Идея собрать самодельный станок с ЧПУ возникла давно. Сдерживало отсутствие знаний и нужных деталей. Сегодня есть всё! Это первая статья, в которой я покажу как я собрал шпиндель. Электроника и станина будут описаны в других статьях.
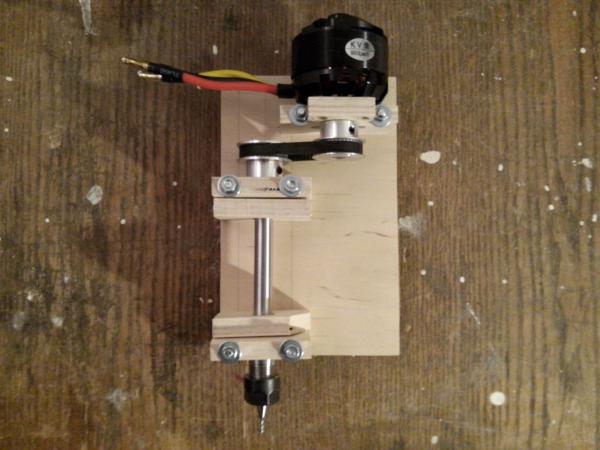
Первым делом я собрал шпиндель с бесколлекторным мотором. Можно было конечно купить готовый фрезер, но у него есть свои недостатки:
Мой фрезер не ноу-хау, таких конструкций в Интернете уже полно, я лишь повторил и эксперимент оказался удачным. Я пока не проводил серьёзных тестов, но первый запуск и попытка фрезеровать фанеру прошли успешно.
Бесколлекторный мотор Aeolian C5045 KV900 (35$)
Скорость вращения: 900 (KV) об/мин/вольт Постоянный ток: 80 ампер Макс. Ток: 90 ампер Входное напряжение: 6-28 вольт Макс. Эффективность: 98% Без нагрузки ток: 2.6 ампер Внутреннее сопротивление: 21 м (Омега) Мощность: 1185 Вт Мотор, размеры (диаметр х длина): 50 мм x 45 мм
К мотору регулятор оборотов MYSTERY Fire Dragon 100A
Для регулировки ещё нужен сервотестер
Блок питания любой на 24 вольта не менее 10 ампер. Update: Мой мотор под нагрузкой потреблял около 4 ампер. Не знаю почему так мало, пишут что мотор на 80 ампер. Ответ на этот вопрос я так и не нашел.
Покупал мотор специально с диаметром вала 8 мм, тут и подшипник большой (дольше прослужит) и шкив легко найти с таким же диаметром.
Цанговый патрон купил с диаметром хвостовика 10 мм, хотя наверное сейчас купил бы с диаметром 8 мм, было бы проще, потому что найти шкив с диаметром 10 мм и подходящим количеством и размером зубов оказалось не просто. Кроме того можно у мотора вытащить родной вал и вставить сам хвостовик цангового патрона, в таком случае необходимость в ременной передаче вообще отпадает. Иными словами маховик мотора садят прямо на хвостовик патрона. Хотя и в этом случае есть свои недостатки.
Конструкция у меня простая, всего несколько деталей из фанеры и час времени потрачено на сборку.
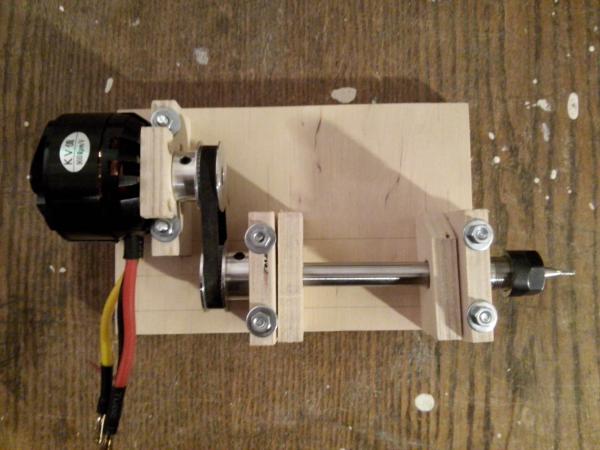
Первый тест был с аккумулятором от шуруповёрта на 18 вольт, аккумулятор подсажен. Ремень позволяет избавиться от вибраций, а если мотор поставить на резиновую подушку, то шум будет минимальным. Сверху к мотору можно привинтить лопасти, которые будут обдувать его во время работы.
