Конус Морзе – это вспомогательное приспособление, используемое для фиксации промышленного инструмента. Устройство обеспечивает быструю смену оснастки без потери точности выполнения операций. Прототип изделия был изготовлен в 1864 году, с тех пор оно успешно применяется в промышленности.
В материале:
- Актуальные стандарты
- Разновидности хвостовиков Хвостовики с лапкой
- Хвостовики с резьбой
- Хвостовики с фиксацией трением
- Условные обозначения хвостовиков
- Конусы 7:24
Актуальные стандарты
Размеры конусов Морзе зависят от их исполнения. В продаже представлены изделия 8 типоразмеров – от КМ0 до КМ7. Характеристики каждого типоразмера прописаны в отраслевых нормативах. Там же отображается специфика совместимого оборудования.
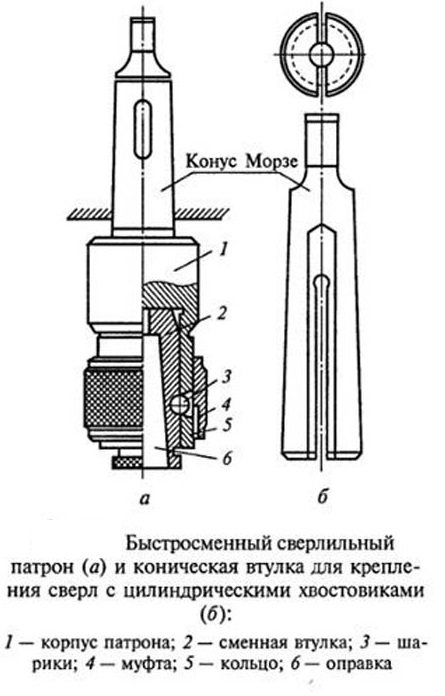
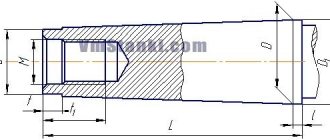
Рис. 1 Конус Морзе с патроном и без него
Отечественные и зарубежные стандарты, регламентирующие изготовление конусов Морзе:
- ISO 296;
- DIN 228;
- ГОСТ 25557-2016.
Конусы Морзе по ГОСТ представлены не всеми типоразмерами. В российском стандарте отсутствуют изделия, относящиеся к категории КМ7. Они заменены конусами №80, несовместимыми с аналогами зарубежного производства.
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ ГОСТ 25557-2006 Основные размеры
Machine tools tapers. Basic dimensions
МКС 25.100 ОКП 39 0000
Дата введения 2008-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и оВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 29 от 24 июня 2006 г.) За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Кыргызстан | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
| Таджикистан | TJ | Таджикистан |
| Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Госстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 296:1991 «Станки. Самозажимные конусы хвостовиков инструментов» (ISO 296:1991 «Machine tools — Self-holding tapers for tool shanks»). Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). При этом дополнительные положения, а также фразы и отдельные слова, включенные в текст стандарта для учета потребностей национальной экономики указанных выше государств и особенностей межгосударственной стандартизации, выделены курсивом. Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Б
5 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2007 г. N 171-ст межгосударственный стандарт ГОСТ 25557-2006 (ИСО 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВЗАМЕН ГОСТ 25557-82 Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты». Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2008 год Поправка внесена изготовителем базы данных
Разновидности хвостовиков
В продаже представлены токарные конусы Морзе с хвостовиками нескольких типов. Элементы различаются спецификой исполнения и особенностями фиксации.
Хвостовики с лапкой
Хвостовики с лапкой фиксируются путем заклинивания. Лапка попадает в соответствующий паз шпинделя, обеспечивая надежное крепление компонента. Она исключает проворачивание изделия, существенно упрощает его извлечение при необходимости.

Рис. 2 Конус Морзе с патроном и хвостовиком с лапкой
Хвостовики с резьбой
Хвостовики с резьбой вкручиваются в шпиндель, надежно фиксируются в посадочном проеме. Размер и тип резьбы определяются конструктивным исполнением.

