Патроны токарные четырехкулачковые с независимым перемещением кулачков предназначены для зажима и обработки пруткового материала и штучных заготовок сложной конфигурации, несимметричных, эксцентричных (отливки, поковки, арматура и т.п.) на станках токарной группы. Патроны соответствуют ГОСТ 3890.
Крепление патронов на шпиндель станка — согласно типа патрона.
Патроны поставляются с цельными закаленными кулачками, которые могут выполнять функцию как прямых, так и обратных, после переустановки.
Корпуса патронов диаметром 630-800 мм могут изготавливаться из стали или чугуна. При заказе патрона со стальным корпусом в маркировке добавляется литера «С». Патроны диаметром 250-500 мм и 1000 мм изготавливаются со стальным корпусом.
Кулачки для четырехкулачковых токарных патронов с независимым перемещением кулачков
| Обозначение патрона | Модель кулачков | Наружный диаметр патрона D, мм |
| 7103-0002 | 7103-0045/004 | 250 |
| 7103-0044 | ||
| 7103-0045 | ||
| 7103-0003 | 7103-0045/004-01 | 315 |
| 7103-0012 | ||
| 7103-0047 | ||
| 7103-0005 | 7103-0013/004 | 400 |
| 7103-0013 | ||
| 7103-0020 | ||
| 7103-0058 | ||
| 7103-0006 | 7103-0052/004 | 500 |
| 7103-0014 | ||
| 7103-0021 | ||
| 7103-0052 | ||
| 7103-0007 | 7103-0053/004 | 630 |
| 7103-0015 | ||
| 7103-0022 | ||
| 7103-0053 | ||
| 7103-0008 | 7103-0054/004 | 800 |
| 7103-0023 | ||
| 7103-0054 | ||
| 7103-0011 | 1000 | |
| 7103-0057 | ||
| 7103-0024 | ||
| 7103-0062 | 1250 | |
| 7103-0063 | ||
| 7103-0064 |
Токарные четырёхкулачковые патроны 200, 250, 315, 400
Предназначены для закрепления штучных заготовок и пруткового материала на токарных и других металлорежущих станках.
Патроны токарные четырехкулачковые диаметром 500-1250 мм.
Патроны токарные четырехкулачковые с независимым перемещением кулачков и непосредственным креплением на фланцевый конец шпинделя предназначены для закрепления штучных заготовок и пруткового материала на токарных и других металлорежущих станках.
Патроны имеют стальной корпус и закаленные кулачки.
Назначение
| Технические характеристики | 7103-0045 | 7103-0047 |
| Диаметр наружный, мм | 250 | 315 |
| Диаметр присоединительного пояска, мм (условный размер конуса шпинделя) | 235 | 300 |
| Диаметр отверстия в корпусе, мм | 65 | 85 |
| Наружный наибольший диаметр изделия зажимаемого в прямых кулачках, мм | 110 | 142 |
| Наружный наибольший диаметр изделия зажимаемого в обратных кулачках, мм | 253 | 325 |
| Максимально допустимая частота вращения, об/мин | 3200 | 2300 |
| Масса патрона, кг | 30,0 | 55,0 |
ТОКАРНЫЕ САМОЦЕНТРИРУЮЩИЕ ЧЕТЫРЁХКУЛАЧКОВЫЕ ПАТРОНЫ
| Наружный диаметр D, мм | Ø200 | Ø250 | Ø315 | Ø400 | ||||
| I.С цилиндрическим центрирующим пояском с креплением через промежуточный фланец | C4-7100-0007 C4-7100-0008 | C4-7100-0009 C4-7100-0010 | C4-7100-0011 C4-7100-0012 | C4-7100-0015 C4-7100-0016 | ||||
| II.С креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 | C4-7100-0031 C4-7100-0032 | C4-7100-0033 C4-7100-0034 | C4-7100-0035 C4-7100-0036 | C4-7100-0037 C4-7100-0038 | C4-7100-0039 C4-7100-0040 | C4-7100-0041 C4-7100-0042 | C4-7100-0043 C4-7100-0044 | C4-7100-0045 C4-7100-0046 |
| Диаметр присоединительного пояска, D2, мм | 165Н7 | 210Н7 | 270Н7 | 340Н7 | ||||
