Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
Технология MIG/MAG сварки
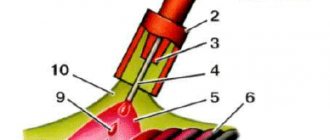
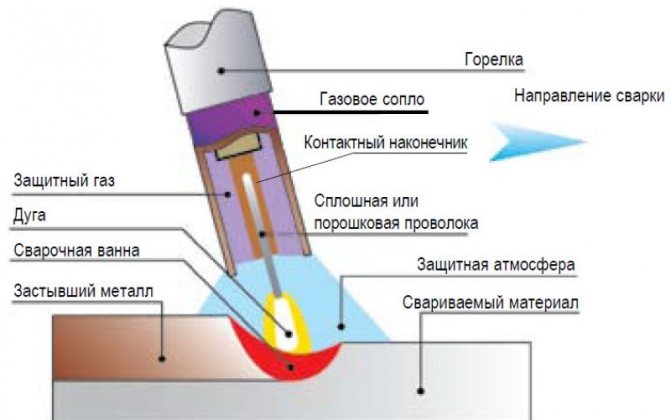
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.
Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
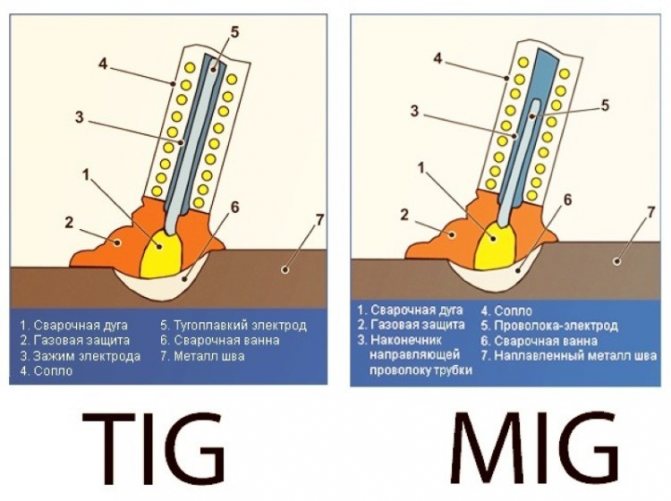
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.
В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Принцип работы сварочного полуавтомата
Принцип работы полуавтомата в первую очередь заключается в том, что сам проволочный электрод, который при ручной дуговой сварке специалист подаёт самостоятельно при помощи руки и держака, в полуавтомате подаётся при помощи двигателя. Поэтому этот способ называется полуавтоматической MIG-сваркой. Проволока выполняет двойную функцию – она является как токопроводящим электродом, так и присадочным материалом. Электрический ток подается незадолго до выхода электрода из горелки, при этом между концом проволочного электрода и металлом возникает явление электрической дуги.
Защитный газ подается через газовое сопло, окружающее проволочный электрод. Горящий газ по причине инертности вытесняет все атмосферные газы, сберегая прочность структуры свариваемого шва. Однако помимо защитной функции газ выполняет и периферийные задачи. От защитного газа зависит состав атмосферы в зоне электрической дуги, что также положительно влияет на ее электропроводность.
Достоинства и недостатки
Выделяют следующие преимущества сварки в полуавтоматическом режиме:
- Позволяет применять сварочный ток с высоким напряжением.
- Высокое качество сварных швов.
- Позволяет сваривать изделия с большим диапазоном толщины.
- Предоставляет возможность процесс образования шва.
- Не требует применения шлака или флюса.
- Позволяет создавать плотные соединения оцинкованных изделий без повреждения покрытия свариваемых деталей.
- Предоставляет возможность сваривать тонкие стальные или алюминиевые листы толщиной до 0,5 мм.
- Основные материалы не подвергаются воздействию грязи или коррозии во время сварки.
Главными недостатками технологии MIG/MAG являются:
- Требует покупки дорогих полуавтоматических устройств.
- Высокая сложность технологии.
- Невозможно выполнить сваривание деталей в труднодоступных местах, что обусловлено большой разницей в размерах горелки и электродержателя.
- Обязательность подготовки и очистки кромок свариваемых деталей.
- Загорающаяся дуга испускает большое количество световой энергии, что приводит к увеличению излучения. По этой причине сварщик обязан использовать защитные маски для лица во время работы.
- Сильное разбрызгивание металла в расплавленном состоянии.
В сравнении с технологией TIG сварка MIG/MAG применяется в промышленных отраслях. Это обусловлено полной механизацией сварочного процесса, что снижает затраты на производство в долгосрочной перспективе.
