[Сверло ступенчатое по металлу] еще может называться конусным, первый вариант названия инструмент получил за счет своего внешнего вида.
Каждая его ступень, образующаяся за счет плавного спирального перехода, имеет свой диаметр, что позволяет в процессе сверления определять, какой размер на данный момент имеет отверстие.
При этом начинающие мастера имеют плохое представление, зачем нужны ступенчатые сверла, если существует великое множество различных приспособлений, позволяющих выполнить любое отверстие в металле.
Многим может показаться, что покупка ступенчатого сверла – напрасная трата денег, тем более что цена на данную категорию инструментов достаточно высока.
Чтобы развеять неполезные сомнения, рассмотрим, какими достоинствами обладает конусное изделие и в каких случаях оно может применяться.
Какие ступенчатые сверла по металлу лучше выбрать
Чтобы сделать качественное отверстие в металле необходимо подобрать сверло, которое позволит справиться с такой задачей. Если требуется выполнить высокоточную работу в листовом материале толщиной до 4 мм, то наиболее подходящим для этого будет сверло ступенчатое по металлу. Такие режущие изделия не только имеют повышенную точность, но и требуют правильного подхода к выполнению сверлильной операции.

Чтобы осуществить обработку материала правильно, необходимо знать некоторые нюансы подбора и использования такого инструмента. О всех тонкостях обработки металла с использованием конусных свёрл, будет подробно рассказано ниже.
Основные виды заточки
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения
.
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром в 3 мм. В процессе выполнения работы возможно «выкрашивание» кромки, поэтому необходимо быть очень аккуратным. Чтобы правильно заточить изделие, его следует приложить к кругу и перемещать параллельно поверхности.
- Коническая процедура предназначена для более крупных инструментов по металлу. В данном случае инструмент необходимо держать обеими руками, производя последовательное затачивание.
- Доводку выполняют после окончания заточки. Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы
.
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума
, а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Как заточить ступенчатое сверло своими руками
Длительное использование буравчика приводит к тому, что оно становится тупым. Это вызывает необходимость в обладании информации о том, как его правильно заточить. Несмотря на то, что это нелегкая процедура, при наличии достоверной информации и навыков все получится.
Процедура заточки конусного сверла требует соблюдения такой последовательности действий:
- закрепить буравчик при помощи тисков;
- установить на болгарке точильный круг;
- соблюдая аккуратность, заточить режущие стороны, которые подверглись повреждению.

Известно несколько вариантов заточки ступенчатого сверла. Например:
- Одноплоскостная. Посредством этого вида заточки выполняется заточка инструментов, толщина которых не превышает 3 мм. В процессе заточки рекомендуется приложить инструмент к заточному кругу, перемещая буравчик вдоль круга. Стоит отметить, что использование этого вида заточки может привести к небольшому повреждению режущей кромки сверла.
- Коническая. Рекомендуется применять для заточки буравчиков длиной от 3 мм и больше. В процессе работы рекомендуется легко прижать сверло к кругу и аккуратно перемещать его по рабочей поверхности.
- Доводка. Используется для исправления небольших погрешностей и неточностей, возникших после заточки. Для работы следует брать мягкий заточной камень.
Самостоятельная заточка ступенчатых буравчиков требует отличного освещения, зрения и аккуратности.
Виды заточки
Одноплоскостная
Применяется, как правило, для сверл не более 3 мм. Недостатком является то, что в процессе работы может произойти частичное «выкрашивание» кромки, поэтому такая методика требует особой аккуратности. Смысл в том, что инструмент прикладывается к кругу и перемещается параллельно его рабочей поверхности.
Коническая
Подходит для сверл более 3 мм. Инструмент удерживается двумя руками, при этом производится последовательное затачивание перьев (легкий прижим к камню с небольшим «покачиванием»).
Доводка
Ее желательно делать после того, как сверло заточено. Задача – удалить мельчайшие зазубрины, отшлифовать режущие кромки. Для этого применяется соответствующий камень («мягкий»).
Для многих людей самостоятельная заточка инструмента на эл/наждаке сопряжена с определенными трудностями или становится невозможной. Причина – плохое зрение.
Судя по сообщениям на различных форумах, не помогают ни хорошая подсветка, ни очки с большими диоптриями. Тем, для кого это действительно проблема, можно посоветовать приобрести специальный станок. Например, китайского производства. Стоит он недорого – порядка 1 500 рублей.
