Удобство и универсальность ступенчатого сверла по металлу, облегчает работу и повышает производительность при сверлении тонкостенных металлических заготовок из стали и цветных металлов до 4-6мм, заменяя наборы спиральных свёрл для высверливания разных диаметров отверстий.
Представляет универсальные конусное сверло сделанного из быстрорежущей инструментальной стали с добавлением кобальта или с напылением нитрида титана, что усиливает его прочность.
Их можно применять не только для металла, но и делать отверстия в пластике, гипсокартоне, дереве. Могут быть установлены на шуруповёрт, дрель или сверлильный станок.

Область применения
Конические сверла по металлу применяются для получения отверстий в листовом и тонкостенном металле. Обычно толщина обрабатываемого металла составляет от 1 до 4 миллиметров и зависит от высоты ступени сверла. Если высота ступени составляет 4 миллиметра, то и максимальная толщина листа или металлопроката, которые поддаются обработке, составит, соответственно, 4 миллиметра. Ступенчатое сверло позволяет работать даже с тонколистовым металлом.
Главным отличием от других типов является то, что при помощи одного сверла можно получить сразу несколько типоразмеров отверстий.
Отметим, что бывают также сверла конические для обработки не только металла, но и древесины, пластика, гипсокартона, текстолита.
Коническое сверло (иногда мастера называют его сверло морковка) выделяется также тем, что при правильной работе с ним отверстие практически не имеет дефектов. Грамотное использование инструмента позволяет получить ровные стенки и края отверстия, отсутствие заусенцев и трещин. После сверления отсутствует необходимость дополнительной обработки отверстий. Поэтому часто мастера используют их для того, чтобы исправить дефекты отверстий, полученных другим типом сверлильного инструмента.
Качественное конусное сверло по металлу имеет твердые острые кромки, что позволяет ему работать с металлом с высокой плотностью и твердостью. Некоторые сверла также имеют абразивное напыление, что еще больше повышает их эффективность. Там, где другой инструмент бессилен, часто очень удобно воспользоваться рассматриваемым видом сверл.
Конусное сверло имеет острый наконечник, что позволяет проводить операцию сверления без предварительного кернения и дополнительной центровки.
Конусные сверла

Форма рабочей части таких сверл представляет собой конусный ряд пошаговых кольцевых переходов и продольно-спиральной или просто продольной канавки, образующей острые режущие кромки. Благодаря этому появляется возможность использования одного инструмента для получения отверстий разных диаметров. Таким образом мы экономим не только время на замену сверл во время работы, но и деньги на их ассортимент.
Поступательные изменения размеров выполнены с наличием плавных переходов между ступенями. Такая форма поверхности способствует легкому вращению и повышению эффективности обработки листовых материалов. Использование высокопрочных сталей для изготовления режущих кромок на ступенчатых сверлах обеспечивает им более продолжительные сроки эксплуатации без выполнения заточки.
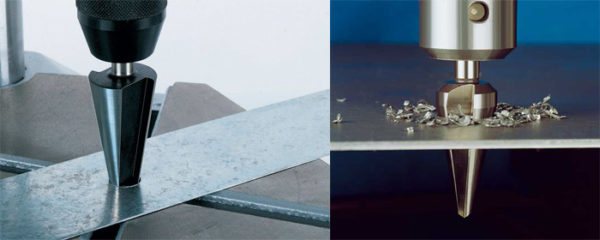
Пример работы конусного сверла
Инструмент позволяет за один раз выполнять технологические операции, для которых в обычных условиях необходимо последовательное применение нескольких инструментов. Обработка материала может производиться на высокой скорости, гарантируя отличное качество кромки, даже при самой небольшой толщине листа. Подобная форма расположения режущих кромок дает возможность сверления не только листовых сталей, но и мягких цветных сплавов, древесины, пластмасс, гипсовых и других изделий.
Острый наконечник освобождает от необходимости предварительного кернения и обеспечивает точное положение инструмента при работе. Ступенчатые сверла можно устанавливать на стационарные станки, переносные ручные дрели, а при наличии переходников даже на перфоратор и болгарку.