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Полезная статья — 9 основных видов сварочных аппаратов применяемых повсеместно
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Область применения
Технология МИГ/МАГ применяется для:
- Сваривания пластин толщиной не более 0,5 мм. При работе с этими материалами необходимо увеличить интенсивность подачи теплоты. Это позволит избежать деформации пластин и увеличить производительность.
- Сварки низколегированных материалов с невысоким содержанием углерода.
- Сваривание изделий из сплавов железа или алюминия во всех пространственных положений
- Сварки пластин из цветных металлов средних размеров (до 0,2 см).
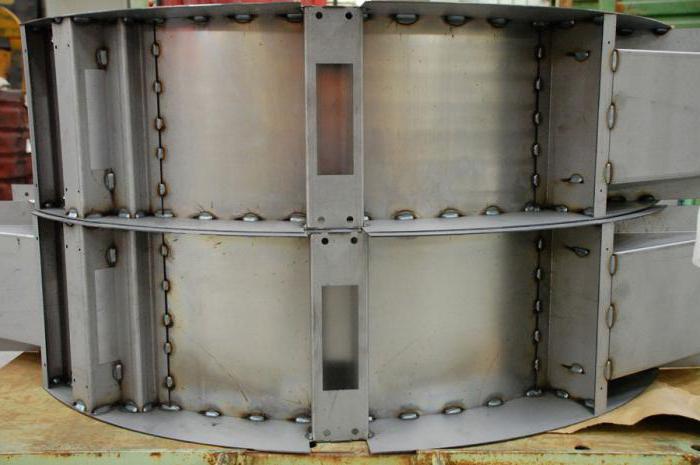
Благодаря тому, что метод MIG/MAG позволяет сваривать разнородные металлы всех классов, он активно используется во многих отраслях промышленности. Данная технология нашла применение при производстве автомобилей, морских судов и оффшорных конструкций. Использование полуавтоматической сварки на производстве требует от сварщика множество профессиональных навыков и умений. Рабочий должен уметь управлять сварочными аппаратами, состоящими из большого количества узловых конструкций. При организации промышленного производства с применением MIG/MAG сварки нужно тщательно подготовить рабочие цеха: настроить вентиляцию и приобрести стационарные сварочные устройства. В противном случае газовая система будет работать нестабильно из-за воздействия сквозняка.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Виды оборудования для MIG/MAG сварки
Для сваривания деталей при помощи технологии МИГ/МАГ необходимы источники питания. Их роль выполняют выпрямители и инверторы.Они позволяют увеличивать амплитуду высокочастотного напряжения. Выделяют 3 категории инверторов для сварки:
- Бытовые: чаще всего используются начинающими сварщиками для реализации разовых проектов. Они могут сваривать детали небольшого размера. Сила сварочного тока бытовых выпрямителей составляет не более 200 A.
- Профессиональные: используются сварщиками, работающими на небольших коммерческих предприятиях. Они могут сваривать детали большого размера без потери качества. Сила сварочного тока профессиональных инверторов составляет 300 A.
- Промышленные: используются в крупных индустриальных организациях. Они способны беспрерывно сваривать большие конструкции с соблюдением основных требований к размеру и форме сварного шва. Сила сварочного тока промышленных выпрямителей составляет не более 500 A.

Инверторы обеспечивают стабильность сварочного тока и снижают диапазон разбрызгивания расплавленного электрода. Универсальность этого прибора позволяет его при работе с нержавеющей сталью и алюминием. Выпрямители потребляют малое количество электроэнергии. Они имеют небольшие размеры, что улучшает комфорт во время проведения сварочных работ.
В бытовых условиях чаще всего используется инверторный полуавтомат с евроразъемом, позволяющим быстро подключать горелку. Выпрямители позволяют осуществлять сварку в 2 режимах как в атмосфере инертного газа, так и с использованием флиса. Для частой эксплуатации рекомендуется покупать универсальные сварочные аппараты, способные работать с применением разных технологий сварки. Их главным недостатком является высокая стоимость.

Выбор аппарата
При покупке сварочного аппарата необходимо учитывать следующие показатели:
- Тип питания: рекомендуется приобретать устройства, работающие на постоянном токе. При активации обратной полярности эти аппараты обеспечивают лучшую производительность. Приборы, работающие с переменным электротоком и прямой полярностью не способны поддерживать стабильное напряжения на дуге, что приводит к повышенному разбрызгиванию металла и изменению формы сварного шва.