И несмотря на то, что к продукции из этой страны у нас отношение, мягко говоря, «настороженное», о таких изделиях (например, «Калибр -эзс 200с») очень хорошо отзываются те, кто уже с ними работал. Ассортимент станков довольно большой, так что выбор всегда есть («Микра-10» и ряд других).
Для обеспечения большей точности заточки и облегчения этого процесса можно изготовить специальное приспособление. Его смысл понятен из рисунка.
Если под рукой нет эл/наждака (и строгих требований к углу), то для заточки сверла можно использовать «болгарку».
Видеоролик от уважаемого мастера Виктора Леонтьева наглядно демонстрирует весь процесс, поэтому если некоторые нюансы заточки остались непонятными, стоит его просмотреть:
- Существующие способы заточки
- Советы по заточке сверла по металлу, которые нужно знать
Если нужно сверлить древесину, то об остроте сверла можно не думать, так как подобное изделие может несколько лет использоваться без заточки. Однако когда нужно сверлить металл, то на остроту сверла следует обратить особое внимание. Следует понимать, что металл может сверлиться исключительно острым приспособлением. Чтобы ощутить разницу, можно взять новое изделие.
С каждой минутой сверло погружается в заготовку все медленнее, при этом на него нужно будет с каждым разом больше давить. Скорость затупления данного приспособления будет зависеть от оборотов, охлаждения и других показателей. Если планируется произвести большой объем работы, то нужно будет купить достаточно большое количество сверл, что не всегда удобно. Чтобы этого избежать, нужно научиться правильно затачивать сверло по металлу.
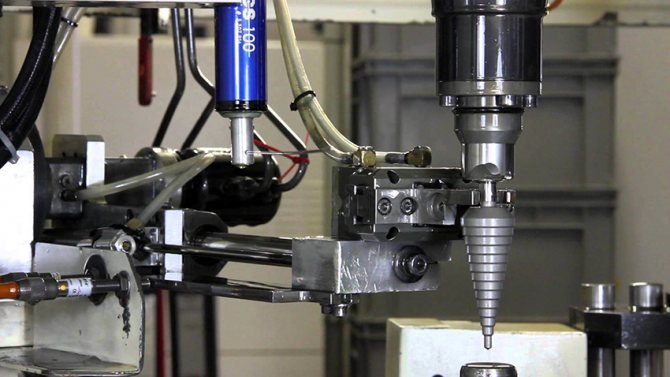
Конструкция и характеристики конусно-ступенчатого сверла
Данные инструменты имеют довольно сложную конструкцию. Их конфигурация может отличаться в зависимости от разновидности. Рассмотрим более подробно, из каких частей состоят такие изделия. Вершина сверла представлена заостренным наконечником, который дает возможность без особого труда врезаться в металл любой плотности.
Для обработки металлических листов применяются и другие инструменты, например, корончатые. Сверло по металлу такого типа не требует применения вспомогательных центрирующих приборов, однако для работы с тонким металлом оно не подходит. Спиральные аналоги тоже не позволяют точно выполнить подобную работу.
Ступенчатые изделия очень эффективны при работе с алюминиевыми, стальными, медными и другими листами и трубами. Инструменты такого типа имеют форму конуса, который включает в себя 2 канавки. Они способствуют сверлению материалов. Во время работы при переходе на следующий уровень образуется фаска для отверстия, которое создается предыдущей ступенью.
Благодаря своей конструкции ступенчатые сверла подходят для работы с медными, стальными и алюминиевыми листами
Сверло ступенчатое по металлу 4-32 мм имеет и противоположенный конец, который крепится в патроне инструмента. Противоположный конец, или же хвост, имеет максимально подходящую для этого конструкцию и состоит из шести граней. Преимущества подобных инструментов неоспоримы, поэтому именно их рекомендуют многие мастера для работы с металлическими деталями.
Особенности и преимущества использования конусных сверл
Режущие кромки ступенчатого приспособления имеют высокий показатель прочности, за счет чего обеспечивается большой рабочий ресурс.
В отличие от обычных сверл по металлу, ступенчатый инструмент позволяет выполнить ряд работ, для которых в ином случае пришлось бы использовать перечень других инструментов.
Именно из-за подобной универсальности цена на ступенчатые сверла слишком высока.
Вторым преимуществом использования сверлильного изделия считается скорость сверления, при которой даже у тонкого листового металла не снижается качество кромки.
Помимо металла с применением конусных приспособлений, можно работать с гипсокартоном, деревом, пластиком и прочими материалами.