Читать также: Размеры скоб для степлера канцелярского
Результат теста шпинделя положительный, в следующих статьях покажу как я буду собирать станину для самодельного ЧПУ станка.
КОММЕНТАРИИ
Не пойдет. Совсем не держит обороты под нагрузкой (на видео). Проблему надо решать.
Этот удивительный купольный дом, построенный своими руками, не может вас не порадовать. По желанию вы можете повернуть ваш дом окнами к солнцу или сделать так, чтобы в доме была тень и прохлада.
Хочу поделиться своими снежинками.
Вам есть чем поделиться, напишите свою статью на сайте, публикуйте свои поделки, чертежи, фото и др.
Это мой первый станок с ЧПУ собранный своими руками из доступных материалов. Себестоимость станка около 170$.
Как-то пару лет назад мне нужны были шестерни для моих самодельных станочков. Сегодня могу резать их почти в промышленных масштабах на самодельном ЧПУ.
Шпиндель для фрезерного станка с ЧПУ является одним из важнейших элементов устройства. Шпиндель происходит из немецкого языка и означает веретено. Без данного компонента не способны функционировать многие станки, включая фрезерные. Это обусловлено тем, что через шпиндель передается движение от двигателя к фрезе.
Сведения о производителе
Армянский город Кировокан был вторым по количеству промышленных предприятий в республике. В числе ведущих был завод прецизионных станков – КЗПС. Он выпускал высокоточное оборудование, включая станки с ЧПУ и лазерные. Они получали многочисленные призы. На международных ярмарках Пловдива и Лейпцига кировоканская продукция получила золотые медали.
В 1988 году во время землетрясения КЗПС был полностью разрушен. Погибло много рабочих. После этого цеха так и не были восстановлены. Учебные станки серии 16У больше не производятся, но выпущенные в прошлом столетии, они продолжают работать. Читайте также: токарный станок ДИП-500 его особенности и технические характеристики.
Назначение и область применения
Токарно-винторезный прецизионный – повышенной точности, станок 16У04П предназначался для обучения молодежи в профессионально-технических училищах, школах и техникумах. Высокая точность обработки и небольшие габариты позволяли использовать оборудование в лабораториях и ремонтных мастерских.
На токарно-винторезном станке 16У04П производят операции:
- грубая обработка;
- чистовое точение вдоль оси;
- подрезка торцов;
- нарезка резьбы метрических, дюймовых, питчевых;
- обработка наружных конусов;
- сверление и расточка торцов.
Назначение 16У04П – производство токарных работ, изготовление единичных деталей с высокой точностью.
Принцип работы
Перерабатывать мусор с использованием такого оборудования, как пресс гидравлический для картона, предельно просто. Выглядит эта процедура следующим образом:
- собранные отходы помещаются в ящик-камеру;
- станок включается в сеть;
- пресс опускается на отходы и давит на них с определенным усилием;
- в результате формируется кипа;
- полученный тюк обвязывается нитями и выгружается из контейнера.
Загружаться отходы в камеру в процессе прессования могут несколько раз.

Технические характеристики
По классу точности станки 16У04П относятся к группе П – прецизионные. На нем обрабатываются детали диаметром до 200 мм и максимальной длиной 350 мм.
В шпинделе имеется сквозное отверстие. Оно позволяет использовать в качестве заготовки пруток диаметром до 20 мм при креплении его в патроне и прокат до 10 мм при использовании цанги.
