Конструкция развертки
В продаже встречаются самые различные варианты исполнения этого режущего инструмента, все они характеризуются своими определенными эксплуатационными качествами. Изготовление разверток – достаточно сложный процесс, так как все конструктивные части должны обладать высокой точностью. Конструкция развертки позволяет проводить обработку цилиндрических и конических отверстий. Практически все разновидности режущих инструментов имеют практически схожую конструкцию:
- Рабочая часть, которая отвечает за снятие металла. Она представлена сочетанием нескольких режущих кромок. Стоит учитывать, что заточка разверток должна проводиться с учетом всех особенностей геометрии.
- Переходная шейка также является важной частью геометрии. Она предназначена для распределения возникающей нагрузки.
- Хвостовик предназначается для фиксации режущего инструмента в воротке или патроне. Особенности этого элемента определяют надежность крепления и область применения изделия. К примеру, варианты исполнения, предназначенные для ручного применения имеют особый хвостовик, подходящий для фиксации в воротке.
Конструкция ручной развертки
Рассматривая чертежи разверток, уделяют больше всего внимания особенностям рабочей части. Она состоит из нескольких частей:
- Главная режущая кромка, которая и проводит снятие металла. Она может иметь различную форму, при изготовлении применяют металл с повышенной точностью.
- Ленточки, предназначенные для отвода стружки с места резания.
- Передняя и задняя поверхность, затыловочная. Именно они определяют геометрические особенности рабочей части.
Маркировка определяет основные параметры инструмента. Помимо вышеуказанных элементов также выделю следующие:
- Задний конус.
- Заборную часть, которая называется режущей.
- Часть, отвечающая за калибровку инструмента перед его применением.

Конструкция сверл
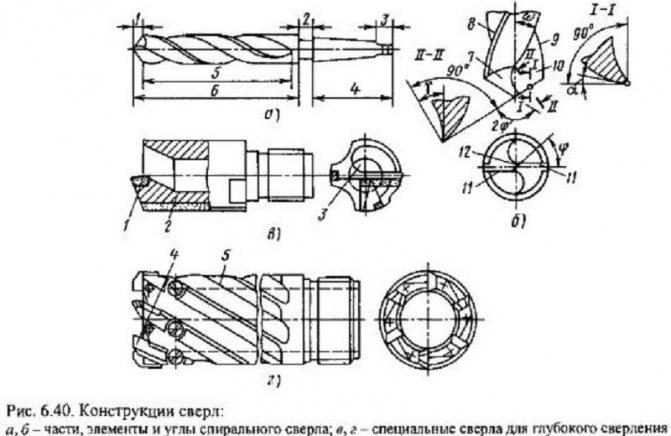
Между всеми зубьями есть канавки, которые характеризуют режущую кромку. Кроме этого, канавки обеспечивают образование и отведение стружки. Ручные варианты исполнения имеют равномерное расположение зубьев по всей цилиндрической поверхности, за счет чего обеспечивается требуемое качество обработки.
Особенности обработки развертыванием
При сверлении есть вероятность того, что размеры будут существенно отличаться от тех, которые нужно было получить. Это связано с тем, что на момент механической обработки оказывается высокой давление на заготовку, материал и сама режущая часть могут нагреваться и деформироваться. Именно поэтому многие решают пользоваться разверткой для достижения высокого качества получаемых отверстий.
К особенностям проводимой обработки можно отнести нижеприведенные моменты:
- Можно достигнуть точности обработки, которая будет соответствовать квалитету в диапазоне от 6-9. Столь точные отверстия требуются при получении ответственных изделий.
- Показатель шероховатости может находится в диапазоне от 0,32 до 1,25 мкм.
- Рассматривая особенности приспособлений, предназначенных для развертывания, отметим то, что на поверхности есть около 4-14 режущих кромок. За счет этого существенно повышается качество обработки и точность размеров. Именно большое количество режущих кромок определяет то, что при резании не происходит деформации инструмента или заготовки.
- При обработке отверстия изделие вращается вокруг своей оси, а также ему придается возвратно-поступательное движение. За счет этого обеспечивается удаление кромки, которая может снизить качество поверхности.
В целом можно сказать, что сверло в применении не отличается существенно от рассматриваемого изделия. В обоих случаях оказывается вращение и возвратно-поступательное движение. Однако, в случае развертывания проводимая обработка является финишной, предусматривает высокую скорость вращения.