Плотный металл также не является проблемой, с которой не может справиться ступенчатое сверло.
Его острый наконечник легко врезается в металлическое изделие с самой плотной структурой. При этом нет необходимости пользоваться центрирующим элементом, что упрощает рабочее действие.
Своеобразная конструкция конусных изделий позволяет исключить применение угловой шлифовальной машинки и надфиля, при необходимости отшлифовать готовое отверстие.
Поступательные каналы приспособления отличаются между собой размером и имеют плавный переход 35-450, что в свою очередь на 50% повышает эффективность сверлильных работ с тонким металлом.
ВАЖНО ЗНАТЬ: Сборка кузнечного молота своими руками
Кроме того, их конструкция содействует усилению режущих свойств инструмента, заодно обеспечивает его плавный ход при обработке металла.
Такая насадка может использоваться как для автоматизированного, так и ручного устройства.
Особую прочность конусному изделию придает абразивное напыление.
Оно может быть выполнено из алмазной или титановой крошки, благодаря которым нет необходимости часто затачивать изделие при условии нормированных нагрузок.
Видео:
Цена на конусные сверла по металлу зависит от диаметра их рабочей части и типа напыления, на данный момент может составлять от 2 тыс. до 5 тыс. рублей.
Решить проблему «рваных» отверстий, которые могут иметь различную конфигурацию, проще всего с помощью ступенчатого сверла по металлу.
При правильно подобранном диаметре инструмента, можно облагородить любую неудачную попытку сделать отверстие.
Кроме того, конусное сверло незаменимо в работе с тонколистовым металлом, стеклотекстолитом и пластиковыми изделиями.
Поэтому ступенчатое сверло можно назвать приспособлением «на все случаи жизни», его хорошо иметь специалистам различных мастерских, монтажникам и домашним умельцам.
В нашем видео можно посмотреть, как работать таким инструментом.
Преимущества конусных свёрл
Ступенчатые изделия имеют следующие положительные свойства:
- позволяют сделать отверстие с более ровными кромками в сравнении со спиральными и перовыми аналогами;
- для отверстий различных диаметров применяется одно ступенчатое сверло;
- идеально центрирует отверстие;
- используется для обработки очень тонкого листового металла;
- идеально подходит для обработки цветных металлов;
- при больших объёмах работ позволяет экономить время за счёт отсутствия необходимости в частой замене свёрл различных диаметров.
Ступенчатое сверло позволяет не только выполнить качественное сверление металлов, но и исправить дефекты отверстия, которые были сделаны изделиями другого типа. Например, при смещении центра отверстия во время использования спиральных аналогов, конусным можно полностью исправить дефект.
Также возможно расширить отверстия при необходимости до фиксированного диаметра. Несмотря на более высокую стоимость конусных свёрл, при частом использовании удаётся добиться значительной экономии. За счёт отсутствия необходимости в приобретении большого количества инструментов разного диаметра.
Конусный бурав позволяет во время сверления снять фаску и поэтому не требуется дополнительное время, что позволяет экономить время при больших объёмах работ.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности
.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы
. Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки
.
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением
. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Многие люди не учитывают это и производят необходимые им работы, пока сверло полностью не поломается, после чего перестают использовать изделие и приобретают новое. Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Просверлить металл можно исключительно заточенным приспособлением. Если в начале выполнения работы произойдет скрип в месте, где соприкасается инструмент с металлом, то это означает, что сверло затупленное. В таком случае приспособление будет прокручиваться, сильно тереться о металл и выделять тепло при сверлении.
Затупленное сверло
Мастера для собственных нужд используют чаще всего небольшие сверла, диаметр которых составляет менее 16 мм. Чтобы заточить затупленное приспособление, рекомендуется использовать специальные конструкции.
Для выполнения заточки можно применить такие инструменты:
- станок для заточки с абразивным кругом;
- машинка для шлифования;
- электрическая дрель с подходящей насадкой.
Можно применить и другое устройство для заточки, на которое есть возможность смонтировать специальный камень и сделать так, чтобы он вращался. Подобное изделие должно обеспечить скорость прокручивания вала более 800-1000 об/мин.
Проверка заточки сверла
После того, как визуальный осмотр будет показывать, что режущие кромки гладкие и острые, проверьте, соблюден ли правильный угол заточки сверла по металлу и соответствует ли нормативам длина рабочих кромок. Для оценки понадобится специальный шаблон, угломер или транспортир, а также штангенциркуль.