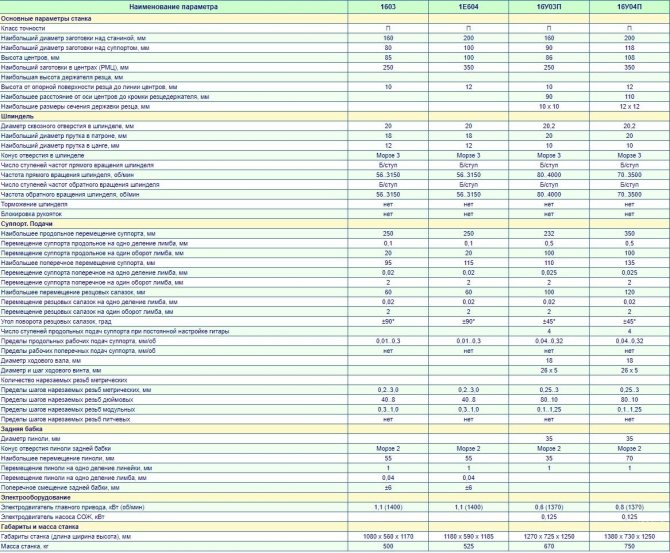
Регулировка скорости вращения шпинделя производится плавно, бесступенчато. Максимальная частота прямого и обратного вращения шпинделя составляет 3500 об/мин. Тормоз отсутствует.
Суппорт имеет максимальное перемещение:
- продольное – 350 мм;
- поперечное – 135 мм.
Одно деление лимба составляет 0,025 мм при поперечной подаче. При движении вдоль оси детали – 0,5 мм.
Важно!
Резцовые салазки смещаются на размер до 120 мм и поворачиваются на 45⁰, что позволяет точить конуса.
Пиноль задней бабки диаметром 35 мм имеет продольное перемещение до 70 мм. Конус отверстия Морзе 2.
Электродвигатель мощностью 0,8 кВт вращается со скоростью 1370 об/мин.
Расположение основных частей
Токарно-винторезный станок 16У04П состоит из крупных узлов:
- станина;
- передняя бабка;
- задняя бабка;
- фартук;
- салазки;
- вариатор;
- гитара;
- коробка подач.
Основной двигатель устанавливается на фундаменте ниже передней бабки. Остальные узлы крепятся на станине.
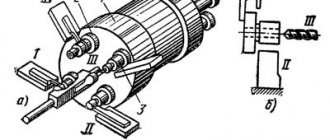
Вращение от двигателя на шпиндель передается через ременную передачу вариатора и шестерни коробки скоростей. Механизм управления расположен вверху, на корпусе.

В передней бабке находится шпиндель и коробка скоростей вариатора. Они понижают количество оборотов вала двигателя и увеличивают мощность станка. Шестерни и подшипники смазываются разбрызгиванием.
С левого бокового торца к передней бабке прикреплена гитара. Скорость подачи изменяется установкой шестерен с разным количеством зубьев.
Фартук расположен ниже передней бабки и выступает за пределы станины. Он за счет вращения через коробку подач, приводит в движение ведущий вал и перемещает суппорт вдоль станины – оси детали. Винт включается для нарезки резьбы. Он обеспечивает заданный шаг резца – соотношение оборотов и продольных перемещений.
Задняя бабка стоит справа. Она передвигается по направляющим вручную. Пиноль выдвигается вращением ручки в торце узла.
Как я собирал ЧПУ фрезер, и в каких моментах не стоит за мной повторять
Всем привет.
Странная идея владения собственным станком для раскроя листового материала пришла мне в голову довольно давно — когда я оказался на производстве во г.Владимире. В то время, да и сейчас, я провожу большую часть времени в офисе, и конкретно для меня это объективно эффективнее с финансовой точки зрения. Вместе с тем, однажды увидев магию, которая превращает материал в полезные вещи, от такой мысли отделаться я уже не мог.
Изучая конструкции фрезерных станков, я понял, что они достаточно разнообразны, в аспекте количества осей, перемещения по ним материала и фрезера, и прочих тонкостей. Где-то, в одном станке работают несколько синхронизированных фрезеров, где-то используется сложная система рычагов, которая позволяет рассчитать положение по сложной формуле. Апофеозом конструкторской гениальности считаю вот такое:

Но вернемся к моей идее — она была в том, чтобы раскраивать листовой материал, и фрезеровать в 3d какие-то мягкие формы, например, полистирола.
