные заточенным сверлом, будут получаться нужного диаметра.
- Попрактикуйтесь держать сверло. Оно будет лежать на пальцах правой руки, которые опираются на подручник. Сверло прижимается сверху большим пальцем. Пальцы второй руки держат сверло за хвостовик и обеспечивают его движение. Можно поменять расположение рук, как Вам будет удобнее.

- Удерживайте одну из режущих кромок сверла под углом 60 градусов к поверхности шлифовального круга. В начале заточки нужно, чтобы линия режущей кромки находилась горизонтально.
- Включите наждак. Медленно двигайте сверло, пока оно не коснётся кромкой круга. Далее нужно легко прижать кромку к поверхности круга и начинать двигать кончик вверх (опуская хвостовик, угол сверла к кругу сохраняется 60 градусов). То есть, затачивается режущая кромка, потом продолжается обточка площадки за кромкой (задней поверхности), а режущая кромка отходит от круга, сохраняя горизонтальное расположение (но сверло продолжает контактировать с шлифовальным кругом площадкой за режущей кромкой). После обточки задней поверхности, нужно отвести сверло от шлифовального круга. Так нужно сделать один или несколько раз и переходить к заточке второй стороны сверла.
- Далее следует перевернуть сверло на 180 градусов, сохраняя его положение под углом 60 градусов относительно круга (режущая кромка сверла располагается горизонтально), и начать процесс заточки второй стороны сверла.
- Если приходится много стачивать металла, то металл будет нагреваться. Держите ёмкость с водой рядом, чтобы периодически погружать туда сверло для охлаждения. При шлифовании не допускайте перегрева сверла. Перегрев приведет к тому, что кромки сверла станут синими, что свидетельствует о потере закалки сверла. Если так случится, то синяя область должна быть полностью сточена.
- Если обе режущие кромки стали острые, проверьте, одинаковые ли они по длине. Сравнение длины кромок можно определить как визуально, на глаз, так и измерив штангенциркулем. Более длинную кромку можно дополнительно подточить.
- По неопытности, может потребоваться много повторений, чтобы две режущие кромки сверла стали симметричными. Это нормально и требует большого терпения. Продолжайте затачивать до достижения результата. Чаще переворачивайте сверло, чтобы не заточить одну сторону больше другой.
- Для незначительной корректировки режущих кромок, а также при подправке её остроты, можно обтачивать не всю поверхность, следующую за ней, а только саму кромку (небольшую полоску вдоль неё). Это можно сделать, легко касаясь режущей кромкой круга при её горизонтальном положении.
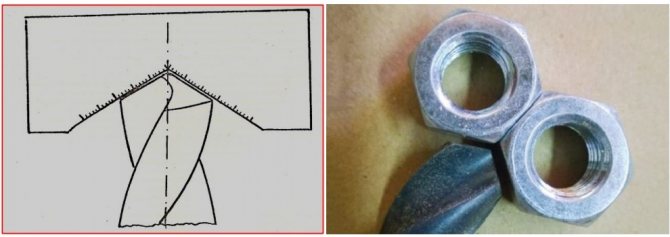
- Для проверки формы и расположения обточенных задних поверхностей можно использовать как специальный шаблон, так и самодельный, который можно вырезать из листового материала. Другой многим известный способ определить правильность угла при вершине – положить вплотную две гайки с шестигранной головкой, чтобы две их кромки соприкасались (как показано на фото). После нескольких проходов шлифования проверьте сверло. Оно должно подходить прямо в угол двух гаек. Так проверяется угол при вершине 118 градусов.
Уменьшение перемычки кончика сверла
При заточке сверла большинство людей делают ошибку, не уменьшая перемычку на его кончике. В дальнейшем приходится использовать большее давление при сверлении. Почему перемычка при заточке сверла получается широкой? Толщина центральной части сверла (сердечника) неравномерная. Она увеличивается от кончика сверла к хвостовику, для его укрепления. Перемычка – это, по сути, и есть кончик «сердечника» сверла. В более крупных сверлах, когда сверло многократно затачивали, толщина перемычки становится больше (так как «сердечник» сверла становится толще, ближе к хвостовику).
Во время сверления центр сверла тормозит процесс, создавая 50–70% сопротивления. Это можно исправить путем уменьшения поперечной кромки стачиванием. Уменьшение перемычки очень эффективно для снижения сопротивления резке сверла, а также способствует лучшему удалению стружки.
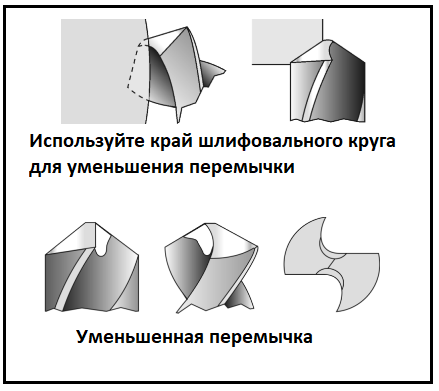
Она шлифуется на менее грубом шлифовальном круге, его краем. Из каждой канавки должно быть сточено равное количество металла. При её стачивании будьте осторожны, чтобы не сделать перемычку слишком тонкой и не повредите режущие кромки. Особенно нужно быть осторожным на свёрлах малого диаметра, чтобы не сточить лишнего.