Проверка штангенциркулем соответствия длин режущих кромок
Какие параметры нужно проверять?
- Не завален ли угол режущей кромки вперед. Наличие такой ошибки делает режущую кромку не самой высокой точкой зуба и формирует на задней поверхности горку. Из-за этого сверло трется о заднюю поверхность материала и не сверлит. Ошибку исправляют, затачивая сверло заново.
- Соответствуют ли длины режущих кромок от центральной точки на перемычке до боковых вершин режущих кромок. Это расстояние должно совпадать с обеих сторон, в противном случае диаметр итогового отверстия будет больше номинала.
- Проверить, что угол при вершине равен 120°. Определить угол заточки сверла по металлу можно при помощи покупного или самодельного шаблона. Важно проследить, чтобы углы при вершине совпадали у обоих зубов, иначе работать будет только одна сторона.

Правильная и неправильная заточка сверла
После проверки основных параметров просверлите любую заготовку из металла. Если заточка выполнена правильно, сверло будет плавно входить в металл, стружка равномерно выходить с двух сторон из канавок. А готовое отверстие будет превышать номинальный диаметр не более чем на 0,05–0,1 см.
После сверления заготовки подточите перемычку, чтобы уменьшить прилагаемое при работе усилие и уменьшить изнашиваемость инструмента.
Как изготовить шаблон для проверки заточки сверла?
Шаблон для проверки заточки сверла по металлу можно изготовить самостоятельно из листовой стали или жести. За ориентир можно взять шаблон из магазина. Самый простой шаблон можно изготовить из двух или трех гаек. Гайки идеально подходят для этих целей, так как являются правильными шестиугольниками, внутренние углы которых составляют 120°. Если же гайки соединить, угол между их гранями тоже будет равен 120°. Гайки можно приварить или приклеить друг к другу на термоклей.
Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.

Сверло винтовое по металлу Источник besplatka.ua
Смотрите также: Каталог компаний, что специализируются на монтаже металлоконструкций и инженерных сетей
Есть некоторые отличия заточки свёрл разного типа. К примеру, одноплоскостное сверло отличается от других тем, что у него задняя стенка пера имеет всего одну плоскость. А угол наклона этой плоскости варьируется в диапазоне 28-30°. Именно эту плоскость и надо заточить. Здесь важно сверло подносить к вращающемуся точильному камню параллельно этой задней плоскости. При этом инструмент вращать нельзя, даже небольшое отклонение приведёт к неправильно проведённой операции.
Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу. Здесь важно не отрывать оснастку от камня. То есть процесс проводиться в одно касание.
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.

Заточку надо проводить в одно касание Источник novate.ru
Для чего необходима подточка передней плоскости. Все дело в том, что, уменьшая угол наклона передней плоскости, увеличивается угол режущей кромки. А это увеличение стойкости инструмента к выкрашиванию металла с плоскости режущей кромки. К тому же надо добавить, что длина поперечной кромки резко уменьшается. То есть получается так, что кромка поперечины не режет, а скоблит металлическую заготовку. А точнее центральную часть высверливаемого места.
После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке.

Камень для заточки сверла Источник i.ytimg.com
Производители ступенчатых свёрл
Невысоким качеством отличается продукция произведённая в Китае (бывают исключения). Чтобы купить хорошее конусное сверло следует обратить внимание на инструменты изготовленные в Европе и России.
1. «Зубр» — ступенчатые буравы от отечественного производителя отличаются приемлемой стоимостью. Качество находится на достаточно высоком уровне.

Конусные свёрла могут изготавливаться из обычной инструментальной стали, так и с покрытием более износостойкими сплавами. В последнем случае цена будет значительно выше, но и качество режущей поверхности дольше будет оставаться в заточенном состоянии даже при выполнении большого объёма работ.
2. «Атака» — конические свёрла российского производства, которые по качеству, как и по стоимости, не уступают лучшим изделиям зарубежных фирм.

Отзывы о продукции данной фирмы только положительные, поэтому можно не переживать за качество, а чтобы не переплачивать следует подбирать инструмент с учётом максимального диаметра, который понадобится в работе.
3. «Bosch» — продукция этой немецкой фирмы отлично подходит для профессионалов и для работы с металлом в домашних условиях.

Маркировка диаметров на инструменте осуществляется с помощью лазерной установки, поэтому в случае долговременного использования надписи не стираются. Для увеличения скорости сверления вершина ступенчатого сверла «Bosch» затачивается крестообразно, а шлифование изделия осуществляется как в поперечном, так и в радиальном направлении.