Вывод. Учитывая особенности конструкции и технические возможности сверл, можно сказать, что главное назначение этого инструмента состоит в сверлении отверстий в тонких листовых заготовках. Кроме этого их используют для исправления образовавшихся дефектов после применения традиционных буров в виде заусенец, нарушения центровки, треугольных отверстий и других. Поэтому такие сверла широко применяют при ремонте автомобилей, установке сантехники, изготовлении электрощитов, в строительстве и отделочных работах.
Виды ступенчатых (конусных) сверл
Как было отмечено, конусные сверла бывают с плавным переходом диаметра и с шаговым, ступенчатым. Наибольшее применение нашли сверла ступенчатые, поскольку они позволяют получить отверстие строго определенного размера с ровными стенками. Отверстие, полученное плавным конусным сверлом, всегда будет иметь небольшой уклон. В случае работы с тонколистовым металлом это будет малозаметно.
В общем случае качество ступенчатых сверл можно классифицировать по цвету:
- Серый металлический оттенок. Обычно такой инструмент выполнен из инструментально стали невысокого качества. Дополнительной термической обработки при его изготовлении также не было предусмотрено. Абразивного покрытия на поверхности сверла не имеется. Такие сверла не следует приобретать, если предполагается их регулярное использование, а также работа с толстым и прочным металлопрокатом.
- Сверла черного цвета. Такой инструмент при производстве был подвергнут термической обработке. Была произведена обработка паром и последующая закалка. Такая обработка увеличивает твердость инструмента и повышает его эксплуатационный ресурс. Но все равно не рекомендуется работать такими сверлами с нержавеющими и другими высокопрочными сталями.
- Тускло золотистый цвет. Ступенчатое сверло по металлу, которое имеет бледно желтый цвет, изготавливается из металла с добавление легирующих добавок, чаще всего кобальта. Такой инструмент подвергается закалке с последующим отпуском, что снимает внутренние напряжения и увеличивает прочность и долговечность инструмента. Сверлами такого цвета можно обрабатывать прочные легированные и нержавеющие стали.
- Ярко золотистый оттенок. Инструмент такого цвета является наиболее высококачественным и предназначен для работы с толстостенными сталями высокой прочности. Стали, из которых изготавливается инструмент, получают добавлением нитрида титана и последующей термической обработкой.
Скорости оборотов/мин. ступенчатого сверла для сверлильного станка
| Материал | Сталь | легированная сталь | Чугун | Алюминий |
| Ø, мм | Оборотов/мин | Оборотов/мин | Оборотов/мин | Оборотов/мин |
| 4,0-12,0 | 1700-580 | 1550-520 | 800-250 | 2350-790 |
| 4,0-20,0 | 1700-350 | 1550-300 | 800-160 | 2350-470 |
| 12,0-20,0 | 600-350 | 520-300 | 250-160 | 790-470 |
| 4,0-24,0 | 1700-280 | 1550-250 | 800-130 | 2350-400 |
| 6,0-30,0 | 1200-230 | 1000-200 | 530-100 | 1590-310 |
Как пользоваться ступенчатым сверлом по металлу
- Для более точного позиционирования, лучше наметить отверстие керном, для предотвращения проскальзывания.
- Используйте для смазки сверла от перегрева в процессе работы машинное масло или специальные средства (спрей, карандаш).
- Для качественного сверления, лучше использовать дрель от 3000 оборотов/мин. и выше, с дополнительной рукояткой, чтобы избежать перекосов.
- При сверлении отверстия большего диаметра, нужно потихоньку снижать обороты, чтобы отверстия не получилось большего диаметра, из-за снятии фаски конической частью.
Форма и размеры

Все конусные сверла по металлу, как уже упоминалось, имеют форму конуса и могут иметь плавный переход диаметра и ступенчатый. Наибольшее распространение среди слесарей и получило ступенчатое сверло по металлу.
Это обусловлено тем, что им проще работать, поскольку переход с размера на размер при сверлении четко виден, и достичь нужного диаметра не составит труда. Полученное отверстие имеет довольно высокое качество поверхности и не требует дополнительной чистовой обработки. А довольно плавный переход с одной ступени на другую образует фаску для предварительно просверленного отверстия.