| Условный размер конуса шпинделя | 5 | 6 | 6 | 8 | 6 | 8 | 8 | 11 |
| Диаметр конуса, D2, мм | 82,563 | 106,38 | 106,38 | 139,72 | 106,38 | 139,72 | 139,72 | 196,87 |
| Диаметр расположения крепежных отверстий, D3,мм | 180 | 226 | 290 | 368 | ||||
| 104,8 | 133,4 | 133,4 | 171,4 | 133,4 | 171,4 | 171,4 | 235 | |
| Количество (n) и размер (d) крепежных отверстий | 6×М10 | 6×М12 | 6×М12 | 6×М16 | ||||
| 4×М10 | 4×М12 | 4×М12 | 4×М16 | 4×М12 | 4×М16 | 4×М16 | 6×М20 | |
| Диаметр отверстия в корпусе, D1, мм | 60 | 60 | 80 | 80 | 100 | 100 | 136 | 136 |
| Максимальный наружный диаметр изделия, зажимаемого в прямых кулачках, мм | ||||||||
| 95 | 95 | 120 | 120 | 140 | 140 | 200 | 200 | |
| Максимальный внутренний диаметр изделия, зажимаемого в прямых кулачках, мм | ||||||||
| 210 | 210 | 250 | 250 | 290 | 290 | 380 | 380 | |
| Максимальный наружный диаметр изделия, зажимаемого в обратных кулачках, мм | ||||||||
| 205 | 205 | 250 | 250 | 310 | 310 | 400 | 400 | |
| Максимальная частота вращения, об/мин | 4000 | 4000 | 3500 | 3500 | 2800 | 2800 | 1600 | 1600 |
| Масса патрона, кг | 16 | 15 | 29 | 30 | 50 | 50 | 80 | 80 |
Патроны токарные четырехкулачковые ГОСТ 3890
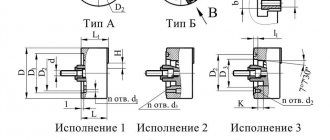
Самоцентрирующие спирально-реечные четырехкулачковые токарные патроны из стали и чугуна предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления. Четырехкулачковые токарные патроны изготавливаются двух типов: тип 1 – c цилиндрическим центрирующим пояском и креплением через промежуточный фланец; тип 2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593. Патроны обоих типов изготавливаются в двух вариантах исполнения: исполнение 1 — с цельными кулачками; исполнение 2 — со сборными кулачками.
Патроны токарные четырехкулачковые типа 1 исполнения 1
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | Масса, кг |
| 4-160.05.14 | 160 | 45 | 130 | 142 | 6 х М8 | 4 | 60 | 90,5 | 6,6 |
| 4-200.07.141 | 200 | 60 | 165 | 180 | 6 х М10 | 4 | 75 | 113 | 15,8 |
| 4-250.09.14 | 250 | 80 | 210 | 226 | 6 х М12 | 5 | 89,5 | 122,5 | 28,8 |
| 4-315.11.14 | 315 | 100 | 270 | 290 | 6 х М12 | 6 | 99,5 | 140 | 47,2 |
| 4-400.15.14 | 400 | 136 | 340 | 368 | 6 х М16 | 6 | 105 | 157 | 83 |
Патроны токарные четырехкулачковые типа 1 исполнения 2
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | H2 | Масса*, кг |
| 4-160.06.14 | 160 | 45 | 130 | 142 | 3 х М8 | 4 | 60 | 65 | 102 | 6,2 |
| 4-200.08.14 | 200 | 60 | 165 | 180 | 6 х М10 | 4 | 75 | 80,5 | 125 | 14 |
| 4-250.10.14 | 250 | 80 | 210 | 226 | 6 х М12 | 5 | 89,5 | 94,5 | 143,5 | 26,5 |
| 4-315.12.14 | 315 | 100 | 270 | 290 | 6 х М12 | 6 | 99,5 | 107 | 167 | 44,8 |
| 4-400.16.14 | 400 | 136 | 340 | 368 | 6 х М16 | 6 | 105 | 114 | 178 | 81 |
*масса патрона без накладных кулачков
Патроны токарные четырехкулачковые типа 2 исполнения 1
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | Масса, кг |
| 4-200.31.14 | 200 | 60 | 82,56 | 104,8 | 4 х М10 | 135 | 75 | 113 | 16 |
| 4-200.33.14 | 200 | 60 | 106,4 | 133,4 | 4 х М12 | 170 | 75 | 113 | 15,7 |
| 4-250.35.14 | 250 | 80 | 106,4 | 133,4 | 4 х М12 | 170 | 89,5 | 122,5 | 28,6 |
| 4-250.37.14 | 250 | 80 | 139,7 | 171,4 | 4 х М16 | 220 | 89,5 | 122,5 | 28 |