Такая обработка инструмента позволяет при его использовании получать высококачественное отверстие, диаметр которого будет полностью соответствовать ступени изделия.
4. «Falon-Tech» — буравчики немецкой фирмы имеют дополнительное титановое покрытие, что позволяет увеличить ресурс инструмента более чем в 2 раза.
Продукция имеет лазерную маркировку диаметра и стандартный хвостовик, который идеально подходит для использования с шуруповёртом или ручной дрелью.
Несмотря на повышенное качество изделия, его стоимость остаётся на невысоком уровне. Если требуется приобрести конусное сверло для домашнего использования, то выбор изделий этой фирмы является самым оптимальным.
Все перечисленные режущие инструменты отлично справляются с сверлением металла толщиной до 4 мм. Если требуется работать с металлом потолще, то рекомендуется использовать корончатые свёрла.
Как правильно заточить спиральные сверла?
На периферии приспособления скорость резания будет минимальной, при этом режущие кромки будут нагреваться максимально. Обеспечить отвод тепла от угла кромки для резки достаточно сложно. Поэтому приспособление начинает затупляться с угла, после чего по всей режущей кромке. После этого начнет истираться задняя часть, на которой могут появиться штрихи и риски, идущие от кромки для резки. В процессе износа риски будут сливаться в единую полосу вдоль кромки. Риска будет сужаться к центральной части изделия. Поперечная кромка для резки в процессе износа сомнется.
При затуплении сверло начнет резко скрипеть. Если приспособление своевременно не заострить, будет выделяться достаточно большое количество тепла, в результате чего конструкция износится довольно быстро.
Рисунок 1. Таблица форм заточки сверл.
Для облегчения контроля геометрии сверла понадобится выполнить шаблон. При помощи подобного приспособления можно будет проверить, где надо дополнительно снять металл. Чтобы соблюдать симметрию, следует попытаться выполнять заточку всех участков с одинаковой силой нажима.
Элементы, которые будут нужны:
- круги для шлифования;
- втулки;
- вода;
- сода;
- алюминиевые, медные или стальные листы.
Вернуться к оглавлению
Существующие способы заточки
Точить изделие правильно по задним граням. Все зубцы должны быть заточены одинаково, однако следует знать, что достаточно сложно произвести подобную операцию вручную. Понадобится также создать необходимую форму грани и задать задний угол. Поэтому, для того чтобы наточить конструкцию, следует использовать специальные устройства. Если есть возможность, то следует затачивать подобные приспособления на специальном оборудовании. Однако в большинстве случаев в условиях мастерских на дому такой возможности нет. Чаще всего используется обыкновенное точило.
В зависимости от того, какую форму планируется придать заднему основанию, можно использовать разные виды заточки: с одной плоскостью, с двумя плоскостями, коническую, винтовую и в форме цилиндра.
Рисунок 2. Схема контроля правильности заточки сверла шаблоном.
Если использовать первый способ, то основание пера будет выполняться в виде плоскости. Задний угол в данном случае будет равен 29-30°. Достаточно часто кромки для резки выкрашиваются. Данный метод использовать проще всего, он предназначается в основном для изделий диаметром до 3 мм.
Чтобы заточить конструкции диаметром более 3 мм, следует использовать конический способ. Чтобы понять основные особенности заточки подобным способом, следует изучить схему конического метода на устройстве с углом 118°. На рис. 1 изображается круг для шлифования и прижатое к его торцевой части кромкой для резки и задним основанием сверло.
Следует представить конус, у которого образующая направляется вдоль кромки для резки и торцевой части круга для шлифования. Угол при вершине составляет 26°. Ось конструкции будет пересекаться с осью рассматриваемого конуса под углом 45°. Если прокручивать изделие вокруг оси представленного конуса, то на задней части сверла появится коническое основание. Если ось приспособления и представленного конуса будут в единой плоскости, то задний угол составит 0°. Чтобы получить задний угол, понадобится сместить ось затачиваемого приспособления по отношению к оси рассматриваемого конуса. В большинстве случаев смещение составляет 1/15 диаметра изделия. Вращение затачиваемого приспособления по оси рассматриваемого конуса при подобном смещении сможет обеспечить заднюю грань в форме конуса, задний угол при этом составит 12-14°. При увеличении смещения будет увеличиваться задний угол. Стоит помнить, что угол вдоль кромки для резки будет меняться и увеличиваться к центральной части конструкции.