Рис. 3 Конус Морзе с патроном и резьбовым хвостовиком
Хвостовики с фиксацией трением
Тип хвостовиков, не содержащих лапок и резьбы. Удержание изделия осуществляется за счет сил трения, возникающих при плотном контакте элементов конуса и шпинделя.
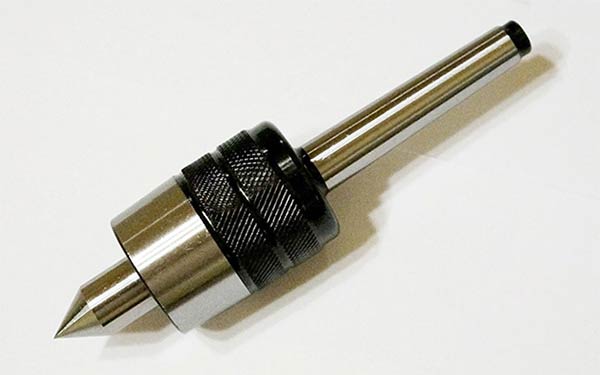
Рис. 4 Конус Морзе с патроном, фиксирующийся за счет трения
Условные обозначения хвостовиков
На хвостовиках конусов Морзе могут присутствовать условные обозначения, определяющие специфику их конструкции.
Обозначения хвостовиков внутреннего типа:
- BI –с пазом;
- AI –с отверстием по оси;
- BIK –с пазом и проемом для ОЖ;
- AIK – с отверстием и проемом для ОЖ.
Обозначение хвостовиков наружного типа:
- BE – с лапкой;
- АЕ – с отверстием;
- BEK –с лапкой и проемом для ОЖ;
- АЕК – с резьбой и проемом для ОЖ.
Маркировка конуса Морзе для станков также указывается в сопроводительной документации.
1 Область применения
1 Область применения
Настоящий стандарт устанавливает размеры наружных и внутренних конусов инструментальных хвостовиков трех категорий:
a) общего применения;
b) малые;
c) большие. Настоящий стандарт также определяет размеры пазов канавок и отверстий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего вода, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Диапазон и размеры конусов
3.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
| Категория конуса | Размер, мм | Размер, дюйм |
| Конус общего применения | Конус Морзе N 1 — N 6 | Конус Морзе N 1 — N 6 |
| Малый конус | Метрические конусы N 4 и N 6 и конус Морзе N 0 | Конусы Браун и Шарп N 1 — N 3 |
| Большой конус | Метрические конусы N 80 — N 200 | — |
| Примечание — Кроме конусов Морзе с резьбовым отверстием, конусы Морзе N 1 — N 6, изготовленные в метрической или в дюймовой системах, являются строго взаимозаменяемыми, хотя и не абсолютно идентичными. | ||
3.2 Размеры конусов должны соответствовать размерам, указанным на рисунках 1,2 и в таблицах 2 и А.1 (приложение А).
