Современный технологический прогресс позволил усовершенствовать металлообрабатывающую отрасль, а также уменьшить риски для человека при работе с металлом.
Использование числового программного управления на станках по обработке металла, дает возможность изготавливать детали в соответствии к заданным размерам. Кроме того, эта система уменьшает количество брака в готовом изделии, а также дает хорошее качество на выходе.
Устройство станка с ЧПУ и его основные узлы представляют собой металлообрабатывающий станок, на котором установлено числовое программное управление, с помощью которого минимизируется вмешательство человека в работу машины при изготовлении детали.
Конструкция фрезерного станка
Рассмотрим общую конструкцию вертикально-фрезерного станка с ЧПУ, который является наиболее универсальным и востребованным для любого типа. Станина (1) предназначена для крепления всех узлов и механизмов станка. Рабочий стол (2) может перемещаться в продольном (влево/вправо) и поперечном (вперед/назад) направлениях по направляющим (3).
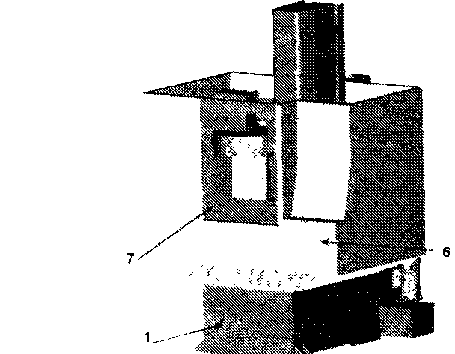
Корпус станка.
Конструктивные элементы станка
На рабочем столе закрепляют заготовки и различные технологические приспособления. Для этого на столе имеются специальные Т-образные пазы. Шпиндель (4) предназначен для зажима режущего инструмента и придания ему вращения. Шпиндель закреплен на колонне (5), которая может перемещаться в вертикальном направлении (вверх/вниз). От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависят точность и качество обработки. Таким образом, рассматриваемый станок является 3-х осевым.
Защитные кожухи (6) необходимы для обеспечения безопасности. Они защищают оператора станка от летящей стружки и смазывающе-охлаждающей жидкости (СОЖ), которая подается в зону обработки под давлением. Дверца (7) обеспечивает доступ в рабочую зону станка. В магазине инструментов (8) барабанного типа находится набор режущих инструментов. При этом взятие необходимого инструмента и фиксация его в шпинделе обеспечивается устройством автоматической смены инструмента и производится по определенной команде управляющей программы.
Достоинства и технические ограничения
Использование станков с ЧПУ по дереву даёт массу преимуществ, из которых специалисты выделяют следующие наиболее важные:
Автоматизация производственного процесса, ограничивающая воздействие человеческого фактора. Станок самостоятельно выполняет основные действия по обработке детали:
- Выбор рабочего инструмента — при наличии револьверной головки;
- Перемещение рабочего инструмента с оптимальной интенсивностью и заданной точностью;
- Контроль скорости и при необходимости изменение направления и скорости вращения шпинделя.
- Это обеспечивает высокое качество детали или изделия.
Точность обработки. Использование ЧПУ позволяет минимизировать отклонения от требуемых размеров обрабатываемые детали. Некоторые модели позволяют достичь стопроцентной точности при постоянной повторяемости процессов. Что практически невозможно, если обработку осуществляет оператор на ручном оборудовании.
Высокая скорость выполнения операций — основной критерий производительности. Использование станков с ЧПУ значительно снижает время простоя оборудования, а также ускоряет все процессы, исключив необходимость систематической остановки устройств для выполнения промежуточных замеров.
Гибкость производства. Чтобы перейти от выпуска одной детали к другой, независимо от сложности её формы, количества и разнообразия процессов обработки, необходимо просто заменить программу.
Снижение потребности в расходных материалах. Режущий инструмент эксплуатируется в оптимальном режиме, что существенно повышает его ресурс. Это приводит к дополнительной экономии средств и снижении себестоимости продукции.
- Однако, использование станков с ЧПУ имеет определенные недостатки технические ограничения:
- Высокая стоимость, определяющая необходимость крупных первоначальных инвестиций;
- Высокие требования к квалификации персонала, осуществляющего техническое обслуживание или необходимость привлечения внешних специалистов из специализированных организаций;
- Обеспечение приемлемых условий эксплуатации: температура, влажность, запыленность;
- Необходимость переквалификации или наём нового инженерного персонала, осуществляющего разработку и проектирование деталей.
