Государственная регистрация системы сертификации «РосТестСтандарт» в Федеральном агентстве РОССТАНДАРТ регистрационный номер РОСС RU.З1527.04ИЖРО
РОСТЕСТСТАНДАРТ
Сертификация продукции в центре РосТестСтандарт проводится на соответствие техническим регламентам и установленным Государственным стандартам безопасности и качества, консультируем кто выдает, где и как получить, оформить: сертификат соответствия, декларации о соответствии, свидетельство о государственной регистрации продукции и сертификат на пожарную безопасность. Точно определяем какой из выше указанных разрешительных документов требуется оформить по перечню продукции, подлежащей обязательной сертификации на территории Таможенного союза (ЕАЭС) или декларированию соответствия.
ГОСУДАРСТВЕННАЯ СЕРТИФИКАЦИЯ: 8 (800) 200-87-81 ЗВОНОК БЕСПЛАТНЫЙ
| • Главная | • Услуги | • Сертификат соответствия | • Декларация о соответствии | • Производителю | • Импортеру | • Технические регламенты | • ТН ВЭД ЕАЭС | • Контакты |
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего вода, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и оВНИИИНСТРУМЕНТ» (ОАО «ВНИИ ИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандарт |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Киргизия | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Туркмения | TM | Главгосслужба «Туркменстандартлары» |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2022 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991)
7 ПЕРЕИЗДАНИЕ. Июль 2022 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
3 Диапазон и размеры конусов
3.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
| Категория конуса | Размер, мм | Размер, дюйм |
| Конус общего применения | Конус Морзе N 1 — N 6 | Конус Морзе N 1 — N 6 |
| Малый конус | Метрические конусы N 4 и N 6 и конус Морзе N 0 | Конусы Браун и Шарп N 1 — N 3 |
| Большой конус | Метрические конусы N 80 — N 200 | — |
| Примечание — Кроме конусов Морзе с резьбовым отверстием, конусы Морзе N 1 — N 6, изготовленные в метрической или в дюймовой системах, являются строго взаимозаменяемыми, хотя и не абсолютно идентичными. | ||
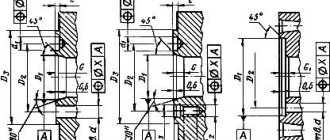
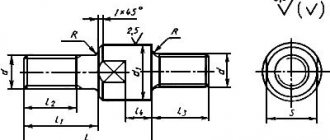
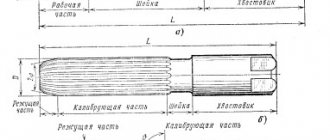
3.2 Размеры конусов должны соответствовать размерам, указанным на рисунках 1,2 и в таблицах 2 и А.1 (приложение А).
Рисунок 1
Рисунок 2
Конусы Морзе N 0 — N 6 и метрические конусы
Таблица 2
Размеры в миллиметрах
| Наименова- ние конуса | Метрии- ческий | Морзе | Метрический | ||||||||||||
| Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
| Конусность | 1:20=0,05 | 0,62460:12 =1:19,212 =0,05205 | 0,59858:12 =1:20,047 =0,04988 | 0,59941:12 =1:20,020 =0,04995 | 0,60235:12 =1:19,992 =0,05020 | 0,62326:12 =1:19,254 =0,05194 | 0,63151:12 =1:19,002 =0,05263 | 0,62565:12 =1:19,180 =0,05214 | 1:20=0,05 | ||||||
| 4,0 | 6,0 | 9,045 | 12,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | ||
| Нару- жный конус | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| * | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 | |
| — | — | — | — | 15,0 | 21,0 | 26,0 | 40,0 | 56,0 | — | — | — | — | — | ||
| * | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 | |
| ** | — | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 | |
| * | — | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 | |
| — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | ||
| 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | ||
| — | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — | ||
| — | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — | ||
| — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — | ||
| 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 | ||
| 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 | ||
| — | — | 56,5 | 62,0 | 75,0 | 94,0 | 117,5 | 149,5 | 210,0 | 220,0 | 260,0 | 300,0 | 380,0 | 460,0 | ||
| — | — | 59,5 | 65,5 | 80,0 | 99,0 | 124,0 | 156,0 | 218,0 | 228,0 | 270,0 | 312,0 | 396,0 | 480,0 | ||
| — | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — | ||
| — | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — | ||
| — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — | ||
| — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | ||
| — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | ||
| h13 | — | — | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| *** | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 | |
| — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 | ||
| — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 | ||
| — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | ||
| — | — | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 | ||
| 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | ||
| Внут- рен- ний конус | Н11 | 3 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,6 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
| — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 | ||
| — | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — | ||
| 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 | ||
| 21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 | ||
| — | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — | ||
| — | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — | ||
| — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | ||
| A13 | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 | ||
| — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | ||
| **** | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | |
| * Для и или приблизительные значения даны только для руководства. (Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ). ** — номинальный диаметр метрической резьбы М. В каждом случае на детали должен быть промаркирован соответствующий символ М. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром. | |||||||||||||||
3.3 Применяемый тип резьбы для резьбовых отверстий: — для метрических — метрическая резьба М; — для дюймовых — дюймовая резьба UNC.