Конструктив рамы был выбран из соображений жесткости треугольной формы (как водится, ее изменили уже на ходу):
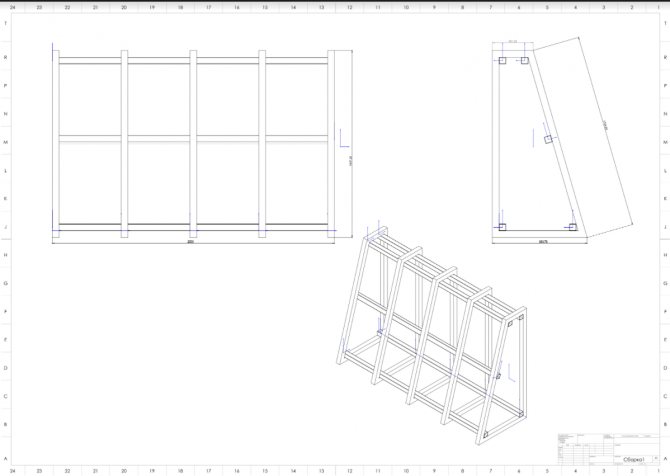
Плюс такой конструкции в том, что станок занимает меньше места, и намного проще установка на него нового листа. Бонус — стружка падает вниз (но ее все равно надо отводить, так что это не очень важно).
Но в чем проблема с этим конструктивом? Дело в том, что ось Z, которая в любом случае достаточно тяжела, ездит вверх под своим весом, и, стало быть, требует более мощного ШД и драйвера. Первой мыслью было установить на тросе через блок противовес, но на форумах не очень хорошо отзываются о тросовых решениях из-за инерции. Но имея площадь, всегда можно завалить станок на длинный катет, и уменьшить этот эффект.

При наличии свободной площади, наверное, идеально было бы разместить треугольники развернутый через один, получился бы такой стол с очень жесткой станиной.
Жесткий каркас станка с горизонтальным столом.
Механика. На оси Z установлена ШВП (шарико-винтовая передача).

ШВП
ШВП обеспечивает максимальную точность позиционирования инструмента, но медленное перемещение. Имея серводвигатели, которые раскручиваются до серьезных оборотов, это не проблема, а у шаговых двигателей таки есть предел разумного использования. Но есть и еще одна проблема с винтом. Будучи свободным, на больших длинах он деформируется, плюс у него есть инерция, и имеет место явление резонанса. Поэтому я решил остальные 2 оси X,Y делать на зубчатой рейке, что на текущий момент считаю ошибкой. Дело в том, что в интернете мало информации, и только недавно в широкой продаже в РФ появились готовые подвижные гайки с редукторами для ШВП — это, по идее, решает проблему инерции винта (но не резонанса).
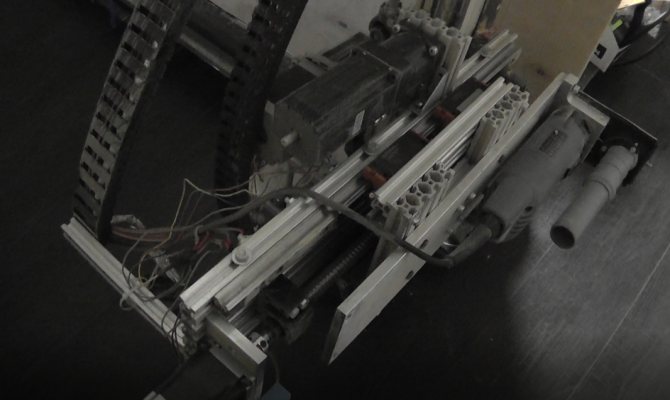
Что касается передачи на зубчатой рейке, с ней все неплохо, кроме одного — люфты. Они возникают из-за точности исполнения, и неточности установки. Та рейка, которую я купил, была дешевой и тонкой, поэтому испытывает деформации. Не советую делать так.
Фрезер. Я решил для начала взять чего попроще, с воздушным охлаждением (и так по сей день и оставил). Это, конечно, kress. Дешево, и со вкусом. Видел в интернете схемы переделки на цифровое управление оборотами шпинделя, и даже пневмо автосмену (!) инструмента kress — то есть в случае чего можно ловко наколхозить, и будет как у взрослых дядь на станках за $100K.