Устройство системы ЧПУ
Для того чтобы сделать из обычного станка с ручным управлением станок с ЧПУ необходимо внедрить определенные компоненты в его конструкцию. Не достаточно просто подключить станок к компьютеру, чтобы он работал по программе — необходимо модернизировать механическую и электронную “начинку” станка. Давайте посмотрим, как устроена система ЧПУ (СЧПУ) на большинстве современных станков.
Условно СЧПУ можно разделить на три подсистемы:
• подсистему управления,
• подсистему приводов
• подсистему обратной связи.
Далее в этом разделе мы подробнее остановимся на каждой из данных подсистем.
Критерии выбора
Выбирая станок с ЧПУ по дереву, прежде всего, необходимо определиться с областью его использования. Какие задачи стоят перед оборудованием? Фрезерные — используются для плоского, контурного или ступенчатого фрезерования, также они могут высверливать различные отверстия и формировать пазы, нарезать или растрачивать резьбу, выполнять другие процессы обработки детали. Токарные — обрабатывают заготовку в процессе вращения. Результат их действий менее разнообразен. Как правило, это изделия цилиндрической, сферической или конической формы. Однако с помощью одной из разновидностей такого оборудования — карусельных токарных станков можно выполнять подрезку торцов, формировании канавок и пазов и т.п.
После определения назначения станка с ЧПУ необходимо подобрать его эксплуатационные характеристики:
Скорость вращения двигателя. Общепринятый стандарт для обычного оборудования составляет 4-8 тыс. об/мин. Для горизонтальных моделей токарных станков этот показатель может возрасти до 10-20 тыс. об/мин. Обороты высокоскоростных, наиболее дорогостоящих, станков с ЧПУ по дереву, могут достигать 40-50 тыс. об/мин. Кроме того следует обратить внимание на тип управления силовым приводом. В бюджетных версиях используется шаговое управление скоростью. Это может привести к существенному снижению точности обработки детали. Поэтому, если изделие должно иметь минимальные допуски, то рекомендуется использовать серводвигатели с плавным переключением скоростей.
Рабочая зона. Определяющим фактором является габаритные размеры рабочей зоны тесно связанные с высотой портала. От этого зависит габариты обрабатываемого изделия, который не должны выходить за пределы рабочей поверхности станка. Кроме того, следует учитывать необходимость установки и фиксации обрабатываемой заготовки.
Точность обработки. Определяется таким показателем, как контрольный критерий точности. Большинство станков с ЧПУ имеют этот показатель в диапазоне 20-30 контрольный критериев. При этом наиболее важными является точность:
- Позиционирования по оси;
- Повторного позиционирования;
- Криволинейной формы детали обрабатываемой по двух осях и т.п.
Способ управления. Существует три основных типа управление станком ЧПУ:
- Посредством подключения к персональному компьютеру через плату. На ПК устанавливается специализированное программное обеспечение. Куда входит, как управления сервоприводами станка, так и создание чертежа детали. Такой способ является оптимальным для индивидуальных и мелкосерийных производств;
- DSP контроллер — микро-эвм, которое устанавливается непосредственно в оборудование. Его основная функция является контроль всех рабочих параметров и управления исполнительными устройствами. Получение команд на обработку осуществляется путём записи специального кода, сгенерированного программой по проектированию с диска, флешки или другого информационного носителя. Такой вариант управления станком с ЧПУ используется при серийном производстве, когда изменения управляющей программы осуществляются довольно редко.
- Сетевое управление с обратной связью. На данное время является наиболее совершенным. Позволяет не только записывать информацию по процедурам обработки одновременно несколько установок, но и выполняет целый ряд других функций: контроль длины режущего инструмента, автоматическая смена инструмента, обратная связь с сервоприводами для особо точного позиционирования заготовки и т.п.
Среди других критериев, по которым стоит выбирать станок с ЧПУ для древесины, можно отметить:
- Уровень сложности обрабатываемые детали;
- Стоимость обслуживания оборудования;
- Сложность работы со станком — сколько потребуется ручника процессов для подготовки и запуска оборудования;
- Стоимость обработки одной детали и т.п.
Подсистема управления
Центральной частью всей СЧПУ является подсистема управления. С одной стороны она читает управляющую программу и отдает команды различным агрегатам станка на выполнение тех или иных операций. С другой стороны взаимодействует с человеком, позволяя оператору станка контролировать процесс обработки.