Зенкерование
Все о сверлах для квадратных отверстий
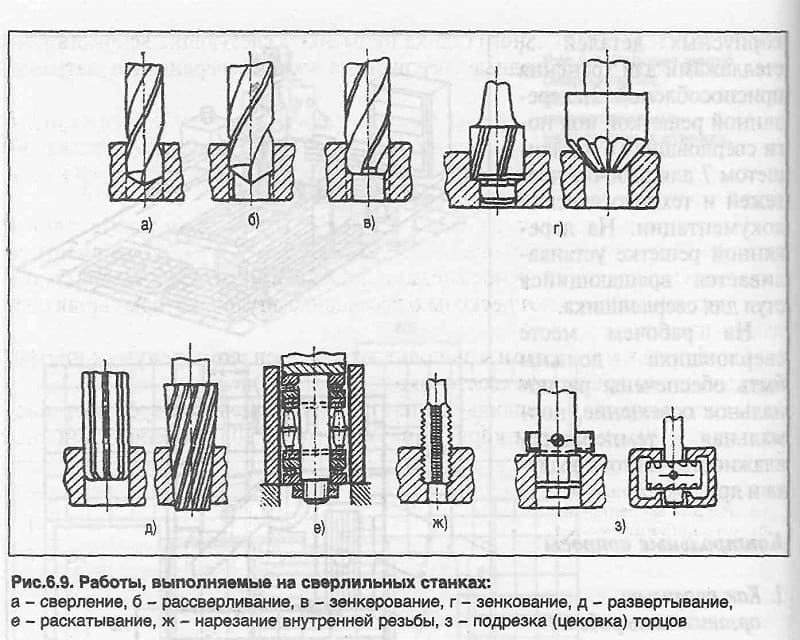
Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Зенкерование может быть как предварительной (перед развертыванием), так и окончательной обработкой. Кроме обработки отверстий, зенкеры применяются иногда для обработки торцовых поверхностей заготовок.
Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера, на глубину, примерно равную половине длины рабочей части зенкера.
Зенкеры, как и сверла, устанавливают на токарных станках чаще всего в задней бабке или револьверной головке.
Классификация инструмента
Классификация разверток может проводится по самому большом количеству различных признаков.
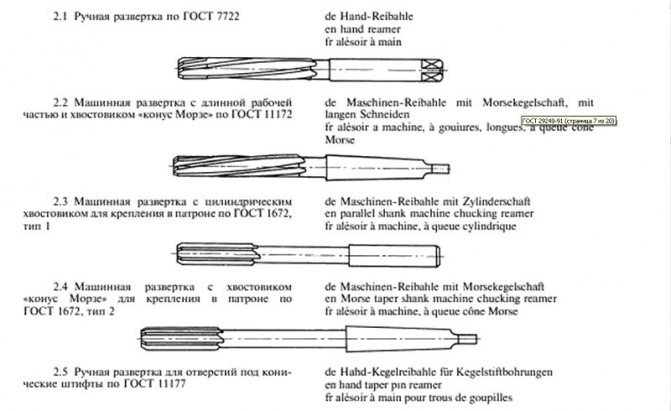
Некоторые виды разверток по ГОСТ
Рассматривая виды разверток следует учитывать, что классификация проводится согласно ГОСТ:
- Материал, применяемый при изготовлении основной части изделия.
- Конструктивные особенности режущей кромки и лент, а также их расположение относительно друг друга.
- Тип отверстия, которое может подвергаться обработке.
- Способ закрепления в воротке или станке.
- Возможность регулирования по размерам отверстия, которое будет подвержено обработке.
Развертка ручная имеет свои определенные особенности, которые позволяют закреплять инструмент в специальном воротке. Современная развертка машинная имеет свои конструктивные особенности, которые нужно учитывать при выборе инструмента.
Скачать ГОСТ 7722-77
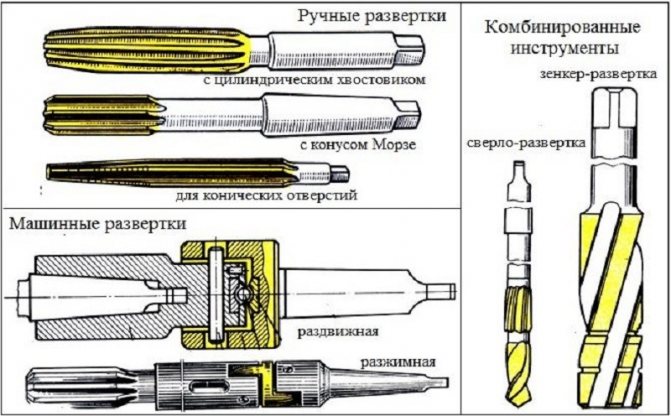
Наибольшей популярностью пользуются следующие варианты исполнения:
- Раздвижная развертка получила весьма большое распространение, так как может применяться для обработки отверстий различного диаметра. Развертка разжимная с шариком позволяет достигать высокой точности размеров и требуемых показателей шероховатости поверхности.