Что по механике. Ось X — внезапно это та, по которой ездит Z (хотя как по мне, логичней чтоб по Y), двигается ШД с планетарным редуктором. По дурости, я умудрился свернуть шляпки двух болтов, и поэтому там 2 из 4, но ничего. Шестерня зафиксирована на конус + фиксатор резьбы неразъемный.
Ось Y Устроена сложнее. Там тоже редуктор, но червячный, итальянский, далее полуоси через карданы от Волги, и на концах еще ременные редуктора. Очень важно застопорить эти редуктора на зубчатой рейке, чтоб не было люфта. По какой-то причине, я решил, что мебельные лифты подойдут (нет). При фрезеровании сила противодействия такая, что лифт отжимает насколько, что перескакивает шестерня. Пришлось поверх этого колхозить прижимающий эксцентрик.

Вообще, ось Z — самое мощное что есть в станке, все остальное, фактически на соплях. Изначально, правда, я вообще хотел взять могучую металлическую балку к качестве X, зафиксировать ее на бетонных колоннах, и гонять под ней подвижный стол — но по причине пыли, от этого решения пришлось отказаться, станок стал более традиционным и переехал в отдельную комнату. Вот эта балка, лежит во дворе под снегом (от нее уже отрезаны куски болгаркой в хозяйственных целях). Если вы решите заняться сооружением промышленных девайсов дома, вряд ли и вы избежите переделок.
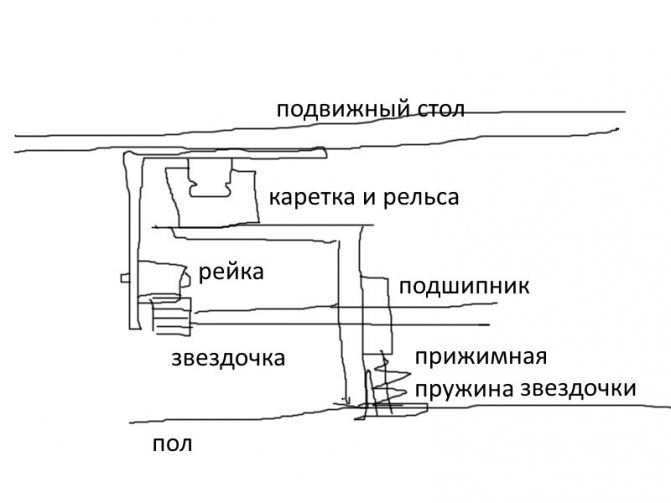
Вот так это должно было быть в первом варианте

Вообще, особое значение имеет система аспирации. Если вы не будете ее делать, готовьтесь, что при работе с деревом мельчайшая пыль накроет ВСЕ что есть в помещении, включая ваши глаза, волосы и кожу, а если вы работаете с фанерой, то она будет еще и с химикатами, что совсем неприятно.
Наиболее простым мне показалось купить циклон на али, и прикрутить к бочке для воды, а на вывод циклона посадить на пену шланг пылесоса. Несмотря на кажущуюся хлипкость конструкции, если ввод с фрезера забьется, мощности пылесоса хватает чтобы сколлапсировать бочку в бараний рог за несколько секунд, а распрямлял я ее полчаса, и был весь в этой пыли — так что советую следить за всем этим через камеру наблюдения, попивая пиво в другой комнате.

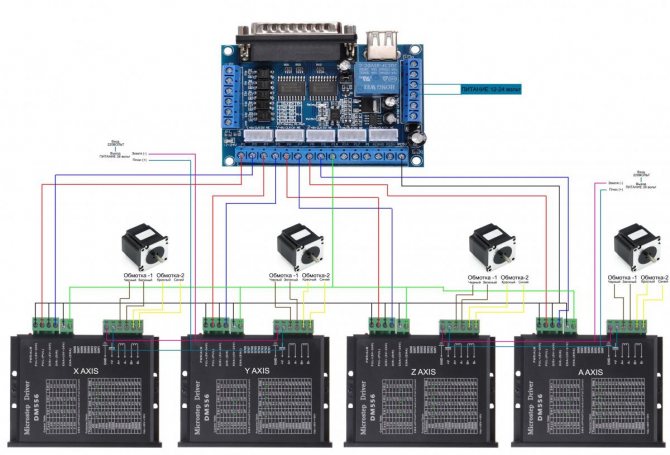
На сладкое я решил оставить электронику. У меня была назойливая идея — запихнуть все в системный блок от компа (и протянуть туда канал чистого воздуха из другой комнаты), и я ее успешно реализовал, но с оговоркой — драйвера под всасывающий вентилятор встали впритык на 3 оси. Как можете видеть, монтаж на стяжках четкий, блок можно поворачивать на 90% не переживая.