Сердцем подсистемы управления является контроллер (процессор), который обычно расположен в корпусе стойки ЧПУ. Сама стойка имеет набор кнопок и экран (все вместе называется пользовательским интерфейсом) для ввода и вывода необходимой информации.
Системы управления могут быть как закрытыми, так и открытыми, ПК — совместимыми. Закрытые системы управления имеют собственные алгоритмы и циклы работы, собственную логику. Производители таких систем, как правило, не распространяют информацию об их архитектуре. Скорее всего, вы не сможете самостоятельно обновить программное обеспечение и редактировать настройки такой системы. У систем закрытого типа есть важное преимущество — они, как правило, имеют высокую надежность, так как все компоненты системы прошли тестирование на совместимость.
В последнее время стало появляться все больше открытых, ПК — совместимых систем управления. Их аппаратная начинка практически такая же, как и у вашего домашнего персонального компьютера. Преимущество такого метода — в доступности и дешевизне электронных компонентов, большинство из которых можно приобрести в обычном компьютерном магазине. Однако есть и недостаток. Пока считается, что надежность таких систем ниже, чем у закрытых систем управления.
Приводы станка с ЧПУ
Подсистема приводов включает в себя различные двигатели и винтовые передачи для окончательного выполнения команд подсистемы управления — для реализации перемещения исполнительных органов станка.
Винтовая передача
Важными компонентами подсистемы приводов являются высокоточные ходовые винты. Вы, наверное, знаете, что на станке с ручным управлением рабочий, вращая рукоятку, соединенную с ходовым винтом, перемещает рабочий стол. На днище стола укреплена гайка, таким образом, что при повороте винта происходит линейное перемещение стола.
Усовершенствованный ходовой винт станка с ЧПУ позволяет выполнять перемещение исполнительного органа с минимальным трением и практически без люфтов. Устранение люфта очень важно по двум причинам. Во-первых, это необходимо для обеспечения сверхточного позиционирования. Во-вторых, только при соблюдении этого условия возможно нормальное попутное фрезерование.
Датчики обратной связи
Подсистема обратной связи главным образом призвана обеспечивать подсистему управления информацией о реальной позиции исполнительного органа станка и о скорости двигателей. Подсистема обратной связи может быть открытого или замкнутого типа.
• Системы открытого типа регистрируют наличие или отсутствие сигнала из подсистемы управления. К сожалению, они не могут дать информации о реальной позиции исполнительного органа и скорости двигателей, поэтому в современных станках с ЧПУ практически не используются.
• Системы замкнутого типа используют внешние датчики для проверки необходимых параметров.
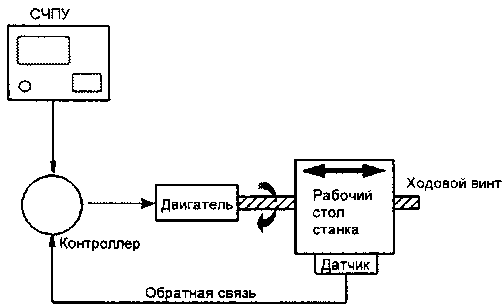
Схема обратной связи на станке с ЧПУ
Особенности функционирования и меры безопасности при работе
Инструкция по технике безопасности станков с ЧПУ мало отличается от стандартных правил эксплуатации любого производственного оборудования. Перед допуском оператора к работе он проходит обучение со сдачи соответствующих тестов на знание функциональности оборудования и техники безопасности. В соответствии с проверкой оператору может быть присвоен определённый ранг / класс / разряд. Из наиболее важных правил техники безопасности стоит отметить следующие:
- Эксплуатация устройства запрещается в помещениях с повышенной влажностью, недостаточной освещенностью, наличием огнеопасных жидкостей и горючих газов;
- Оборудование следует останавливать в следующих случаях: при замене режущего инструмента, установке / снятии детали, проведении контрольных замеров;
- Одежда оператора не должна иметь свободных или развивающихся элементов, браслетов, галстуков, которые могут быть затянуты в станок.
ВАЖНО! Следует понимать, что даже тотальная автоматизация средств производства не означает снижение квалификационных требований к рабочему персоналу. Действие оператора заключается не только в установке заготовки и извлечении готовые детали после обработки. Он должен систематически выполнять контрольные замеры, определять износ режущей кромки рабочего инструмента, выполнять диагностику оборудования и его первичное техническое обслуживание.