Ступенчатые сверла различаются между собой количеством ступеней, их высотой, диапазоном диаметров и шагом. Обычно диаметр наименьшей ступени сверла равен 4 миллиметра. Максимальный размер отверстия, которое способен высверлить ступенчатый инструмент составляет до 40 миллиметров. Стандартная высота ступени составляет 4 миллиметра. От этого значения зависит, какую толщину металла способен обработать инструмент.
Последовательное увеличение диаметра может быть на 2 или 3 миллиметра. Стандартный шаг составляет 2 миллиметра. Обычно если конусное сверло имеет большой разброс размеров диаметров (например, от 4 до 40), то шаг в таком случае может быть 3 или 4 миллиметра.
В специализированных магазинах можно найти ступенчатые сверла с различным рядом диаметров, поэтому их следует подбирать под конкретный набор задач.
Кроме рабочей части сверла инструмент различается также формой и размерами хвостовика. Хвостовик может иметь цилиндрическую форму различных диаметров, шестигранную или трехгранную форму, а также специализированный профиль под специфические разъемы производителей ручного инструмента. Ступенчатое сверло по металлу может быть установлено на шуруповерт, перфоратор либо сверлильный станок.
Критерии выбора

| Производитель | К популярным производителям можно отнести: matrix, БАРС, ЗУБР, Энкор, Vira, STAYER, |
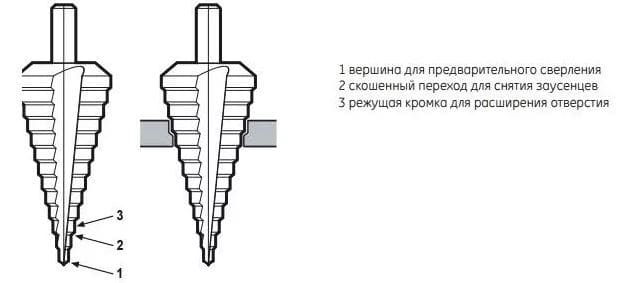
| Тип сверла | Двух типов (рисунок выше) — со спиральной и прямой канавкой. С прямой канавкой — имеют простую геометрическую форму и лучше поддаются заточки. Со спиральной — хорошая плавность хода, высокая режущая способность и лучший отвод стружки. |
| Количество ступеней | Бывают небольшие сверла 3-6 ступеней, а также многоступенчатые, где 10 уровней, что даёт возможность сделать 10 разных отверстий по диаметру. |
| Диаметр сверления | Может варьироваться от 4 до 12, от 6 до 30, от 4 до 40 мм, всё зависит от количества ступеней и размеров рабочей части. |
| Длина рабочей части, мм | 57, 70, 76,, 81, 100, 105, 115 мм. Шаг 1, 2, 3 мм |
| Тип хвостовика | По типу хвостовиков можно разделить на: шестигранные, цилиндрические, трёхгранные, канонические. |
| Диаметр хвостовика, мм | Составляет от 6 до 12 мм |
| Материал сверла | HSS (High Speed Steel) — свёрла из быстрорежущий стали, изготавливаются из 3 видов стали: Вольфрамовая (T1–T15), Молибденовая (М1–М36), Высоколегированная (М41–М62). HSS-G — режущая кромка обработана кубическим нитридом бора, что продлевает жизнь сверла. HSS-G TiN — с содержанием нитрид титана. HSS-E — в составе присутствует кобальт и другие высокопрочные металлы |
Особенности маркировки
Ступенчатые сверла по металлу не всегда могут иметь маркировку. Не стоит искать маркировку на дешевом китайском инструменте либо отечественных сверлах сомнительного производства. Такие производители могут иногда наносить на сверла либо их упаковку только им понятные обозначения, которые никак не характеризуют инструмент, а служат лишь для внутренней классификации. Но качественный профессиональный инструмент заслуживающего доверия производителя всегда имеет маркировку.
В стандартном случае грамотная маркировка должна содержать в своем обозначении все основные размеры инструмента, материал изготовления, а также характеристики твердости либо прочности.