Достаточно сложно выполнить все условия, если заточка производится вручную. Изделие, которое планируется заточить, нужно взять левой рукой за рабочую поверхность, а правой рукой нужно взяться за хвост.
Вернуться к оглавлению
Процесс заточки сверла по металлу
Рисунок 3. Схема заточки сверла.
Кромкой для резки и основанием изделие нужно прижать к торцевой части круга для шлифования и, начиная от кромки для резки, неспешными движениями руки, не относя сверла от круга, нужно начать его прокручивать, создавая на задней части пера конусное основание.
В таком случае не будут утеряны задние углы.
Другой метод, который достаточно часто используется в мастерских, заключается в следующем. Сверло нужно взять одной рукой за рабочую поверхность рядом с конусом, а другой рукой следует взять приспособление за хвост. Кромкой для резки сверло понадобится прижать к торцевой части круга для шлифования. После этого неспешными движениями другой руки, не относя изделия от камня, нужно прокрутить его вокруг оси, затачивая основание. В процессе заточки нужно попытаться сохранить при прокручивании сверла необходимый угол наклона к торцевой части круга для шлифования. Для этого лучше всего использовать втулки.
В результате подобной заточки на основаниях всех перьев будет конусное основание, заднего угла при этом не будет. В процессе работы трение заднего основания и нагрев будут увеличиваться. Возникнет трение о круг для шлифования, в результате чего инструмент будет нагреваться в процессе заточки. Это может вызвать отпуск закаленной части приспособления. Металл размягчится и потеряет твердость. Неправильное затачивание может привести лезвие приспособления в негодность.
Следовательно, заточка должна производиться с постоянным охлаждением конструкции в воде или в растворе воды и соды. Охлаждение не понадобится производить в процессе заточки изделий из твердых сплавов. Для охлаждения не допускается использовать масло. Если по каким-то причинам изделие затачивают вручную, то:
- за один раз следует снимать небольшое количество металла;
- производить заточку нужно с минимальной скоростью движения круга для шлифования;
- конструкция не должна нагреваться так, чтобы этого не смогла терпеть рука.
Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.
Как правильно сверлить
При наличии острого инструмента можно выполнить высверливание отверстия в заготовке металла толщиной не больше 4 мм. Для правильной работы рекомендуется следовать следующей последовательности действий:
- Место, в котором необходимо высверлить отверстие, отметить посредством использования керна.
- Во время сверления инструмент необходимо держать перпендикулярно по отношению рабочей поверхности металлической заготовки.
- Болгарка (шуруповерт) должны работать на небольших оборотах. Их величина зависит от диаметра: с увеличением диаметра, уменьшается скорость вращения инструмента.
- В результате сверления повышается рабочая температура рабочей поверхности. Для ее понижения рекомендуется применять тонкий слой масла для смазки инструмента.
Нарушение процедуры работы может привести к его быстрому затуплению.
Важно не только придерживаться рекомендаций эксплуатации инструмента, но и его правильный выбор. Качество сверла во многом зависит от цвета металла, из которого оно изготовлено. Например:
- Стальной с оттенком серого. Свидетельствует о то, что готовый инструмент не повергался термообработке. Такой буравчик прослужит недолго.
- Черный. После изготовления сверло подвергалось обработкой посредством применения горячего пара. Благодаря этому увеличивается и прочность металла.
- Золотистый. Такой цвет буравчика означает, что металл избавлен от напряжения. Это увеличивает его качество и прочность.
- Ярко-золотистый. Такой цвет говорит о высоком показателе износостойкости. При создании такого инструмента используется металл, содержащий в себе примеси нитрид титана. Они отличаются высокой стоимостью и длительным сроком эксплуатации.
При правильном использовании и выборе ступенчатого буравчика, инструмент прослужит верно и долго.