Датчики, используемые для определения положения
Как правило, в станках с ЧПУ для определения положения и состояния исполнительных органов используются два типа датчиков: линейные датчики положения и вращающиеся датчики положения.
Вращающийся датчик положения крепится на валу двигателя и позволяет определять его угловое положение. Этот датчик состоит из источника света, оптического датчика (приемника) и диска с маленькими радиальными прорезями (растрами). Растровый диск укреплен на валу, источник света и оптический датчик находятся с разных сторон от диска.
Когда диск вращается, то лучи проходят сквозь его прорези и падают на оптический датчик. Оптический датчик работает как переключатель, который включается или выключается при попадании на него лучей света. Это дает возможность определить относительное или абсолютное положение и направление вращения двигателя. Полученная информация отправляется в подсистему управления.
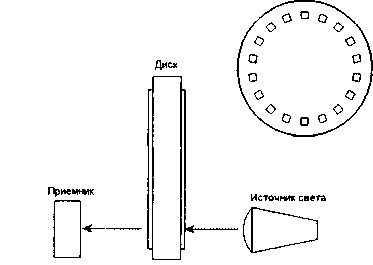
Вращающийся датчик положения.
Все вращающиеся датчики имеют один существенный недостаток. Так как они устанавливаются непосредственно на валу двигателя, то не могут напрямую измерить линейное положение исполнительного органа станка. Они дают рассчитанное положение, основанное на данных о шаге ходового винта, и в высокоточных станках для определения линейного положения не применяются. Их можно использовать в конструкции шпинделя для определения числа оборотов при вращении и для нахождения его углового положения.
Электронная библиотека
Общетехнические дисциплины / Технологические основы гибких автоматизированных производств / 1.5. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКОВ С ЧПУ
Станки с ЧПУ обеспечивают высокую производительность и точность отработки перемещений, задаваемых программой, а также сохранение этой точности в заданных пределах при длительной их эксплуатации. Станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой надежности работы.
Конструкция станков с ЧПУ должна, как правило, обеспечить:
· совмещение различных видов обработки (точение – фрезерование, фрезерование – шлифование, обработка резанием – контроль и т.д.);
· удобство загрузки заготовок, выгрузки деталей, что особенно важно при применении промышленных роботов;
· автоматическое или дистанционное управление сменой инструмента;
· возможность встройки в общую автоматическую систему управления.
Повышение точности обработки достигается высокой точностью изготовления и жесткостью станка, превышающей жесткость обычного станка того же назначения. Статическая и динамическая жесткость повышается при сокращении длины кинематических цепей. С этой целью для всех рабочих органов применяют автономные приводы, а механические передачи используют в минимально возможном количестве. Приводы станков с ЧПУ должны обеспечивать высокое быстродействие.
Повышению точности обработки способствует также устранение зазоров в передаточных механизмах, приводах подач, снижение потерь на трение в направляющих и других механизмах, повышение виброустойчивости и снижение тепловых деформаций, элементов станка, применение в станках датчиков обратной связи. Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах станка, чему, например, способствует предварительный разогрев станка и гидросистемы. В высокоточных станках температурную погрешность можно в некоторой степени уменьшить, вводя коррекцию в привод подач от сигналов датчиков температур.
Базовые детали станков.
Базовые детали станков с ЧПУ (станины, колонны, основания) выполняют более жесткими за счет введения дополнительных ребер жесткости. Повышенную жесткость имеют и подвижные несущие элементы (суппорты, столы, салазки). Столы, например, конструируют коробчатой формы с продольными и поперечными ребрами. Базовые детали изготавливают литыми или сварными. Наметилась
тенденция выполнять такие детали из полимерного бетона или синтетического гранита, что еще больше повышает их жесткость и виброустойчивость.
Для улучшения условий эксплуатации при создании новых моделей станков с ЧПУ часто, меняют традиционную компоновку, например токарные станки выполняют с вертикальной компоновкой, что обеспечивает удобный подход для загрузки-разгрузки промышленным роботам, хороший отвод стружки и т.д.
Направляющие станков.
Направляющие станков с ПУ имеют высокую износостойкость и малую величину силы трения, что позволяет снизить мощность следящего привода, увеличить точность перемещений, уменьшить рассогласование в следящей системе.