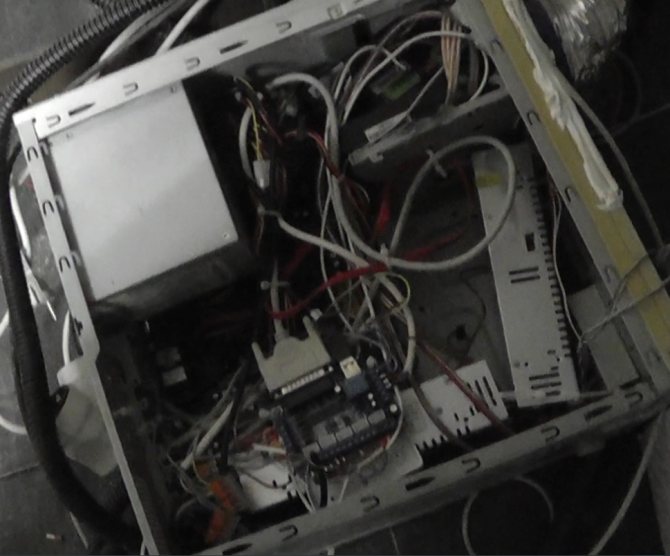
Там, где в оригинале должны стоять CD и жесткие диски, располагаются драйвера, на них я поставил втягивающий вентилятор, и будучи осведомленным о пыли, к нему протянул вентканал и гофру из соседней комнаты (теперь не помешает также щель или клапан на улицу, так как избыток давления, очевидно, тупо выдавливает через дверные щели (это ощущается). В передней и нижней части размещены блоки питания драйверов (несложно понять, что один из них запитывает 2 драйвера, и теоретически можно запихнуть в системный блок все 5 драйверов, купив мощный БП, поскольку отбор максимальной мощности вряд ли будет со всех 5 одновременно, а во время удержания потребляемая мощность ШД не очень большая).
В задней нижней зоне, над материнкой, располагается плата управления, в которую по идее должны заходить 5*4=20 входов только с драйверов, но часть из них идет на один вход, так что все ок. Остальные выводы нужны на всякое — на концевики, питание шпинделя, его обороты (если бы они были цифровыми).
Прямо из ввода 220В в системный блок я сделал питание монитора и пылесоса, чтоб не плодить 10 выключателей (клемы Wago слева внизу).
По факту, для раскроя материала станок пригоден более чем — да, где-то на рейке может вылезти небольшой люфт, но когда толщина материала пару мм, и тонкая фреза с такой же в пару мм высотой рабочей кромки, это не играет особой роли. С длинными фрезами для 3D фрезерования есть вопросы (они и существенно дороже раскройных), я подумываю об усилении оси X и переводе всех осей на ШВП, но это дело будущего.
Что хотелось бы сказать в завершение. Если вас что гнетет какая-то идея, а допустим, ваша жена против, следуйте велению своего сердца. Если оно говорит, что надо закончить проект, так и поступайте (если оно говорит — беспрекословно слушаться жену, возможно, это тоже разумный путь).
Всем удачи!
P.S. Пишите в ЛС, на youtube и т.д., если вас сильно интересует тот или иной вопрос.
Расположение органов управления
На корпусе передней бабки вверху расположены переключатели перебора и трензеля. Ниже находятся рукоятки переключения продольных подач и ручка включения ходового винта.
На передней панели коробки подач имеются кнопки: стоп-тормоз, пуска прямого и обратного вращения шпинделя. Здесь же маховик, регулирующий число оборотов патрона и шпинделя с ручкой вариатора.