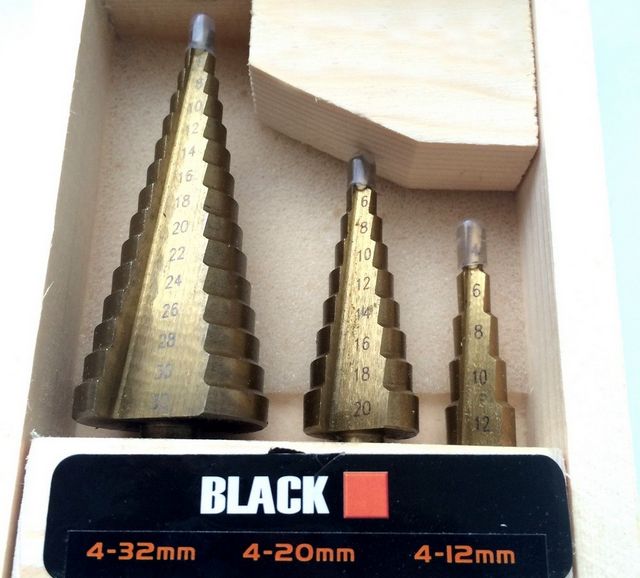
Выбор конусного сверла
Умение читать маркировку — ключевой навык для всех мастеров и конические свёрла здесь не являются исключением. Маркировка указывает на диаметры отверстий, которые способна сделать насадка, шаг ступеней и длину изделия. Также она даёт информацию о металле, из которого сделано приспособление. Например, маркировку Ø4−12/2 HRC 61±2 следует расшифровывать следующим образом:
- Ø4 — начальный диаметр;
- Ø12 — конечный диаметр;
- 2 — шаг диаметров ступенчатого сверла (при заданных параметрах возможно выполнение отверстий Ø4, Ø6, Ø8, Ø10, Ø12);
- HRC — марка стали (в примере это высококачественная быстрорежущая сталь);
- 61±2 — твёрдость по Роквеллу.
Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием. Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Конусные свёрла изготавливаются из более сорока различных марок стали. Рядовому потребителю необязательно разбираться во всех различиях между ними, прощезапомнить аббревиатуру HSS. Её присутствие означает, что сверло разрешается применять в высокоскоростной обработке, а при интенсивном нагреве оно не будет деформироваться или терять прочностных характеристик.
Определившись с геометрическими параметрами и материалом насадки, смотрят на её цвет. И дело здесь не в эстетике, поскольку по цвету определяют, какую дополнительную обработку изделие прошло на заводе:
- Поверхность ярко-золотистого цвета говорит о присутствии абразивного напыления, как правило, это нитрид титана (TiN, AlTiN). Напыление значительно продлевает срок службы сверла (на 25 и 50 процентов соответственно), но за повышенную износостойкость придётся заплатить.
- Золотистый цвет означает, что металл избавлен от внутренних напряжений.
- Чёрный инструмент проходит обработку паром, его прочность увеличена.
- Серо-стальные резцы не подвергают дополнительной обработке, при прочих равных условиях его срок службы и эксплуатационные характеристики уступают первым трём типам.
Характеристика марок
Приобретать изделия следует в проверенных магазинах, отдавая предпочтение известным брендам. Качество стали в дешёвых no-name свёрлах может не соответствовать действительности, а в сомнительных магазинах нередко продают банальный контрафакт по завышенной цене. Рекомендуется к покупке продукция марок:
- немецких: Falon Tech, Karnasch, Ruko, Topcraft;
- польских: Geko;
- российских: Атака, Глобус;
- украинских: Лезо, Зубр.
Благодаря тщательному контролю качества на европейских заводах, польские и немецкие инструменты более эффективны и долговечны, хотя стоят дороже. Свёрла из стран бывшего СССР — это компромисс между ценой и качеством, но при их выборе нужно убедиться в соответствии качества металла ГОСТу. От приобретения подозрительно дешёвых китайских изделий рекомендуется воздержаться.
Как продлить срок службы сверла
Чтобы сверло меньше изнашивалось, необходимо соблюдать некоторые правила работы.
- Не перегревайте сверло. Для этого работайте с интервалами и используйте охлаждающую жидкость.
- Установите правильную скорость вращения. Ее выставляют с учетом типа и диаметра сверла, а также материала.
- Извлекайте стружку. Периодически извлекайте сверло из отверстия и удаляйте стружку, так оно не застрянет в обрабатываемой детали.
- Просверливайте отверстия в несколько подходов. Если требуется сделать отверстие диаметром более 6 мм, используйте сверла разного размера (от большего к меньшему), это гарантирует более высокую точность работы.
Использование станков в домашних условиях
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
- ключи;
- цанги;
- запасные детали;
- светильник для рабочей зоны.
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Какие ступенчатые сверла по металлу лучше выбрать
Чтобы сделать качественное отверстие в металле необходимо подобрать сверло, которое позволит справиться с такой задачей. Если требуется выполнить высокоточную работу в листовом материале толщиной до 4 мм, то наиболее подходящим для этого будет сверло ступенчатое по металлу. Такие режущие изделия не только имеют повышенную точность, но и требуют правильного подхода к выполнению сверлильной операции.