Направляющие скольжения
имеют повышенный износ и высокий коэффициент трения, особенно на малых скоростях, что приводит к скачкообразному перемещению рабочего органа при позиционировании на малой скорости. Чтобы уменьшить коэффициент трения, направляющие скольжения станины и суппорта создают в виде пары скольжения «сталь (или высококачественный чугун) – пластиковое покрытие (фторопласт и др.)».
В большинстве станков с ЧПУ используют направляющие качения, комбинированные качения и скольжения, а в тяжелых станках – гидростатические направляющие.
Направляющие качения
имеют высокую долговечность, характеризуются небольшим трением, причем коэффициент трения практически не зависит от скорости движения. В качестве тел качения используют ролики. Для направляющих качения применяют те же исходные профили, что и для направляющих скольжения (прямоугольные, треугольные, трапециевидные и т.д.
Гидростатические направляющие
создают масляную подушку по всей площади контакта, отсюда – малое сопротивление движению, отсутствие износа, устранение причин скачкообразного движения и т.д.
Привод главного движения.
Привод главного движения станков с ЧПУ может иметь ступенчатое и бесступенчатое регулирование частот вращения шпинделя. При ступенчатом регулировании применяют автоматические коробки скоростей в сочетании с одно- или многоскоростными нерегулируемыми электродвигателями. В автоматических коробках скоростей пуск, торможение, реверс, регулирование скорости осуществляется автоматически с помощью электромагнитных муфт. Такой привод имеет высокий коэффициент полезного действия (КПД), обеспечивает передачу больших крутящих моментов при сравнительно небольших габаритах и применяется, например, в токарных станках с ЧПУ. В многоцелевых станках двух- и трехступенчатые коробки скоростей сочетают с механическими вариаторами, а переключение ступеней происходит от устройства ЧПУ электромагнитами, гидроприводом или другими способами.
Бесступенчатое регулирование частот вращения осуществляется двигателями постоянного тока с тиристорным управлением. Такие двигатели в сочетании с упрощенными двух – трехступенчатыми коробками скоростей наиболее распространены в приводах главного движения станков с ЧПУ. Преимущества такого привода: простота конструкции и легкость управления. Тенденцией их развития является применение специальных или стандартного исполнения асинхронных электродвигателей с принудительным охлаждением при мощности до 30 кВт и максимальной частоте вращения 4500 – 6000 мин-1.
Шпиндели станков
. Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек, посадочных и базирующих поверхностей. Конструкция шпинделя значительно усложняется из-за встроенных в него устройств автоматического разжима и зажима инструмента, датчиков при адаптивном управлении и автоматической диагностике. Концы шпинделей в основном стандартизованы. В мно
гоцелевых и фрезерных станках с ЧПУ отверстие в шпинделе выполняют с конусом 7/24, в сверлильных станках – с конусом Морзе.
Опоры шпинделей
. Опоры шпинделей должны обеспечить точность направлений (радиального и осевого) шпинделя в течение длительного времени в переменных условиях работы, повышенную жесткость, небольшие температурные деформации. Точность вращения шпинделя, прежде всего, обеспечивается высокой точностью изготовления подшипников. Повышение радиальной жесткости шпиндельного механизма достигается увеличением диаметра шпинделя и установкой в опорах шпинделя более жестких подшипников (роликоподшипников вместо шарикоподшипников).
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния зазоров и повышения жесткости опор обычно устанавливают подшипники с предварительным натягом или увеличивают число тел качения. Подшипники скольжения в опорах шпинделей применяют реже, только при наличии устройств с периодическим (ручным) или автоматическим регулированием зазора в осевом или радиальном направлениях.
Гидродинамические подшипники используют в шлифовальных и других станках. В этих подшипниках несущий масляный слой образуется при вращении вала в результате прилипания масла к поверхностям цапфы и вкладыша и затягивания его в клиновой зазор между рабочими поверхностями цапфы и вкладыша.
Гидростатические шпиндельные подшипники широко используют в опорах прецизионных станков, так как они обеспечивают высокую точность вращения, неограниченную долговечность.
В прецизионных станках применяют аэростатические подшипники, в которых между шейкой вала и поверхностью подшипника находится тонкий слой сжатого воздуха, благодаря этому снижается износ и нагрев подшипника, повышается точность вращения и т.п.