| 4-315.39.14 | 315 | 100 | 106,4 | 133,4 | 4 х М12 | 170 | 99,5 | 140 | 49,2 |
| 4-315.41.14 | 315 | 100 | 139,7 | 171,4 | 4 х М16 | 220 | 99,5 | 140 | 49,1 |
| 4-315.55.14 | 315 | 100 | 196,9 | 235 | 6 х М20 | 290 | 105,5 | 146 | 50,4 |
| 4-400.43.14 | 400 | 136 | 139,7 | 171,4 | 4 х М16 | 220 | 105 | 157 | 85 |
| 4-400.45.14 | 400 | 136 | 196,9 | 235 | 6 х М20 | 290 | 105 | 157 | 84 |
Патроны токарные четырехкулачковые типа 2 исполнения 2
| Обозначение модели токарного патрона | D | D1 | D2 | D3 | n x d | h | H | H1 | H2 | Масса*, кг |
| 4-200.32.14 | 200 | 60 | 82,56 | 104,5 | 4 х М10 | 135 | 75 | 80,5 | 125,5 | 14,1 |
| 4-200.34.14 | 200 | 60 | 106,4 | 133,4 | 4 х М12 | 170 | 75 | 80,5 | 125,5 | 13,8 |
| 4-250.36.14 | 250 | 80 | 106,4 | 133,4 | 4 х М12 | 170 | 89,5 | 94,5 | 143,5 | 27,2 |
| 4-250.38.14 | 250 | 80 | 139,7 | 171,4 | 4 х М16 | 220 | 89,5 | 94,5 | 143,5 | 26,6 |
| 4-315.40.14 | 315 | 100 | 106,4 | 133,4 | 4 х М12 | 170 | 99,5 | 107 | 167 | 46,8 |
| 4-315.42.14 | 315 | 100 | 139,7 | 171,4 | 4 х М16 | 220 | 99,5 | 107 | 167 | 46,7 |
| 4-315.56.14 | 315 | 100 | 196,9 | 235 | 6 х М20 | 290 | 105,5 | 113 | 173 | 47,6 |
| 4-400.44.14 | 400 | 136 | 139,7 | 171,4 | 4 х М16 | 220 | 105 | 114 | 178 | 80,1 |
| 4-400.46.14 | 400 | 136 | 196,9 | 235 | 6 х М20 | 290 | 105 | 114 | 178 | 79,1 |
*масса патрона без накладных кулачков
D — наружный диаметр патрона D1 — диаметр посадочного отверстия D2 — диаметр расположения крепежных отверстий D3 — диаметр отверстия в корпусе
ПРИЛОЖЕНИЕ 1
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ОПОРЫ, ЗАЖИМЫ И УСТАНОВОЧНЫЕ УСТРОЙСТВА. ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ
ГОСТ 3.1107-81
(CTСЭВ 1803-79)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| Единая система технологической документации ОПОРЫ, ЗАЖИМЫ И УСТАНОВОЧНЫЕ УСТРОЙСТВА. ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ Unified system for technological documentation. Bases, clamps and installing arrangements. Symbolic representation | ГОСТ 3.1107-81 (CT |
Постановлением Государственного комитета СССР по стандартам от 31 декабря 1981 г. № 5943 срок введения установлен
с 01.07.82
1. Настоящий стандарт устанавливает графические обозначения опор, зажимов и установочных устройств, применяемых в технологической документации.
Стандарт полностью соответствует СТ СЭВ 1803-79.
2. Для изображения обозначения опор, зажимов и установочных устройств следует применять сплошную тонкую линию по ГОСТ 2.303-68.
3. Обозначения опор (условные) приведены в табл. .
Таблица 1
| Наименование опоры | Обозначение опоры на видах | ||
| спереди, сзади | сверху | снизу | |
| 1. Неподвижная | |||
| 2. Подвижная | |||
| 3. Плавающая | |||
| 4. Регулируемая | |||
4. Допускается обозначение подвижной, плавающей и регулируемой опор на видах сверху и снизу изображать, как обозначение неподвижной опоры на аналогичных видах.
5. Обозначения зажимов приведены в табл. .
6. Обозначение двойного зажима на виде спереди или сзади при совпадении точек приложения силы, допускается изображать как обозначение одиночного зажима на аналогичных видах.
7. Обозначения установочных устройств приведены в табл. .