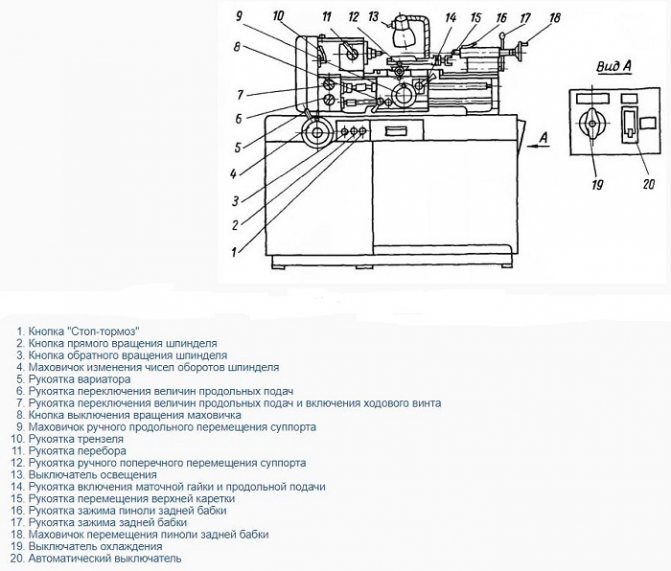
На фартуке расположены:
- маховичок ручного поперечного перемещения салазок;
- кнопка его выключения;
- рукоятка включения продольной подачи;
- ручка ручного перемещения суппорта.
Свет включается на плафоне светильника. Органы управления задней бабкой расположены на ней.
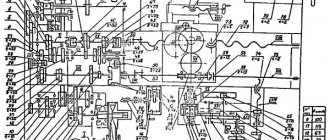
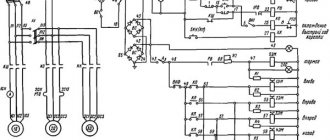
Схема электрическая
Основной электродвигатель работает от трехфазного тока напряжением 380/220 В. Он приводит в движение основные рабочие узлы:
- вращает шпиндель через коробку передач;
- перемещает суппорт и салазки через вал и винт.
Двигатель включается и выключается на передней панели станка. При отключении – нажатии на кнопку «Стоп», цепь размыкается, ток перестает поступать на обмотку и включается торможение.
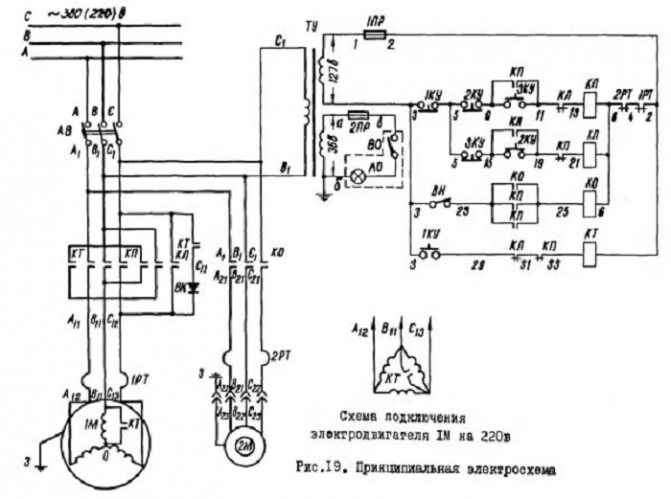
От основного привода, через понижающий трансформатор, работает освещение станка – светильник на гибкой ножке с лампочкой в 36 В. Он установлен на задней части суппорта и перемещается вдоль станка вместе с резцом.
Второй двигатель запускает насосы системы смазки и охлаждения. Он включается автоматически в начале работы оборудования.
Электрооборудование имеет защиту:
- нулевую на катушках пускателя;
- тепловое реле от перегрузок;
- автоматы и плавкие вставки от короткого замыкания.
Важно!
Все электрооборудование подключается к контуру заземления.
Устройство оборудования
Представляет собой пресс для картона особый гидравлический станок, при использовании которого мусор превращается в кипы стандартных размеров 70 х 50 х 60 см. В дальнейшем предприятия сдают их компаниям, занимающимся переработкой вторсырья, получая, таким образом, дополнительный доход (при условии сортировки перед прессованием).