Рассмотрим на примере обозначение маркировки ø4-20/2 HSS4241-Co HRC 62.
Такую маркировку конусного сверла следует читать следующим образом:
- ø4 – диаметр первой наименьшей ступени инструмента (диаметр наименьшего отверстия, которое можно получить);
- ø20 – диаметр последней наибольшей ступени инструмента (диаметр наибольшего отверстия, которое можно получить);
- 2 – значение шага диаметров (4-6-8-10-12-14-16-18-20);
- HSS 4241 – обозначение материала, из которого изготовлен инструмент. HSS (High Speed Steel) – быстрорежущая сталь, 4241 – марка стали;
- Со – в материале, из которого изготовлен инструмент, содержится кобальт, что придает ему прочность и долговечность;
- HRC 62 – значение твердости по Роквеллу.
Но чаще всего вместо маркировки производитель указывает на упаковке основные характеристики конусного сверла по металлу. Причем описание характеристик часто сопровождается пояснительными изображениями для облегчения понимания у потребителя.
Отличия конусного гладкого и ступенчатого сверла
Перед тем, как выяснить сферу применения и достоинства конусных устройств, разберемся с их разновидностями. Гладкотельные элементы в виде конуса сверлят тонколистовую сталь, увеличивая постепенно размер отверстия. Чтобы просверлить отверстие необходимого диаметра таким сверлом, требуется периодически останавливаться, и производить замеры. Этот недостаток некоторые производители гладкотельных конусных сверл устраняют путем нанесения цифровой разметки.
Ступенчатые элементы позволяют с большей точностью просверлить отверстие благодаря наличию степеней. При сверлении происходит плавный переход по ступеням, и в итоге оператор может легко отследить, какой диаметр имеет отверстие. Надо отметить, что конусные сверла стоят достаточно дорого. Их цена составляет от 2 тысяч рублей и более. Все зависит от материала изготовления, а также размеров сверлимых отверстий. Многие могут подумать, что конусные устройства являются абсолютно бесполезной оснасткой из Китая, пока не испытают режущий инструмент в действии. Мастера открыто заявляют, что при необходимости частого сверления тонколистовых материалов, рекомендуется использовать именно конусные режущие насадки.
Достоинства и недостатки этих сверл
Для того чтобы просуммировать изложенный материал и помочь вам в принятии решения о необходимости приобретения ступенчатого сверла выделим положительные и отрицательные стороны данного типа инструмента.
К достоинствам можно отнести следующие характеристики:
- одно ступенчатое конусное сверло может заменить целый набор сверлильного инструмента (до 16 обыкновенных сверл);
- полученные отверстия имеют очень высокое качество поверхностей, что делает необязательным последующую чистовую обработку;
- возможность работы с тонколистовой сталью;
- экономия на приобретении полного набора типоразмеров сверл;
- конусные сверла имеют небольшую по сравнению с другим типом сверл длину, что упрощает работу;
- качественные сверла имеют высокую надежность и долговечность;
- возможность сверления на высоких оборотах позволяет повысить производительность процесса.
Из недостатков ступенчатых сверл выделим такие их особенности:
- по сравнению с другими типами сверлильного инструмента конусные сверла имеют более высокую стоимость;
- при работе с гладкими конусными сверлами получить точное значение диаметра довольно сложно даже для профессионала;
- для работы с данным типом инструмента нужно иметь определенные навыки;
- произвести заточку ступенчатых конусных сверл довольно непросто, особенно в домашних условиях.
Как продлить срок службы сверла
Чтобы сверло меньше изнашивалось, необходимо соблюдать некоторые правила работы.
- Не перегревайте сверло. Для этого работайте с интервалами и используйте охлаждающую жидкость.
- Установите правильную скорость вращения. Ее выставляют с учетом типа и диаметра сверла, а также материала.
- Извлекайте стружку. Периодически извлекайте сверло из отверстия и удаляйте стружку, так оно не застрянет в обрабатываемой детали.
- Просверливайте отверстия в несколько подходов. Если требуется сделать отверстие диаметром более 6 мм, используйте сверла разного размера (от большего к меньшему), это гарантирует более высокую точность работы.
Как правильно выбрать ступенчатое сверло?