- Варианты исполнения с коническим хвостовиком также получили широкое распространение по причине высокой универсальности. Зубья могут быть выполнены в насадном виде.
- Развертка винтовая может иметь напаянные пластины. Изготавливаются они при применении твердых сплавов, которые могут выдерживать длительное механическое воздействие и при этом не перегреваться.

Раздвижные развертки

Винтовая развертка
Как ранее было отмечено, рассматриваемый инструмент можно применять для обработки конических отверстий. Комбинированная развертка может применяться для работы со следующими типами отверстий:
- Конусные штифты.
- Метрические конусы.
- Резьба, которая находится на конической поверхности.
- Поверхности, выполненные по стандарту «конуса Морзе».
В ГОСТе указывается класс точности развертки. Она зависит от геометрических параметров и типа применяемого материала при изготовлении.
Ступенчатые развертки применяются для получения более качественных отверстий. К примеру, двухступенчатая развертка может разделить припуск, увеличив качество поверхности.
По способу использования выделяют следующие варианты исполнения изделий:
- Ручные – вариант исполнения, который предназначен для ручной обработки деталей. С рабочей частью, как правило, применяется и вороток. Он предназначен для передачи вращения. Стоит учитывать, что ручной вариант исполнения предназначен для снятия меньшего слоя.
- Механический – для применения со станками или устройством, которое питается от электричества. За счет его применения можно существенно ускорить обработку.
Типы разверток по металлу
Твердосплавные развертки по металлу сегодня получили весьма широкое распространение. Это связано с тем, что применяемые твердые сплавы могут выдержать длительную эксплуатацию и при этом поверхность не изнашивается. Как правило, именно износ режущей кромки становится причиной снижения качества поверхности.
Скачать ГОСТ 13598-851672-80
По виду обрабатываемого отверстия
Обрабатываемые отверстия могут иметь самую различную геометрию поверхностей. Большее распространение получили:
- Цилиндрические отверстия. Они характеризуются тем, что две поверхности находятся параллельно относительно друг друга.
- Конические отверстия. В этом случае образованная полость может сужаться. При этом угол наклона может существенно отличаться.
Развертка коническая подбирается для каждой заготовки. Это связано с тем, что наконечник должен соответствовать форме конуса. Конусная поверхность довольно сложна в обработке, и только при применении соответствующего изделия можно достигнуть требуемой формы и качества.
Развертка цилиндрическая имеет более простую форму, встречается подобный инструмент довольно часто.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Ручные развертки

Развертки ручные
Следует учитывать, что развертка ручная цилиндрическая существенно отличается от машинной развертки. Проводя работы вручную можно достигнуть высокую точность. При выборе изделия уделяется внимание следующим моментам:
- Тип режущей части.
- Калибр.
- Количество зубьев и равномерность распределения.
- Профиль канавок.
- Конфигурация зажимной части.
Развертка ручная коническая получила широкое распространение. Ручные инструменты характеризуются своей относительно невысокой стоимостью. При этом их можно назвать универсальным вариантом исполнения. В продаже есть вариант исполнения с гладким направляющим диаметром. Кроме этого, спиральная развертка постепенно снимает оставленные припуск, за счет чего повышается качество поверхности.
Ручной инструмент имеет цилиндрическую форму. К особенностям можно отнести нижеприведенные моменты:
- Режущие зубья имеют острые грани по всей длине. За счет этого можно существенно повысить эффективность работы.
- Диаметр рабочей части может варьировать в диапазоне от 3 до 58 мм. При этом шаг составляет около 1 мм. Кроме этого, ручные инструменты выпускаются с шагом 3,5; 4,5; или другие дробные показатели.
- Можно приобрести и специальные наборы, которые представлены с сочетанием инструментов различного диаметра. За счет этого не возникает проблем с обработкой отверстий различного диаметра.
- Отличительной особенностью можно назвать то, что хвостовик должен подходить к воротку. Эта часть предназначена для передачи вращения и усилия. Для подобного крепления хвостовик должен иметь квадратное поперечное сечение конической части.