Таблица 2
| Наименование зажима | Обозначение зажима на видах | ||
| спереди, сзади | сверху | снизу | |
| 1. Одиночный | |||
| 2. Двойной | |||
Примечание. Для двойных зажимов длина плеча устанавливается разработчиком в зависимости от расстояния между точками приложения сил. Допускается упрощенное графическое обозначение двойного зажима: .
8. Установочно-зажимные устройства следует обозначать так сочетание обозначений установочных устройств и зажимов (справочное приложение ).
Примечание. Для цанговых оправок (патронов) следует применять обозначение — .
9. Допускается обозначение опор и установочных устройств, кроме центров, наносить на выносных линиях, соответствующих поверхностей (справочные приложения и ).
10. Для указания формы рабочей поверхности опор, зажимов и установочных устройств следует применять обозначения в соответствии с табл. .
11. Обозначение форм рабочих поверхностей наносят слева от обозначения опоры, зажима или установочного устройства (справочные приложения и ).
12. Для указания рельефа рабочих поверхностей (рифленая, резьбовая, шлицевая и т.д.) опор, зажимов и установочных устройств следует применять обозначение в соответствии с чертежом.
Таблица 3
| Наименование установочного устройства | Обозначение установочного устройства на видах | ||
| спереди, сзади, сверху снизу | слева | справа | |
| 1. Центр неподвижный | Без обозначения | Без обозначения | |
| 2. Центр вращающийся | То же | То же | |
| 3. Центр плавающий | » | » | |
| 4. Оправка цилиндрическая | |||
| 5. Оправка шариковая (роликовая) | |||
| 6. Патрон поводковый | |||
Примечания:
1. Обозначение обратных центров следует выполнять в зеркальном изображении.
2. Для базовых установочных поверхностей допускается применять обозначение — .
Таблица 4
| Наименование формы рабочей поверхности | Обозначение формы рабочей поверхности на всех видах |
| 1. Плоская | |
| 2. Сферическая | |
| 3. Цилиндрическая (шариковая) | |
| 4. Призматическая | |
| 5. Коническая | |
| 6. Ромбическая | |
| 7. Трехгранная |
Примечание. Указание прочих форм рабочей поверхности опор, зажимов и установочных устройств следует выполнять в соответствии с требованиями, установленными отраслевыми НТД.
13. Обозначение рельефа рабочей поверхности наносят на обозначение соответствующей опоры зажима или установочного устройства (справочное приложение ).
14. Для указания устройств зажимов следует применять обозначения в соответствии с табл. .
Таблица 5
| Наименование устройства зажима | Обозначение устройства зажима на всех видах |
| 1. Пневматическое | Р |
| 2. Гидравлическое | Н |
| 3. Электрическое | Е |
| 4. Магнитное | М |
| 5. Электромагнитное | ЕМ |
| 6. Прочее | Без обозначения |
15. Обозначение видов устройств зажимов наносят слева от обозначения зажимов (справочные приложения и ).
Примечание. Для гидропластовых оправок допускается применять обозначение — .
16. Количество точек приложения силы зажима к изделию, при необходимости, следует записывать справа от обозначения зажима (справочное приложение , поз. 3).
17. На схемах, имеющих несколько проекций, допускается на отдельных проекциях не указывать обозначения опор, зажимов и установочных устройств относительно изделия, если их положение однозначно определяется на одной проекции (справочное приложение , поз. 2).
18. На схемах допускается несколько обозначений одноименных опор на каждом виде заменять одним, с обозначением их количества (справочное приложение , поз. 2).
19. Допускаются отклонения от размеров графических обозначений, указанных в табл. — и на чертеже.