Рисунок 1
Рисунок 2
Конусы Морзе N 0 — N 6 и метрические конусы
Таблица 2
Размеры в миллиметрах
| Наименова- ние конуса | Метрии- ческий | Морзе | Метрический | ||||||||||||
| Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
| Конусность | 1:20=0,05 | 0,62460:12 =1:19,212 =0,05205 | 0,59858:12 =1:20,047 =0,04988 | 0,59941:12 =1:20,020 =0,04995 | 0,60235:12 =1:19,992 =0,05020 | 0,62326:12 =1:19,254 =0,05194 | 0,63151:12 =1:19,002 =0,05263 | 0,62565:12 =1:19,180 =0,05214 | 1:20=0,05 | ||||||
| 4,0 | 6,0 | 9,045 | 12,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | ||
| Нару- жный конус | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| * | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 | |
| — | — | — | — | 15,0 | 21,0 | 26,0 | 40,0 | 56,0 | — | — | — | — | — | ||
| * | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 | |
| ** | — | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 | |
| * | — | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 | |
| — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | ||
| 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | ||
| — | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — | ||
| — | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — | ||
| — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — | ||
| 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 | ||
| 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 | ||
| — | — | 56,5 | 62,0 | 75,0 | 94,0 | 117,5 | 149,5 | 210,0 | 220,0 | 260,0 | 300,0 | 380,0 | 460,0 | ||
| — | — | 59,5 | 65,5 | 80,0 | 99,0 | 124,0 | 156,0 | 218,0 | 228,0 | 270,0 | 312,0 | 396,0 | 480,0 | ||
| — | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — | ||
| — | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — | ||
| — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — | ||
| — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | ||
| — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | ||
| h13 | — | — | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| *** | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 | |
| — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 | ||
| — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 | ||
| — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | ||
| — | — | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 | ||
| 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | ||
| Внут- рен- ний конус | Н11 | 3 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,6 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
| — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 | ||
| — | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — | ||
| 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 | ||
| 21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 | ||
| — | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — | ||
| — | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — | ||
| — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | ||
| A13 | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 | ||
| — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | ||
| **** | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | |
| * Для и или приблизительные значения даны только для руководства. (Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ). ** — номинальный диаметр метрической резьбы М. В каждом случае на детали должен быть промаркирован соответствующий символ М. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром. | |||||||||||||||
3.3 Применяемый тип резьбы для резьбовых отверстий: — для метрических — метрическая резьба М; — для дюймовых — дюймовая резьба UNC.
3.4 Допуски по углу конуса, методы и средства контроля конусов инструментов — по
ГОСТ 2848
.
3.5 Отверстия центровые
Размеры — по
ГОСТ 14034
.
4 Обозначения хвостовиков
4.1 В зависимости от конструкции инструментальный хвостовик должен иметь соответствующее обозначение:
Bl — внутренний конус с пазом;
BE — наружный конус с лапкой;