Привод подач и позиционирования
. Привод подач и позиционирования, т.е. перемещения рабочего органа станка в требуемую позицию согласно программе, должен выполняться с минимально возможными зазорами и со стабильными параметрами, иметь высокую жесткость и плавность перемещения при малых скоростях, большую скорость вспомогательных перемещений рабочих органов (до 10 м/мин и более).

Привод подач характеризуется также малым временем разгона и торможения, небольшими силами трения, уменьшенным нагревом элементов привода, большим диапазоном регулирования. Эти требования можно осуществить, применив шариковые и гидростатические винтовые передачи, направляющие качения и гидростатические направляющие, беззазорные редукторы с короткими кинематическими цепями и т.д.
К основным элементам любого привода подачи станка с ЧПУ относятся приводной двигатель, в качестве которого в настоящее время наиболее широко применяются электродвигатели постоянного тока и реже шаговые двигатели (ШД) и гидроприводы (гидроцилиндр с поршнем, гидродвигатель).
В зависимости от системы управления (наличия обратной связи) привод подачи в станках с ЧПУ может быть дискретным (шаговым) или следящим. Шаговый привод подачи имеет разомкнутую схему управления и строится на основе несилового ШД и гидроусилителя (ГУ) или с применением силового ШД. Несиловой шаговый привод достаточно широко применяют в отечественных станках с ЧПУ.
В современных станках с ЧПУ наибольшее применение находит привод подачи с замкнутой схемой управления, построенный на основе электродвигателей постоянного тока. Электродвигатели, применяемые в приводах подач, должны иметь хорошие динамические характеристики, необходимые для создания больших ускорений, жесткие механические характеристики, обеспечивать большой диапазон регулирования частоты
вращения с равномерным вращением при очень малой частоте (до 1 мин-1). Необходимо также максимально использовать конструктивный объем электродвигателя. Электродвигатели должны иметь высокий КПД, малый уровень вибраций и др.
В качестве приводных электродвигателей в современных станках с ЧПУ чаще всего используют высокомоментные электродвигатели постоянного тока. Применение этих электродвигателей, обладающих высокой статической точностью и быстродействием при малых массе и габаритах, позволяет исключить из привода подачи зубчатые передачи и редукторы и установить электродвигатель через муфту непосредственно на ходовой винт.
В высокомоментных электродвигателях постоянного тока в отличие от обычных электромагнитное возбуждение заменено возбуждением от постоянных магнитов, что существенно улучшило их характеристики. Такие электродвигатели могут выдерживать значительные перегрузки, имеют высокую устойчивость в работе в переходных режимах и высокое быстродействие, обусловленное способностью кратковременно развивать большой крутящий момент при малой скорости (около 1 мм/мин). В то же время они обеспечивают повышение скорости на вспомогательных ходах до 10 – 15 м/мин. Отсутствие обмотки возбуждения снижает общий нагрев электродвигателя, уменьшает его массу и габариты.
Современные высокомоментные электродвигатели постоянного тока выпускают со встроенными: устройством термической защиты, тормозом, тахогенератором (датчиком скорости) и круговым измерительным преобразователем, что позволяет существенно упростить конструирование привода подачи, повысить точность и надежность его работы.
Точность позиционирования во многом зависит от точности срабатывания электродвигателей, электромагнитных муфт, тормозных устройств. В электродвигателях подач, устанавливаемых непосредственно на станках, используют высокомоментные двигатели постоянного тока с транзисторными широтно-импульсными преобразователями. Для роботов и других быстродействующих механизмов используют специальные быстродействующие электродвигатели постоянного тока с дисковым якорем и транзисторными преобразователями.
Тенденцией развития электропривода подач является создание электроприводов переменного тока на базе синхронных бесколлекторных (вентильных) электродвигателей с естественным охлаждением, с моментами 0,1 – 90 Н×м, максимальными частотами вращения до 3000…5000 мин-1. Такие двигатели обеспечивают широкий диапазон регулирования и равномерность вращения, имеют малые габариты и массу. В качестве датчика обратной связи используют датчик положения ротора (в основном фотоимпульсный).
Шаговые двигатели имеют хорошие динамические характеристики. Несиловые ШД не обеспечивают мощности, необходимой на перемещение исполнительных механизмов станка, и поэтому применяются в сочетании с гидроусилителем моментов. Силовые ШД непосредственно связаны с винтом или редуктором механизма подач.