Тестирование заточенного сверла
Для быстрой проверки, поместите кончик сверла на деревянный брусок и просто поверните его медленно вручную (по часовой стрелке). Правильно заостренное сверло легко начнет врезаться в дерево, даже при очень небольшом давлении.
Для настоящего теста установите сверло в дрель. Попытайтесь просверлить брусок дерева. Сверло должно войти в дерево без усилия. Обе кромки должны срезать одинаковый слой материала. Стружка должна одинаково выходить с обеих сторон.
Приспособления для заточки
Новичкам трудно провести заточную процедуру качественно. Поэтому производители строительного инструмента уже давно выпускают специальные насадки для дрелей. Это на самом деле насадка. Её надо установит на дрель, вставить в отверстие с торца сверло и включить электроинструмент.
Затем сверло вытаскивается, поворачивается на 180°, опять вставляется в приспособление для заточки свёрл, и дрель снова включается. То есть затачивается вторая плоскость режущей кромки.

Приспособление для заточки сверла, устанавливаемого на дрель Источник yandex.net
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
Все о заточке сверл
- Основные правила
- Разновидности
- Угол заточки
- Требования к инструментам
- Как заточить разные сверла?
Люди, профессионально занимающиеся строительством, постоянно имеют дело с разными видами сверл, которые со временем затупляются. Некачественные режущие элементы приходят в негодность спустя несколько месяцев. Дорогие фирменные образцы служат своим владельцам не один десяток лет. И именно их строители не хотят терять, а отправляют на заточку. В принципе, это правильное решение, однако за восстановление состояния затупившегося сверла приходится платить немалые деньги. А чтобы не опустошать свой кошелек, можно воспользоваться рекомендациями по заточке своими руками.
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Внимание! Для чего необходимы четыре кромки. Это возможность уменьшить угол между участками периферийных плоскостей кромок. Таким образом, достигается увеличение отвода тепла с места сверления. А это увеличивает срок эксплуатации самого инструмента.