АI — внутренний конус с отверстием по оси; АЕ — наружный конус с резьбовым отверстием по оси;BIK — внутренний конус с пазом и отверстием для подачи СОЖ; ВЕК — наружный конус с лапкой и отверстием для подачи СОЖ;AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ; АЕК — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
Приложение А.1 (рекомендуемое). Конусы Морзе N 0 — N 6 и конусы Браун Шарп N 1 — N 3
Приложение А.1 (рекомендуемое)
Таблица А.1
Размеры в дюймах
| Наименование конуса | Конус Браун и Шарп | Конус Морзе | ||||||||
| Обозначение конуса | 0 | 1 | 2 | 1 | 2 | 3 | 4 | 5 | 6 | |
| Конусность | 0,502:12= =1:23,904= =0,04183 | 0,502:12= =1:23,904= =0,04183 | 0,502:12= =1:23,904= =0,04183 | 0,59858:12= =1:20,047= =0,04988 | 0,59941:12= =1:20,02= =0,04995 | 0,60235:12= =1:19,922= =0,0502 | 0,62326:12= =1:19,254= =0,05194 | 0,63151:12= =1:19,002= =0,05263 | 0,62565:12= =1:19,18= =0,05214 | |
| 0,23922 | 0,29968 | 0,37525 | 0,475 | 0,7 | 0,938 | 1,231 | 1,748 | 2,494 | ||
| Наружный конус | 3/32 | 3/32 | 3/32 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 1/16 | |
| * | 0,243 14 | 0,30360 | 0,37917 | 0,48120 | 0,70940 | 0,94740 | 1,2440 | 1,76120 | 2,51030 | |
| — | — | — | 0,3937 | 0,5906 | 0,8268 | 1,1024 | 1,5748 | 2,2047 | ||
| * | 0,20000 | 0,25000 | 0,31250 | 0,3690 | 0,5720 | 0,7780 | 1,0200 | 1,47500 | 2,1160 | |
| ** | — | — | — | UNC 1/4 | UNC 3/8 | UNC 1/2 | UNC 5/8 | UNC 5/8 | UNC 1 | |
| * | 0,18954 | 0,23693 | 0,29681 | 0,35340 | 0,5533 | 0,7529 | 0,9908 | 1,43880 | 2,0639 | |
| 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 113/32 | 2 | ||
| 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 113/32 | 2 | ||
| — | — | — | 0,25197 | 0,41338 | 0,51181 | 0,66929 | 0,82677 | 1,02362 | ||
| — | — | — | 0,31496 | 0,49212 | 0,59055 | 0,78740 | 1,02362 | 1,22047 | ||
| — | — | — | 0,33464 | 0,51968 | 0,68929 | 0,86614 | 1,181 10 | 1,41732 | ||
| 15/16 | 13/16 | 11/2 | 21/8 | 2 9/16 | 3 3/16 | 41/16 | 53/16 | 71/4 | ||
| 11/32 | 19/32 | 119/32 | 21/4 | 2 3/4 | 33/8 | 45/16 | 57/16 | 79/16 | ||
| 13/16 | 11/2 | 17/8 | 27/16 | 215/16 | 311/16 | 45/8 | 57/8 | 81/4 | ||
| 19/32 | 119/32 | 131/32 | 29/16 | 31/8 | 3 7/8 | 47/8 | 61/8 | 89/16 | ||
| — | — | — | 19/32 | 25/32 | 1 9/64 | 117/32 | 2 | 33/16 | ||
| — | — | — | 13/16 | 111/32 | 119/64 | 23/16 | 223/32 | 329/32 | ||
| — | — | — | 0,15748 | 0,19685 | 0,21653 | 0,32283 | 0,39370 | 0,45275 | ||
| — | — | — | — | 1,06299 | 1,41732 | 1,85039 | 2,36220 | 3,54330 | ||
| — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | ||
| h12 | 0,12500 | 0,15620 | 0,18750 | 0,20310 | 0,25000 | 0,31250 | 0,46870 | 0,62500 | 0,75000 | |
| *** | 1/4 | 5/16 | 3/8 | 11/32 | 13/32 | 17/32 | 5/8 | 3/4 | 11/16 | |
| 0,38100 | 0,45500 | 0,53200 | 0,5200 | 0,66000 | 0,83 | 0,96000 | 1,15 | 1,58 | ||
| — | — | — | 1/2 | 3/4 | 0,94488 | 11/4 | 11/4 | 1,85040 | ||
| 3/16 | 3/16 | 3/16 | 3/16 | 1/4 | 9/32 | 5/16 | 0,47244 | 0,70866 | ||
| 1/32 | 1/32 | 3/64 | 3/64 | 1/16 | 5/64 | 3/32 | 1/8 | 5/32 | ||
| 1/8 | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 5/16 | 3/8 | ||
| Внутрен- ний конус | Н11 | 0,203 | 0,255 | 0,319 | 0,37800 | 0,58800 | 0,79700 | 1,044 | 1,502 | 2,15748 |
| — | — | — | 9/32 | 7/16 | 9/16 | 11/16 | 11/16 | 11/8 | ||
| — | — | — | 17/32 | 49/64 | 31/32 | 117/64 | 147/64 | 231/64 | ||
| 1 | 11/4 | 19/16 | 23/16 | 221/32 | 39/32 | 45/32 | 55/16 | 73/8 | ||
| 29/32 | 11/8 | 113/32 | 21/16 | 21/2 | 31/16 | 37/8 | 415/16 | 7 | ||
| — | — | — | 43/64 | 7/8 | 17/32 | 139/64 | 23/32 | 317/64 | ||
| — | — | — | 11/16 | 117/64 | 139/64 | 23/32 | 241/64 | 313/16 | ||
| — | — | — | — | 1,06299 | 1,41732 | 1,85039 | 2,3622 | 3,5433 | ||
| H12 | 0,141 | 0,172 | 0,203 | 0,2230 | 0,27 | 0,33300 | 0,493 | 0,65 | 0,78 | |
| 13/32 | 9/16 | 23/32 | 3/4 | 7/8 | 11/8 | 11/4 | 11/2 | 17/8 | ||
| — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | ||
| **** | 0,04 | 0,04 | 0,04 | 0,0393 | 0,03930 | 0,03930 | 0,03930 | 0,0393 | 0,0393 | |
| * Для и или приблизительные значения даны только для руководства. (Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ) ** — номинальный диаметр резьбы UNC. В каждом случае на детали должен быть промаркирован соответствующим символ UNC. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром. | ||||||||||