- Напряжение сети: однофазное или трехфазное. Универсальные сварочные аппараты функционируют при напряжении 220 В. Важно, чтобы приборы были защищены от скачков напряжения. В противном случае они не смогут работать в сетях с различным электроснабжением.
- Ограничения по температуре: большинство сварочных аппаратов функционирует при температуре от -40 °C до +40 °C. При более высоких значениях данного показателя устройства автоматически выключаются.
- Наличие дополнительных опций: современные аппараты способны выполнять MMA и TIG сварку. Объединяя множество функций, они могут применяться для решения большого количества задач. Также современные модели имеют поддержку опций HotStart, AntiStickи ArcForce.

Основные технические характеристики аппарата для сварки указаны в паспорте устройства. Важно, чтобы прибор был изготовлен из прочных материалов и имел большой гарантийный срок.
Выбор расходных материалов
Основных расходным материалом, необходимым для сварки, является сварочная проволока. Ее диаметр должен соответствовать толщине свариваемого материала. Также деталь и проволока должны быть изготовлены из идентичных материалов.

При сварке необходимо правильно выбрать защитный газ. При обработке деталей, изготовленных из цветных металлов, лучше использовать инертные газообразные вещества (гелий, аргон и их смеси). При работе с железными сплавами рекомендуется использовать оксид углерода. Важно, чтобы в этом случае сварочная проволока содержала в себе повышенное количество кремния и марганца. Опытные специалисты рекомендуют использовать смеси из активных и инертных газов, уменьшающие диапазон разбрызгивания металла.
Оборудование и комплектующие
Итак, для работы нам понадобится стандартный полуавтомат. Комплект сварочного оборудования состоит из полуавтомата, трансформатора (генерирующего ток), газа (к баллону нужно присоединить редуктор, чтобы регулировать давление), различных шлангов и кабелей, газовой горелки, оснащенной дополнительной системой подачи присадочной проволоки и механизма подачи.
MIG сварка — это, по сути, то же самое, что и сварка в защитных газах плавящимся электродом. Только вместо электрода здесь используется присадочная проволока. Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
Проволока наматывается на барабан и в автоматическом режиме подается в сварочную зону. Скорость подачи зависит от диаметра проволоки и параметра силы тока, который вы установите. Все, что от вас необходимо — это направить горелку в сварочную зону и нажать на кнопку.
Проволока начнет подаваться в сварочную зону сразу после того, как зажжется дуга. Вместе с тем газ начнет обдувать сварочную ванну, предотвращая окисление металла и образование дефектов. Проводя аналогии с другими типами сварки, в нашем случае газ играет роль покрытого электрода, как при стандартной MMA сварке. Только здесь газ подается извне, а при ММА сварке он образуется при плавлении электрода.
Проблемы при сварке оцинкованного металла
Появление метода МIG-пайки позволило избежать подобных проблем. Метод МIG -пайки отличается от метода МIG-сварки только лишь видом используемой проволоки и режимом процесса.
Для МIG –пайки используется медная проволока CuSi3. Температура ее солидуса небольшая, что позволяет избежать плавления основного металла. Цинковое покрытие не испаряется, а попадая в ванну, образует на поверхности близкое к латуни химическое соединение, которое защищает сварочный шов от коррозии.
Режим сварки оцинкованных сталей
Пайка производится в защитной среде инертного газа, а результат достигается через подбор оптимального режима основного и импульсного тока, при этом переход присадки в шов происходит без короткого замыкания. В режиме импульсного тока его колебания от минимальной до пиковой величины составляют 0,25 до 25 Герц. На изделие выделяется в несколько раз меньше теплоты, а распространение термического влияния в объеме твердого тела резко ограничивается. Капля отрывается от присадочной проволоки по импульсу – как следствие весь процесс практически освобожден от разбрызгивания. Кроме сталей с оцинковкой, процесс применяется для углеродистых, низколегированных и коррозионостойких сталей. Сваркой-пайкой доступно выполнение вертикальных швов в любом направлении (от потолка к полу и наоборот — никаких проблем) и потолочных. Скорость – до 1000 мм/мин. С помощью МIG –пайки соединяют очень тонкие стальные листы с минимальными деформациями. Применяется метод МiG –пайки в автосервисе, в судостроении, в системах вентиляции и кондиционирования. Еще вариант – данным способом прекрасно соединяются рамы велосипедов.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Полезная статья — Все что нужно знать про клей поксипол, чтобы обойтись без сварки.