Чтобы осуществить обработку материала правильно, необходимо знать некоторые нюансы подбора и использования такого инструмента. О всех тонкостях обработки металла с использованием конусных свёрл, будет подробно рассказано ниже.
Самодельные приспособления для заточки
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу
. Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой
, что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
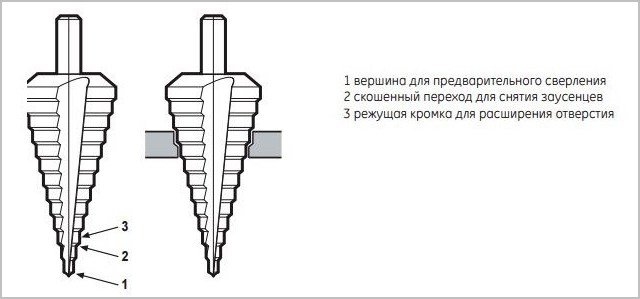
Самостоятельная заточка
Заточке подвергается только режущая кромка (канавка). Переходы ступенчатых свёрл затачивать запрещено, так как это ведёт к изменению геометрии рабочей поверхности и образованию заусенцев при работе. Неправильная заточка приводит к снижению качества инструмента, часто — к полной негодности.
Долгий срок службы конических свёрл предполагает необходимость периодической перезаточки. В домашних условиях проще всего ей поддаются свёрла с прямолинейной поступательной канавкой. Вручную это делают, пользуясь абразивными стержнями, алмазными брусками для ножей или наждачной бумагой.
Как заточить ступенчатое сверло по металлу со спиральной канавкой, необходимо знать любому домашнему умельцу. Процесс требует применения точильных станков, на которые сверло направляется так, чтобы абразивный круг проходил исключительно по спирали. Для одновременного плавного вращения применяют специальные приспособления, подача сверла вручную крайне не рекомендуется.
Источники
- https://pressadv.ru/metally/kak-zatochit-stupenchatoe-sverlo.html
- https://TehnoPanorama.ru/instrumenty/stupenchatoe-sverlo-kak-zatochit-i-pravilno-sverlit.html
- https://gazsnabstroy.ru/prochee/kak-zatochit-stupenchatoe-sverlo-po-metallu
- https://steelfactoryrus.com/kak-zatochit-konusnoe-stupenchatoe-sverlo/
- https://ooo-asteko.ru/kak-zatochit-stupenchatoe-sverlo-po-metallu/
- https://remoskop.ru/stupenchatyie-i-konusnyie-svyorla-po-metallu-ekspluatatsiya-i-zatochka.html
- https://SdelaySam-SvoimiRukami.ru/7469-3-sposoba-zatochit-stupenchatoe-sverlo-v-domashnih-uslovijah.html
- https://master-pmg.ru/raboty-po-metallu/kak-zatochit-stupenchatoe-sverlo.html
- https://generator98.ru/metally/kak-zatochit-konusnoe-stupenchatoe-sverlo.html
Какие сверла можно затачивать?
Перед тем как заточить ступенчатое сверло, стоит убедиться, что с ним можно работать. Заточке поддаются практически все сверла, представленные в магазине. Допускается работа с изделиями из стали HSS, Р6М5, Р18 и прочих материалов. Исключение составляет продукция особого назначения, выполненная из специальных сплавов. Она обладает повышенными прочностными характеристиками, сложна обработке.

Рис. 1 Пример маркировки ступенчатых сверл
Параметры материала, из которого выполнено сверло, отражены на изделии или упаковке. Полное отсутствие информации свидетельствует о низком качестве продукта.
Не последнее значение имеет цвет сверла.
- Серый. Сверло, не подвергавшееся дополнительной обработке. Такая продукция имеет малый эксплуатационный ресурс, но хорошо поддается заточке.
- Черный. Металлорежущий инструмент, обработанный паром. Он эффективно взаимодействует с цветными и черными металлами, требует больших усилий при выполнении заточных операций.
- Золотистый цвет. Сверло, прошедшее закалку и отпуск. Процедуры увеличили прочность и сложность обработки инструмента.
В продаже также представлены сверла с ярко-золотистым покрытием. Изделия обработаны нитридом титана, предназначены для подготовки отверстий в высокопрочных сплавах. Такой инструмент не рекомендуется затачивать.

Рис. 2 Ступенчатое сверло, обработанное нитритом титана