_______________ 1 Соответствует оригиналу.
Укороченные конусы Морзе
Для решения ряда производственных задач длина классического конуса является чрезмерной. В данном случае целесообразно использование укороченных изделий. Длина таких конусов в 2 раза меньше оригинальной. Они оперативно фиксируются в шпинделе, позволяют качественно выполнять работы в ограниченном пространстве.
Укороченные модели пропорциональны конусам КМ, имеют соответствующие обозначения:
- В7 – КМ0 длиной 14 мм;
- В10 – КМ1 длиной 18 мм;
- В12 – КМ1 длиной 22 мм;
- В16 – КМ2 длиной 24 мм;
- В18 – КМ 2 длиной 32 мм;
- В22 – КМ3 длиной 45 мм;
- В24 – КМ3 длиной 55 мм;
- В32 – КМ4 длиной 57 мм.
Наиболее крупные конусы – В45. Они являются укороченной версией КМ5, имеют длину 71 мм.

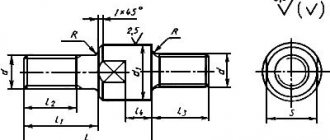
Рис. 5 Конус 7:24
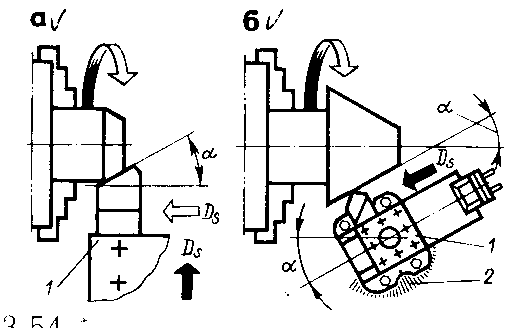
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
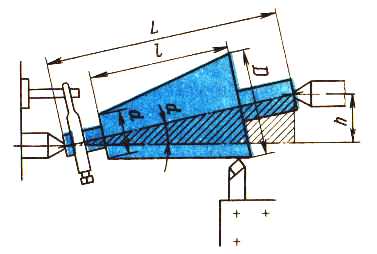
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Альтернативные решения
В качестве замены конусов Морзе созданы аналогичные продукты. Они обладают рядом уникальных качеств, полностью или частично заменяют классические решения.
Конусы 7:24
Конусы 7:24 созданы для станков с возможность автоматизированной смены инструмента. Изделия лишены недостатков типовых конусов, связанных с заклиниванием, большими размерами и недостаточным контактом осевого упора.

Рис. 6 Конус 7:24
Продукция предназначена для предприятий с высокой степенью оснащенности, изготавливается в разных странах. Производители используют различные нормативы при производстве инструментальных конусов.
- ISO 7388. Международный стандарт, применяемый многими предприятиями ЕС.
- ГОСТ 25857-2014. Отечественный норматив, аналог стандарта ISO. Основные отличия кроются в параметрах используемых материалов.
- DV и SK. Нормы, применяемые в Германии.
- ANSI B15.18. Нормативные документы, используемые американскими производителями.
- JIS B6339. Японская вариация инструментальных конусов. Размерность изделий определяется в дюймовой системе исчисления.
- NFE 62540. Стандарт, используемый французскими производителями.
- IS 2340. Индийский стандарт.
При обозначении типоразмеров изделий используются цифры от 10 до 80. Шаг градации равен 5. Ниже представлена таблица размеров инструментальных конусов, где D – максимальный диаметр конусного проема, L – его глубина, а DF – диаметр фланца.