Представляет собой машина этого типа объемный ящик для приема отходов с поршнем-прессом, опускающимся сверху. Также элементами конструкции оборудования этого типа служат:
- электрический гидронасос;
- станина;
- распределитель давления;
- запорный механизм;
- магнитный пускатель;
- концевой выключатель.
Функциональная часть такой машины состоит из гидроцилиндров и ползунков. Управление прессом производится посредством специальной ручки. Контроль за давлением внутри устройства осуществляется с использованием манометра. Промышленные установки этого типа имеют более сложную конструкцию.

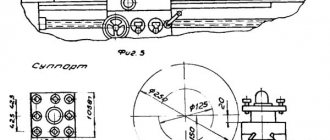
Установочный чертеж
Площадка под монтаж станка имеет размеры 1350×505 мм. Длина и ширина агрегата по крайним выступающим точкам (ручкам) составляет 1380 мм и 706 мм. На расстоянии 76 мм от задней границы имеется 3 крепежных болта. Первый на удалении 76 мм от левого торца под передней бабкой. Межцентровое расстояние между остальными 437 и 750 мм.
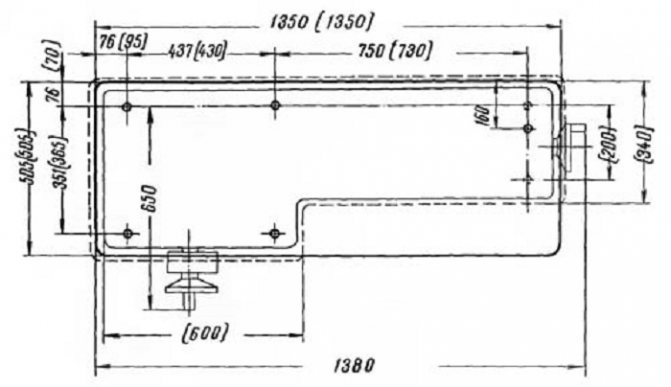
Впереди со стороны передней бабки 2 болта на расстоянии 351 от крепежей, расположенных сзади.
Инструкция по использованию, паспорт
Перед началом работы на станке 16У04П надо ознакомиться с Руководством. В нем после требований к упаковке и транспортировке, указана комплектация оборудования и условия эксплуатации:
- после каждой смены убирать стружку, протирать и смазывать направляющие;
- замена масла осуществляется ежемесячно;
- резцы устанавливаются в резцедержатель с толщиной стебля 10×10 мм и 12×12 мм;
- профилактические осмотры и замена быстро изнашиваемых деталей каждые 6 месяцев.
Токарно-винторезные станки 16У04П предназначены для обработки стальных и чугунных деталей. Точение деревянных и пластиковых заготовок выполняется специальным инструментом в крайних случаях.
Паспорт станка вы можете бесплатно скачать по ссылке — Паспорт токарного станка 16У04П.
Особенности ремонта форматно-раскроечных станков
У форматно-раскроечных станков, предназначенных для распиловки плитных материалов в соответствии с заданными размерами, слабыми местами, зачастую, являются пильный узел и подвижный стол.
Обе эти части станка подвержены наибольшему износу в процессе эксплуатации и со временем требуют не только ремонта, но и правильной настройки после проведённых восстановительных работ.
В зависимости от степени износа и конструктивных особенностей исполнения, для пильного узла может потребоваться ремонт разной степени сложности.
Диагностический осмотр позволит выявить, насколько изношены подвижные элементы пильного узла: подшипники электродвигателя, валы, приводные ремни, зубчатые и червячные передачи. Тщательной проверке подвергается электрооборудование, поскольку от его исправности и надёжности зависит не только работоспособность станка, но и пожарная безопасность на рабочем месте.
Ремонт подвижного стола включает в себя ремонт направляющих стола, кареток перемещения, замену или восстановление линеек, держателей, прижимов, упоров, а также восстановление их геометрии (взаимной параллельности и перпендикулярности) относительно базовых поверхностей станины станка.
Иногда, вследствие механических повреждений и перегрузок возникает необходимость в ремонте выдвижной телескопической штанги-опоры. После проведения ремонтно-восстановительных работ для подвижного стола нужно провести точную настройку параллельности/перпендикулярности его перемещения относительно плоскости реза.