Исполнительные механизмы привода подач
. Передачи «винт – гайка», червячно-реечные передачи являются исполнительными механизмами привода подач. Передачу винт – гайку скольжения почти не используют из-за наличия зазоров в резьбе, большого коэффициента трения и низкого КПД.
Передача «винт – гайка качения» обеспечивает высокую осевую жесткость благодаря возможности полного устранения зазора, длительно сохраняет первоначальную точность, имеет высокий КПД (больше 0,9) при полной нагрузке на передачу.
Гидростатическая передача «винт – гайка» работает в условиях жидкостного трения, передача фактически беззазорная, ее КПД равен 0,99, износ винта и гайки практически отсутствует. Передачи «винт – гайка» применяют в приводах подач при переме
щениях до 3 м. Для перемещений большей величины используют зубчато-реечные передачи с автоматической выборкой зазоров с помощью двух параллельных кинематических цепей или других способов. Находят применение и червячно-реечные передачи, обеспечивающие большую жесткость и плавность перемещения.
Вспомогательные механизмы станков.
Вспомогательные механизмы станков с ЧПУ включают устройства смены инструмента, уборки стружки, смазывания, зажимные приспособления, загрузочные устройства и т.д. Эта группа механизмов в станках с ЧПУ значительно изменилась по сравнению с аналогичными механизмами в обычных универсальных станках.
Например, в результате повышения производительности станков с ЧПУ произошло резкое увеличение сходящей стружки в единицу времени, а отсюда возникла необходимость создания специальных устройств для отвода стружки: шнековых транспортеров, магнитных сепараторов и т.д. Для сокращения потерь времени при загрузке применяют приспособления, позволяющие одновременно устанавливать заготовку и снимать деталь во время обработки другой заготовки (удлиненные столы с двумя рабочими позициями, маятниковые столы и др.).
Устройства автоматической смены инструмента
. Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные затраты времени на смену инструмента, высокую надежность в работе, стабильность положения инструмента, т.е. постоянство размера вылета и положения оси при повторных сменах инструмента, иметь необходимую вместимость магазина или револьверной головки.
Револьверная головка наиболее простое устройство смены инструмента: установку и зажим инструмента осуществляют вручную. В рабочей позиции один из шпинделей приводится во вращение от главного привода станка. Револьверные головки устанавливают на токарные, сверлильные, фрезерные, многоцелевые станки с ЧПУ; в головке закрепляют от 4 до 12 инструментов. Увеличение числа позиций в револьверной головке снижает величину рабочего хода. Недостатком револьверных головок является невысокая жесткость и, как следствие, пониженная точность обработки.
Варианты компоновок револьверных головок в станках с ЧПУ; показаны на рис. 1.2. Наиболее распространена конструкция головок, показанная на рис. 1.2, а
; головка, показанная на рис. 1.2,
б
, сложнее, но более удобна, так как позволяет неоднократно использовать каждый шпиндель за один поворот головки; конструкция головки, показанная на рис. 1.2,
в,
встречается реже.
Линейные датчики положения
Используются практически во всех современных станках с ЧПУ для точного определения абсолютной или относительной позиции исполнительных органов. Датчики содержат два взаимосвязанных узла, растровую шкалу и считывающую головку. Растровая шкала (1), расположенная вдоль направляющих, представляет собой линейку с маленькими прямоугольными прорезями (растрами). Считывающая головка, перемещающаяся вместе с исполнительным органом станка, состоит из осветителей (2), фотоприемников (3) и индикаторной пластины (4). Причем осветители и индикаторная пластина находятся с одной стороны от растровой шкалы, а фотоприемники с другой.
На индикаторной пластине так же присутствует два растровых участка со смещенным шагом для формирования двух сигналов. Когда считывающая головка перемещается вдоль растровой шкалы, то световые сигналы от осветителей проходят через индикаторную пластину, затем через шкалу и регистрируются фотоприемниками. Полученные сигналы дают возможность определить величину и направление перемещения. На растровой шкале может находиться дополнительная дорожка референтных меток для задания собственного начала отсчета.
Линейный датчик положения.
Системе ЧПУ также необходима информация о скорости, ускорении и замедлении исполнительного органа станка. Расчет величины ускорения и замедления необходим для точного позиционирования. Дело в том, что, когда рабочий стол перемещается в требуемую позицию, он заранее замедляет скорость перемещения, чтобы “не промахнуться” мимо требуемой координаты.