3.4 Допуски по углу конуса, методы и средства контроля конусов инструментов — по
ГОСТ 2848
.
3.5 Отверстия центровые
Размеры — по
ГОСТ 14034
.
4 Обозначения хвостовиков
4.1 В зависимости от конструкции инструментальный хвостовик должен иметь соответствующее обозначение:
Bl — внутренний конус с пазом;
BE — наружный конус с лапкой;
АI — внутренний конус с отверстием по оси; АЕ — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ; ВЕК — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ; АЕК — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
Приложение ДА (справочное)
Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Таблица ДА.1
| Разделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | |
| Раздел | Пункт | |
| 4 | 4.2 | Пример условного обозначения необходим для заказа инструмента с конусами Морзе или метрическими |
| 4.3 4.4 | Требования, необходимые для изготовления конусов | |
Приложение А.1 (рекомендуемое)
Конусы Морзе N 0 — N 6 и конусы Браун Шарп N 1 — N 3
Таблица А.1
Размеры в дюймах
| Наименование конуса | Конус Браун и Шарп | Конус Морзе | ||||||||
| Обозначение конуса | 0 | 1 | 2 | 1 | 2 | 3 | 4 | 5 | 6 | |
| Конусность | 0,502:12= =1:23,904= =0,04183 | 0,502:12= =1:23,904= =0,04183 | 0,502:12= =1:23,904= =0,04183 | 0,59858:12= =1:20,047= =0,04988 | 0,59941:12= =1:20,02= =0,04995 | 0,60235:12= =1:19,922= =0,0502 | 0,62326:12= =1:19,254= =0,05194 | 0,63151:12= =1:19,002= =0,05263 | 0,62565:12= =1:19,18= =0,05214 | |
| 0,23922 | 0,29968 | 0,37525 | 0,475 | 0,7 | 0,938 | 1,231 | 1,748 | 2,494 | ||
| Наружный конус | 3/32 | 3/32 | 3/32 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 1/16 | |
| * | 0,243 14 | 0,30360 | 0,37917 | 0,48120 | 0,70940 | 0,94740 | 1,2440 | 1,76120 | 2,51030 | |
| — | — | — | 0,3937 | 0,5906 | 0,8268 | 1,1024 | 1,5748 | 2,2047 | ||
| * | 0,20000 | 0,25000 | 0,31250 | 0,3690 | 0,5720 | 0,7780 | 1,0200 | 1,47500 | 2,1160 | |
| ** | — | — | — | UNC 1/4 | UNC 3/8 | UNC 1/2 | UNC 5/8 | UNC 5/8 | UNC 1 | |
| * | 0,18954 | 0,23693 | 0,29681 | 0,35340 | 0,5533 | 0,7529 | 0,9908 | 1,43880 | 2,0639 | |
| 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 113/32 | 2 | ||
| 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 113/32 | 2 | ||
| — | — | — | 0,25197 | 0,41338 | 0,51181 | 0,66929 | 0,82677 | 1,02362 | ||
| — | — | — | 0,31496 | 0,49212 | 0,59055 | 0,78740 | 1,02362 | 1,22047 | ||
| — | — | — | 0,33464 | 0,51968 | 0,68929 | 0,86614 | 1,181 10 | 1,41732 | ||
| 15/16 | 13/16 | 11/2 | 21/8 | 2 9/16 | 3 3/16 | 41/16 | 53/16 | 71/4 | ||
| 11/32 | 19/32 | 119/32 | 21/4 | 2 3/4 | 33/8 | 45/16 | 57/16 | 79/16 | ||