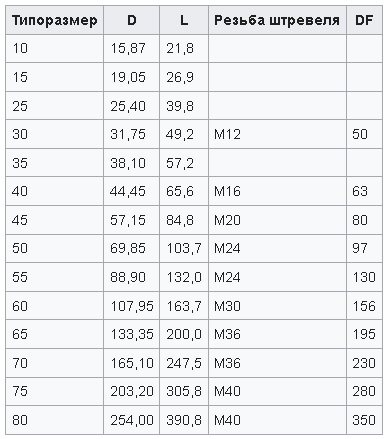
Таблица №2. Размеры инструментальных конусов
Конусы HSK
Конусы типа HSK ориентированы на фрезерные станки. Продукция изготавливается в соответствии с ГОСТ Р 12164 и DIN 69893. Изделия обозначаются буквами от А до F, в наименовании прописывается диаметр фланца (минимальное значение – 25 мм, максимальное – 160 мм).
Преимущества решений серии HSK:
- максимально быстрая замена металлорежущего инструмента;
- умеренный вес;
- возможность работы с резцами токарного типа;
- прекрасная повторяемость;
- высокие показатели жесткости.
Для работы с квадратными резцами требуются переходные элементы. Резцы некоторых производителей сразу имеют хвостовик HSK.

Рис. 7 Продукция серии HSK
CAPTO
Конусы CAPTO позиционируются как премиальный аналог изделий серии HSK. Продукция выпускается согласно ISO 26623, имеет треугольное сечение. Угол поверхности посадки аналогичен классическим конусам. Изделие надежно фиксируется в рабочем проеме, обеспечивает хорошую повторяемость в различных осях.
Продукция линейки CAPTO оптимальна для черновой и получерновой обработки. Она обеспечивает высокую жесткость соединения, что может привести к преждевременному износу шпинделя при значительной нагрузке.
В модельном ряде производителя присутствует 6 конусов. Изделия имеют маркировку от С3 до С10 , диаметр рабочего фланца составляет от 32 до 100 мм.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.
Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру .
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
Переходники
При работе с конусами используются переходные оправки и переходные втулки на конус Морзе. Они упрощают проведении работ, исключая покупку дополнительной оснастки и инструмента.

Рис. 8 Переходная втулка с КМ2 на КМ3
Специалисты рекомендуют приобретать сертифицированные конусы и переходные элементы. Это обеспечит качественное выполнение работ, снизит вероятность поломок, сократит производственные издержки и расходы на дополнительную обработку заготовок.
Конусы с конусностью 1 : 30 и 1 : 50
В инструментальном деле и в общем машиностроении приняты, конусы с конусностью 1 : 30 и 1 : 50.
Конусность 1 : 30 имеют отверстия в насадных развертках и зенкерах. Коническая форма отверстий в этих инструментах необходима для лучшего центрирования и прочности посадки их на оправках. Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Конусность 1 : 50 имеют установочные штифты, применяемые в случае, когда необходимо, чтобы две детали машины, скрепленные болтами, не могли перемещаться одна относительно другой (например, фартук суппорта и его продольные салазки).
Установочные штифты входят в отверстия, высверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность таких штифтов принята равной 1 : 50, что соответствует углу уклона α = 0° 34′.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Конус 7:24
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO
-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента). - Новые российские стандарты: ГОСТ
25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388. - Все еще могут быть актуальны советские и старые российские стандарты: ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
,
SK
(от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
(от англ. National Machine Tool Builders Association),
NST
,
NT
. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
,
CV
(от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
— японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
— французский стандарт.
,
IS 11173
— индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D
обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда),
L
обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца
DF
примерно одинаков у всех конструктивных разновидностей.
Конус с фланцем для автоматической смены инструмента
| Конус | D | L | Резьба | DF |
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A
,
U
,
J
. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой
D
) или боковой через фланец (буквой
F
).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
Использование широкого углового резца
Довольно простым способом, при помощи которого на токарном станке можно получить конусную поверхность, является использование углового резца. При его помощи можно создать конус небольшой длины, режущая кромка должна быть прямой. Угол конуса можно корректировать путем заточки кромки или установки его под определенным углом к заготовке.
Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.