- Передняя поверхность рабочей части ручного инструмента обладает меньшим диаметром, чем диаметр поперечного сечения основной части. За счет этого обеспечивается более легкий заход инструмента в заранее подготовленное отверстие.
- Увеличить качество полученной поверхности можно путем приобретения и использования инструмента с большим количеством режущих кромок.
При изготовлении основной части инструмента могут использовать различные металлы. Как правило, они характеризуются достаточно большой твердостью и износостойкостью, но не рассчитаны на работу с высокой скоростью резания.
Технология развертывания отверстий, типы разверток
Развертка по металлу применяется для чистовой обработки цилиндрических отверстий небольших диаметров.
Точность и показатель шероховатости развертывания выше, чем при применении другого лезвийного инструмента, поэтому развертки используются при финишной обработке после сверления, рассверливания, зенкерования или расточки.
Типичная развертка — это многолезвийный инструмент с фиксированными или регулируемыми режущими поверхностями и цилиндрическим или коническим хвостовиком.
Развертывание выполняется с малым припуском и на небольших скоростях, поэтому его выполнение не требует наличия у оборудования регулируемого усилия резания. У этой операции, как правило, отсутствует проблема стружкоотвода, т. к. при этом из-за наличия большого количества лезвий срезается очень тонкая стружка.
У цельнометаллических изделий геометрические параметры обеспечиваются высокой точностью заточки рабочих поверхностей, а у сборных регулируемых разверток — прецизионными механическими устройствами выставления сменных пластин.
Развертывание может выполняться на станках токарной и сверлильно-фрезерной групп. Главным требованием к этому виду обработки является высокая точность соосности инструмента и развертываемого отверстия.

Сущность и принцип обработки развертыванием
По своим рабочим движениям развертывание отверстий подобно операциям с использованием сверл и зенкеров. Даже внешне многие виды разверток (кроме регулируемых) похожи на сверла или зенкеры, хотя имеют канавки меньшей глубины и более пологий угол режущей кромки.
Их главное функциональное отличие — это высокие точность и качество обработки с квалитетом до 6 и шероховатостью Ra от 0.5 до 2 мкм. Такие показатели обеспечиваются небольшими припусками (от 0.05 до 0.5 мм) и малой глубиной резания, а также жесткостью конструкции.
Развертывание цилиндрических поверхностей производится с небольшими скоростями резания: цельнометаллическим инструментом — 5÷15 м/мин., регулируемым с твердосплавными пластинами — до 40 м/мин.
Как правило, развертки имеют прямые режущие кромки, но для развертывания отверстий в вязких материалах применяют специальный вид со спиральными зубьями. На фото ниже две режущие части: справа — со спиральными зубьями, слева — с прямыми.

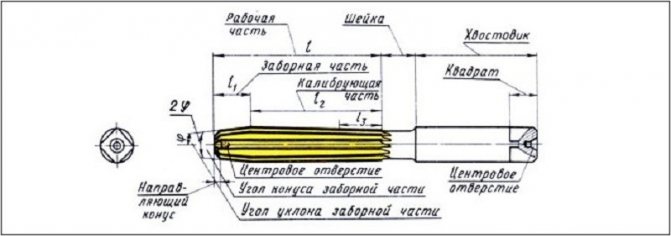
Основные элементы конструкции
И цельнометаллическая, и регулируемая развертки включают в себя три базовых конструктивных компонента: рабочую часть, шейку и хвостовик.
Первая предназначена для формирования отверстия с заданной геометрией и профилем и геометрией, а с помощью хвостовика передается усилие вращения, которое может быть ручным или машинным.
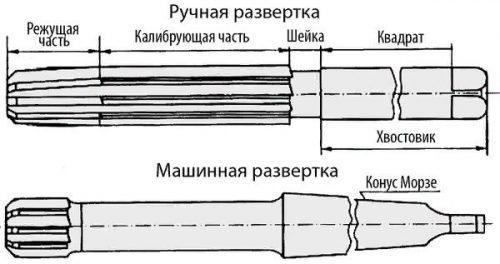
На рабочей части находятся режущие лезвия, которые могут быть прямыми или спиральными. Между собой они разделены канавками. Их количество всегда четное и может варьироваться от 6 до 16.
Рабочая часть включает в себя следующие элементы: заборную (режущую) часть с конусным уклоном и калибрующую с обратным конусом. Сразу за ней находится шейка, которая необходима для выхода шлифовального инструмента после окончания затачивания развертки (у регулируемых ее нет).