Правильно проведённая заточка сверла Источник tehnomuza.ru
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
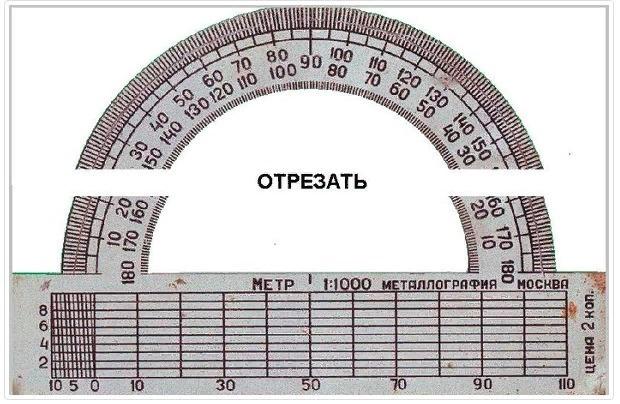
Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
Заточка на специальном оборудовании
Как видно, при заточке очень легко совершить ошибку. Например, нарушить горизонтальное положение режущей кромки или параллельность центральной оси к проведённой маркером линии. Поэтому лучше пользоваться специальными приборами. Меры безопасности при обработке такие же, как на заточном станке, болгарке, все эти правила уже описаны выше.
Приспособления для заострения сверл бывают двух типов. Рассмотрим подробней оба прибора отдельно.
Шлифовальная насадка
Это цилиндрической формы прибор, который ставится на дрель (как насадка). Это требуется для вращения абразивного диска. С другой стороны прибор имеет отверстия различного диаметра. В них вставляются сверла.
Внешний вид установленной насадки:
При использовании насадки нужно особенно тщательно следить за тем, чтобы сверло располагалось как надо. Только тогда его поверхности будут обрабатываться под требуемым градусом. После установки нужно включить дрель и подождать 5-10 секунд. После этого необходимо повернуть хвостовик на 180о.
Существенным минусом насадки является ограничение по диаметру. В прибор нельзя вставить инструмент большего или меньшего размера. На большинстве насадок имеются отверстия от 3 до 10 мм. Впрочем, значительная часть сверл подходит под эти параметры. Существенным плюсом прибора является низкая стоимость – от 600-1000 рублей, но есть и дорогие модели.
Стационарный прибор
Он имеет подвижную плиту, которой можно выставлять и фиксировать нужный угол при обработке. На этой платформе находится поворотный стержень. К нему прикрепляется сверло, им же необходимо поворачивать и подносить инструмент для заострения к абразивному диску.
Внешний вид стационарного прибора:
Данным приспособлением пользоваться значительно удобней. На нём гораздо проще выставить нужный угол и контролировать процесс обработки. Он также прост в эксплуатации, так как не содержит электрических компонентов. Для обработки сверла стационарный прибор нужно использовать в комплексе с заточным станком с абразивным кругом.
Недостатком инструмента является его полная не мобильность. Интересным преимуществом является простота конструкции, в ней большая часть компонентов представлена блоками и винтами. Поэтому многие умельцы способны сделать такой прибор самостоятельно. Для этого нужно лишь соблюдать размеры на чертеже.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне. В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора. Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º. Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Подготовительный этап перед заточкой
Перед тем как начинать заточку инструмента необходимо подготовить очки для защиты глаз и перчатки, чтобы не повредить руки, а также банку с обычной водой. Объяснять важность техники безопасности, наверное, нет никакого смысла, так как здоровье человека, прежде всего.
В процессе работы микроскопические частички металла, искры и крупинки абразивного круга могут разлетаться в хаотическом порядке. Если не обеспечить защиту открытых участков тела, то металлическая стружка и пыль может проникать в кожу. Но особой опасности подвержены незащищённые глаза при попадании, в которые любого инородного тела могут возникнуть большие проблемы со здоровьем.
В свою очередь, банка с водой понадобиться для охлаждения затачиваемого сверла, так как в процессе трения поверхностей точила и инструмента происходит большое выделение тепловой энергии. Если своевременным охлаждением сверла пренебречь, то произойдёт его перегрев и в процессе его использования по прямому назначению оно может быстро сломаться или снова затупиться.
Самодельная насадка для заточки свёрл
Идея точить или править свёрла с помощью гравера уже появлялась на нашем сайте.
Чтобы не создавать насадку из стали и усовершенствовать приспособление, можно воспользоваться 3D принтером.
В отличие от железной, в пластиковой насадке реализованы несколько направляющих для заточки свёрл разного диаметра.
Деталь оказалась сложной даже для 3D принтера, поэтому её пришлось самостоятельно доработать.

Расчёт приспособления выполняется на бесплатных программах, на освоение которых понадобится некоторое время, но видя результат можно с уверенностью заявить: оно того стоило. Подробности на видео ниже.

ПЕЧАТАЕМ НА 3D ПРИНТЕРЕ ТО, ЧТО НЕЛЬЗЯ КУПИТЬ