Для правильного выбора ступенчатого сверла нужно определиться с целями, для которых будет использоваться инструмент. Таким образом, необходимо определить отверстия каких размеров необходимо сверлить. Особенно важно значение наименьших и наибольших диаметров, которые планируется выполнять.
Также следует определиться на каком ручном инструменте либо станке будет использоваться сверло. От этого зависит тип хвостовика, который должен быть на сверле. Поэтому следует внимательно изучить разъем патрона под сверло и четко знать форму и размеры хвостовика. Если же хвостовик не будет подходить под имеющиеся разъемы, придется отдельно приобретать специальный переходник.
Важно определиться с производителем и уровнем инструмента. Как уже отмечалось, ступенчатые конические сверла ярко-золотистого цвета производятся с примесями кобальта и титана, с абразивным покрытием и имеют высокую твердость. Они прослужат дольше и позволят работать с толстым прокатом, нержавеющими и легированными сталями.
Ищите в маркировке или на упаковке обозначение HSS, что означает, что сверло изготовлено из быстрорежущей стали. Старайтесь не покупать сверла сомнительного китайского производства.
Как правильно сверлить
При наличии острого инструмента можно выполнить высверливание отверстия в заготовке металла толщиной не больше 4 мм. Для правильной работы рекомендуется следовать следующей последовательности действий:
- Место, в котором необходимо высверлить отверстие, отметить посредством использования керна.
- Во время сверления инструмент необходимо держать перпендикулярно по отношению рабочей поверхности металлической заготовки.
- Болгарка (шуруповерт) должны работать на небольших оборотах. Их величина зависит от диаметра: с увеличением диаметра, уменьшается скорость вращения инструмента.
- В результате сверления повышается рабочая температура рабочей поверхности. Для ее понижения рекомендуется применять тонкий слой масла для смазки инструмента.
Нарушение процедуры работы может привести к его быстрому затуплению.
Важно не только придерживаться рекомендаций эксплуатации инструмента, но и его правильный выбор. Качество сверла во многом зависит от цвета металла, из которого оно изготовлено. Например:
- Стальной с оттенком серого. Свидетельствует о то, что готовый инструмент не повергался термообработке. Такой буравчик прослужит недолго.
- Черный. После изготовления сверло подвергалось обработкой посредством применения горячего пара. Благодаря этому увеличивается и прочность металла.
- Золотистый. Такой цвет буравчика означает, что металл избавлен от напряжения. Это увеличивает его качество и прочность.
- Ярко-золотистый. Такой цвет говорит о высоком показателе износостойкости. При создании такого инструмента используется металл, содержащий в себе примеси нитрид титана. Они отличаются высокой стоимостью и длительным сроком эксплуатации.
При правильном использовании и выборе ступенчатого буравчика, инструмент прослужит верно и долго.
Как делается заточка конусных сверл?
Конусные сверла являются дорогостоящим, но в то же время довольно надежным и долговечным режущим инструментом. Но в любом случае через некоторое время их режущие кромки тупеют, и инструмент теряет свои характеристики. Некоторые ступенчатые конусные сверла предназначены для затачивания, а некоторые не затачиваются. Те, которые не предназначены для затачивания, характеризуются высоким качеством режущих кромок и долговечностью.
Если сверло имеет прямую продольную канавку, то заточку можно произвести вручную. Если же канавка спиралевидная, то заточку следует производить на заточном станке при помощи абразивного круга. При этом важно сохранить угол и размеры режущей кромки на каждом диаметре ступенчатого сверла. Абразивный круг, которым производится заточка, обязательно должен быть мелкозернистым. Если под рукой имеется аналогичное сверло с не затупленными кромками, можно взять его за шаблон и ориентироваться на его размеры и профиль режущей кромки.
Технология сверления нержавейки
Если вы правильно подобрали соответствующее сверло и уже имеете, чем сверлить нержавейку, необходимо разобраться в правильной технологии металлорежущих операций. Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла.
Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Сверление мойки

Часто возникает вопрос о том, как просверлить отверстие в мойке из нержавейки. Тут важно понимать, что сначала мойку следует демонтировать, чтобы не повредить сантехнические элементы и тумбочку. Затем мойку нужно установить на ровную горизонтальную поверхность. Далее размечается место будущего отверстия и производится его кернение. Если отверстие предназначено для установки смесителя и имеет большой диаметр, то лучше использовать конусное ступенчатое сверло, поскольку металл корпуса мойки тонкостенный.
Если же вы сомневаетесь в том, как просверлить нержавейку дрелью, то больших особенностей от изложенной выше технологии нет. Главное использовать подходящее сверло и обеспечить его хорошую центровку. Используйте дрель с регулировкой оборотов, крутящий момент установите на положение, близкое к максимальному. Ручная дрель может помочь в получении отверстия диаметром до 10 – 12 миллиметров.
СВЕРЛО ПОСЛЕ
Покрытие во многих местах облезло:

Если просто проверить сверло на ощупь, то субъективно оно сохранило былую остроту, однако давайте посмотрим на картину более внимательно через мой карманный микроскоп. Кончик сверла слегка подзатупился:
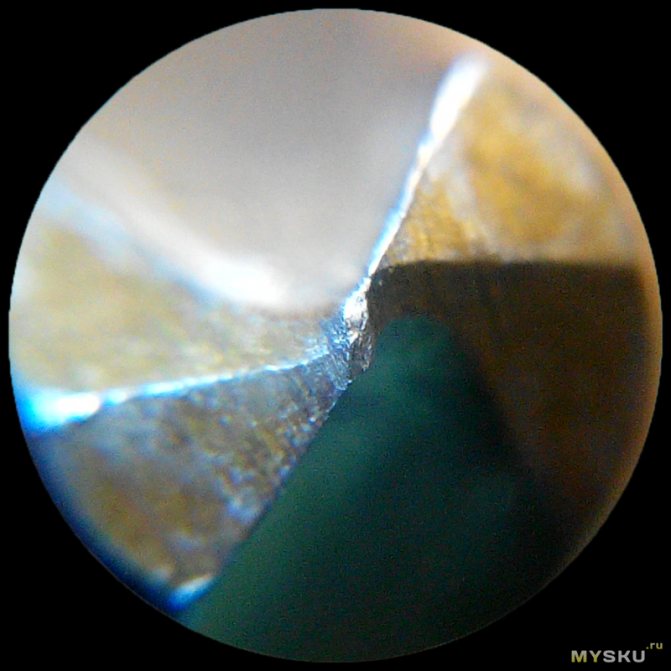
Теперь обратим внимание на режущую часть — уголки, как можно заметить, тоже затупились:
Также замины можно увидеть на самой режущей кромке, но уже в меньшей степени:
Хитрости при сверлении нержавейки
Как видно из статьи, процесс сверления нержавеющей стали является довольно трудоемким и требует определенных навыков и подготовки.
Мы подготовили несколько полезных советов о том, как просверлить нержавейку:
- Стружка металла при сверлении должна быть длинной и выходить равномерными участками, мелкая же стружка темного цвета говорит о том, что скорость вращения подобрана неправильно, а также режущие кромки сверла чрезмерно нагреваются.
- При отсутствии под рукой подготовленной смазки можно использовать обычное растительное или оливковое масло, также отлично подойдут свиной жир или сало.
- Для работы с тонколистовой нержавеющей сталью можно воспользоваться специальным сверлом-пером для керамогранитной плитки.
- Процесс сверления желательно производить на низкой частоте вращения режущего инструмента, и если дрель не имеет функции регулирования оборота, производите сверление кратковременными ее включениями и отключениями на 2-3 секунды.
- При отсутствии кобальтового сверла можно использовать победитовый инструмент с заточкой режущих кромок под 135 градусов.
- Перед началом процесса сверления следует накернить заготовку, что облегчит центровку сверла.
- При сверлении заготовки повышенной толщины можно предварительно нагреть место обработки при помощи газовой горелки, при остывании нагрев периодически можно повторять.
- При обработке тонких деталей из нержавейки (до 1 миллиметра) можно использовать качественное перовое сверло по дереву, как показывает опыт, отверстия получаются ровные и с точными размерами.