| 13/16 | 11/2 | 17/8 | 27/16 | 215/16 | 311/16 | 45/8 | 57/8 | 81/4 | ||
| 19/32 | 119/32 | 131/32 | 29/16 | 31/8 | 3 7/8 | 47/8 | 61/8 | 89/16 | ||
| — | — | — | 19/32 | 25/32 | 1 9/64 | 117/32 | 2 | 33/16 | ||
| — | — | — | 13/16 | 111/32 | 119/64 | 23/16 | 223/32 | 329/32 | ||
| — | — | — | 0,15748 | 0,19685 | 0,21653 | 0,32283 | 0,39370 | 0,45275 | ||
| — | — | — | — | 1,06299 | 1,41732 | 1,85039 | 2,36220 | 3,54330 | ||
| — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | ||
| h12 | 0,12500 | 0,15620 | 0,18750 | 0,20310 | 0,25000 | 0,31250 | 0,46870 | 0,62500 | 0,75000 | |
| *** | 1/4 | 5/16 | 3/8 | 11/32 | 13/32 | 17/32 | 5/8 | 3/4 | 11/16 | |
| 0,38100 | 0,45500 | 0,53200 | 0,5200 | 0,66000 | 0,83 | 0,96000 | 1,15 | 1,58 | ||
| — | — | — | 1/2 | 3/4 | 0,94488 | 11/4 | 11/4 | 1,85040 | ||
| 3/16 | 3/16 | 3/16 | 3/16 | 1/4 | 9/32 | 5/16 | 0,47244 | 0,70866 | ||
| 1/32 | 1/32 | 3/64 | 3/64 | 1/16 | 5/64 | 3/32 | 1/8 | 5/32 | ||
| 1/8 | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 5/16 | 3/8 | ||
| Внутрен- ний конус | Н11 | 0,203 | 0,255 | 0,319 | 0,37800 | 0,58800 | 0,79700 | 1,044 | 1,502 | 2,15748 |
| — | — | — | 9/32 | 7/16 | 9/16 | 11/16 | 11/16 | 11/8 | ||
| — | — | — | 17/32 | 49/64 | 31/32 | 117/64 | 147/64 | 231/64 | ||
| 1 | 11/4 | 19/16 | 23/16 | 221/32 | 39/32 | 45/32 | 55/16 | 73/8 | ||
| 29/32 | 11/8 | 113/32 | 21/16 | 21/2 | 31/16 | 37/8 | 415/16 | 7 | ||
| — | — | — | 43/64 | 7/8 | 17/32 | 139/64 | 23/32 | 317/64 | ||
| — | — | — | 11/16 | 117/64 | 139/64 | 23/32 | 241/64 | 313/16 | ||
| — | — | — | — | 1,06299 | 1,41732 | 1,85039 | 2,3622 | 3,5433 | ||
| H12 | 0,141 | 0,172 | 0,203 | 0,2230 | 0,27 | 0,33300 | 0,493 | 0,65 | 0,78 | |
| 13/32 | 9/16 | 23/32 | 3/4 | 7/8 | 11/8 | 11/4 | 11/2 | 17/8 | ||
| — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | ||
| **** | 0,04 | 0,04 | 0,04 | 0,0393 | 0,03930 | 0,03930 | 0,03930 | 0,0393 | 0,0393 | |
| * Для и или приблизительные значения даны только для руководства. (Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ) ** — номинальный диаметр резьбы UNC. В каждом случае на детали должен быть промаркирован соответствующим символ UNC. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром. | ||||||||||
_______________
Соответствует оригиналу. — Примечание изготовителя базы данных.
Приложение ДБ (справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДБ.1
| Структура настоящего стандарта | Структура международного стандарта ISO 296:1991 | ||
| Раздел | Пункт | Раздел | Пункт |
| 1 | — | 1 | — |
| 2 | — | 2 | — |
| 3 | — | 4 | — |
| 4 | 4.1 | 1 | — |
| 4.2 | 4 | — | |
| 4.3; 4.4 | — | — | |