Справочное
| Наименование | Примеры нанесения обозначений опор, зажимов и установочных устройств |
| 1. Центр неподвижный (гладкий) | |
| 2. Центр рифленый | |
| 3. Центр плавающий | |
| 4. Центр вращающийся | |
| 5. Центр обратный вращающийся с рифленой поверхностью | |
| 6. Патрон поводковый | |
| 7. Люнет подвижный | |
| 8. Люнет неподвижный | |
| 9. Оправка цилиндрическая | |
| 10. Оправка коническая, роликовая | |
| 11. Оправка резьбовая, цилиндрическая с наружной резьбой | |
| 12. Оправка шлицевая | |
| 13. Оправка цанговая | |
| 14. Опора, регулируемая со сферической выпуклой рабочей поверхностью | |
| 15. Зажим пневматический с цилиндрической рифленой рабочей поверхностью |
Справочное
| Описание способа установа | Схема обозначения |
| 1. В тисках с призматическими губками и пневматическим зажимом | |
| 2. В кондукторе с центрированием на цилиндрический палец, с упором на три неподвижные опоры и с применением электрического устройства двойного зажима, имеющего сферические рабочие поверхности | |
| 3. В трехкулачковом патроне с механическим устройством зажима, с упором в торец, с поджимом вращающимся центром и с креплением в подвижном люнете | |
| 4. На конической оправке с гидропластовым устройством зажима, с упором в торец на рифленую поверхность и с поджимом вращающимся центром |
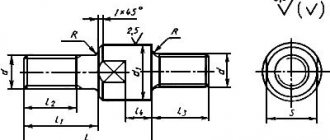
Присоединительные размеры патронов
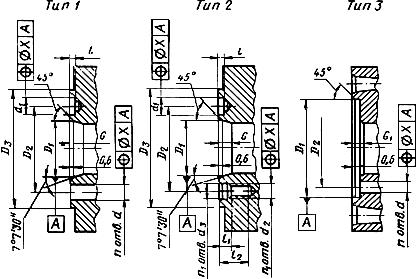
Черт.2
Таблица 2
Размеры в мм
| Условный размер конуса шпинделя станка | (пред. откл. +0,1) | , не менее | ||||||||||||||
| Номин. | Пред. откл. | Тип 1 | Тип 2 | Тип 1 | Тип 2 | |||||||||||
| 4 | 63,513 | +0,003 -0,005 | 82,6 | 85,0 | 0,10 | 108 | 112 | 12 | 14,70 | M10 | 10 | 6,5 | 5 | 20 | — | 3 |
| 5 | 82,563 | +0,004 -0,006 | 104,8 | 133 | 135 | 16,30 | 12 | 4 | 4 | |||||||
| 6 | 106,375 | +0,004 -0,006 | 133,4 | 165 | 170 | 14 | 19,45 | M12 | 13 | 5,5 | 22 | |||||
| 8 | 139,719 | +0,004 -0,006 | 171,4 | 210 | 220 | 18 | 24,20 | M16 | 14 | 8,0 | 6,5 | 26 | ||||
| 11 | 196,869 | +0,004 -0,010 | 235,0 | 0,15 | 280 | 290 | 22 | 29,40 | M20 | 16 | 10,0 | 8,5 | 32 | 8 | 6 | |
| 15 | 285,775 | +0,004 -0,012 | 330,2 | 380 | 400 | 26 | 35,70 | M24 | 17 | 9,5 | 36 | |||||
Таблица 3
Размеры в мм
| (поле допуска Н7) | ||||||
| 160 | 100 | 82,6 | 0,15 | 11 | 5 | 4 |
| 200 | 125 | 104,8 | ||||
| 250 | 160 | 133,4 | 13 | 8 | ||
| 315 | 200 | 171,4 | 17 | |||
| 400 | 10 | |||||
| 500 630 | 270 | 235,0 | 22 | 12 | ||
| 800 1000 | 360 | 330,2 | 0,20 | 26 | 8 |
5. На лицевой поверхности корпуса патрона допускается нанесение кольцевых рисок. Расстояние между рисками должно быть кратным шагу винта для перемещения кулачков. Риски должны иметь цифровое обозначение, равное соответствующему диаметру развода кулачков.
На каждом кулачке должна наноситься отсчетная риска. Положение отсчетной риски определяется из условия ее совпадения с кольцевой риской при установленной величине развода кулачка.
6. Допуски формы и расположения поверхностей, а также параметры шероховатости поверхностей патронов диаметром до 630 мм — по ГОСТ 1654.
Для патронов диаметром 800 и 1000 мм допуски формы и расположения поверхностей, а также параметры шероховатости поверхностей патронов должны быть указаны в технических условиях.
Допуск плоскостности передней поверхности патронов не должен превышать значений, приведенных в табл.4.
Таблица 4
| Класс точности | Значение допуска плоскостности передней поверхности патронов, мкм, диаметром , мм | ||
| 160 200 | 250 315 | 400 500 630 800 1000 | |
| А В | 20 | 25 | 30 |
| П | 30 | 40 | 50 |
| Н | 50 | 60 | 80 |
(Измененная редакция, Изм. N 2).
7. По требованию заказчика количество отверстий и должно быть увеличено.
8. Конструкция и способы присоединения промежуточных фланцев для установки патронов типа 3 на концы шпинделей станков даны в приложении.
9. Технические требования, комплектность, правила приемки, методы проверки, маркировка, упаковка, транспортирование токарных патронов, а также гарантия изготовителя — по ГОСТ 1654.
(Введен дополнительно, Изм. N 1).