Хвостовик у ручного варианта оканчивается квадратной головкой для насадки воротка, а у машинного выполнен в форме конуса или цилиндра. Рабочая часть у машинных разверток в несколько раз короче, чем у ручных, поэтому при резании к ним необходимо прилагать гораздо большее регулируемое усилие.
В процессе развертывания лезвия и пластины тупятся и теряют как режущие свойства, так и заданный размер. Поэтому при массовом производстве обычно используют сборные регулируемые изделия.
В этом случае их острота восстанавливается заменой вставных твердосплавных пластин, а размер настраивается с помощью регулируемого по диаметру корпуса или путем выдвижения с пластин посредством резьбового механизма.

Принцип действия разверток
Развертывание отверстия производится либо сразу после сверления, либо после рассверливания или зенкерования. Диаметр применяемой развертки, измеренный по кромкам противоположных лезвий (или кромок пластин у регулируемого варианта), должен точно соответствовать заданному диаметру отверстия после обработки.
Цельнометаллический инструмент доводят до точного размера на специальных заточных станках, а регулируемый выставляют с помощью встроенных механических систем и измерительных инструментов.
При подаче внутрь отверстия развертка начинает работать входным конусом режущей части (у регулируемых — передними кромками сменных пластин), удаляя по мере продвижения основную часть припуска. А доведение отверстия до заданного диаметра и чистоты поверхности осуществляет следующая за ней калибрующая часть.
На ее заднем конце находится обратный конус — небольшой участок лезвий, скошенный в сторону хвостовика с отклонением по высоте на несколько десятых миллиметра. Он необходим для того, чтобы при выходе из отверстия задняя часть лезвий не повредила обработанную поверхность.
С этими же целями у регулируемого инструмента задняя часть сменных пластин выполнена с небольшим скосом назад. Развертка коническая работает при более тяжелых условиях резания, поэтому у нее для ломки и отвода стружки по всей длине лезвия делаются поперечные пазы.
Вращающее усилие передается через хвостовик, на конце которого у ручных разверток находится квадратная головка под вороток, а у машинных — конусное или цилиндрическое окончание.
Современный цельнометаллический и регулируемый инструмент для развертывания отверстий, как правило, имеет модульную конструкцию, при которой рабочая часть может использоваться с державками различного типа. На видео ниже: развертывание трубы из нержавейки на токарном станке под ствол ракетницы.
Машинные развертки
Появление различных станков позволяет существенно повысить производительность труда. Сверлильный станок с низким показателем скорости вращения шпинделя позволяет получать качественные отверстия за меньшее количество времени. ГОСТ также определяет классификацию инструмента по достаточно большому количеству различных признаков. Развертка машинная цилиндрическая характеризуется следующими особенностями:
- Инструмент имеет большое количество режущих кромок. Стоит учитывать, что при увеличении этого показателя существенно повышается качество поверхности.
- При изготовлении режущей части применяются твердосплавные металлы, которые могут выдерживать воздействие высокой температуры.
- Режущая часть может иметь довольно большую длину.
Конические развертки

Есть также коническая развертка машинная, которая предназначена для использования станков. Выполняется машинное развертывание в случае, когда нужно обеспечить высокую производительность. Стоит учитывать, что из-за большого количества режущих кромок важно точно регулировать скорость вращения.
При изготовлении инструмента применяется специальная быстрорежущая сталь, которая может выдерживать длительное механическое воздействие и перепаду температуры. За счет специального хвостовика инструмент может крепиться в различной оснастке для станков.
Применение разверток
При использовании обычного сверла добиться высокой точности и качества поверхности практически невозможно. Это связано с особенностями рабочей части, которая имеет относительно небольшое количество режущих кромок. Применение рассматриваемых изделий позволяет существенно повысить качество отверстия и довести все показатели до требуемых. Область применения инструмента обширная:
- Машиностроительная отрасль.
- Производств точных изделий.
- Изготовление бытовой техники и различной электроники.
- Станкостроение.
Отметим, что применяемый вороток подходит для различных ручных инструментов. Кроме этого, изделие машинного типа подходит практически для всех патронов, может применяться при выполнении промежуточной операции.
В заключение отметим, что следует отдавать предпочтение исключительно продукции известных производителей. Это можно связать с тем, что они гарантируют высокое качество производства и длительный срок службы изделия. Однако, за счет контроля качества на каждом этапе производства и применения качественных материалов существенно повышается стоимость изделия.