Развертка 2363-0072 № 2 ГОСТ 1672-80
4. Основные размеры разверток типа 2 должны соответствовать указанным на черт. 2 и в табл. 2.
| Конус Морзе |
| Размеры, мм Таблица 2 | |||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||
Развертки-общие сведения.
1.Общие сведения о развертках. Развертывание представляет собой процесс обработки отверстий с целью получения повышенной чистоты и точности. Развертка — это многозубый инструмент, который подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи. Развертывание позволяет получить отверстие 2—3-го класса точности и 7—8-го класса чистоты обработанной поверхности. 2.Конструкция разверток. 2.1. Основные конструктивные элементы разверток. Ручная и машинная развертка (рис. 1) имеют следующие основные части: рабочую, режущую, калибрующую, шейку, хвостовик. Назначение шейки и хвостовика у разверток такое же, как у сверл и зенкеров. Рабочая часть включает режущую и калибрующую части и направляющий конус, который служит для предохранения от повреждений и облегчения попадания развертки в отверстие.
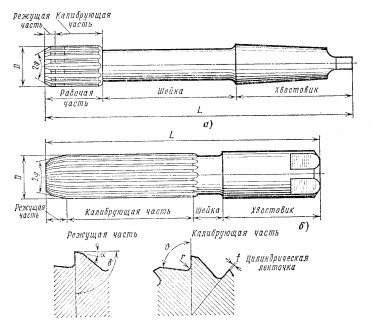
Рис. 1. Элементы а) машинной и б) ручной разверток. Режущая (заборная) часть развертки представляет собой конус, на поверхности которого образованы зубья. Калибрующая часть состоит из цилиндрического участка и участка с обратной конусностью. Передние и задние поверхности зубьев развертки как на режущей части, так и на калибрующей части, выполняются плоскими. 2.2. Конструктивные элементы развертки: D – диаметр развертки; Z – число зубьев; 2φ – угол режущей части; междузубые канавки, их форма и неравномерная разбивка; профиль зубьев, α и γ – задний и передний углы на режущей части, задний конус, элементы крепления развертки; L – общая длина развертки. 2.2.1.Диаметр развертки– важнейший конструктивный элемент, так как в конечном итоге назначение развертки – дать точное круглое отверстие определенных размеров. При назначении диаметра развертки необходимо учитывать разбивку; запас на износ; допуски на изготовление самой развертки. Для обеспечения входа в отверстие малый диаметр режущей части выполняется меньше диаметра обработанного отверстия на 1,3—1,4 припуска на развертывание. Диаметр развертки в конце режущей части и на цилиндрическом участке калибрующей части выбирается в зависимости от разбивания отверстия при обработке, допуска на изготовление отверстия и стремления обеспечить максимально возможный запас на износ развертки по диаметру. Схема расположения полек допусков на диаметр развертки приведена на рис.2. Схема изображена для случая, когда в процессе развертывания происходит увеличение диаметра отверстия по сравнению с фактическими размерами развертки. Поэтому, для того чтобы получить отверстие в пределах поля допуска, максимальный диаметр развертки принимается равным максимальному диаметру отверстия минус величина максимального разбивания. Допуск на диаметр развертки необходимо выбирать так, чтобы его обеспечение на шлифовальных и доводочных станках не представляло особых затруднений. Величина разбивания отверстия зависит от размеров обрабатываемой заготовки, режимов резания, точности изготовления развертки и точности ее установки на станке и т. п. В некоторых случаях, особенно при обработке изношенными развертками тонкостенных деталей, изготовленных из материалов с повышенной пластичностью и вязкостью, может наблюдаться отрицательное разбивание отверстия. При конструировании разверток ориентировочно максимальная величина разбивания отверстия принимается равной 1/3 допуска на отверстие. Уточненные значения величины разбивания отверстия определяются опытным путем.
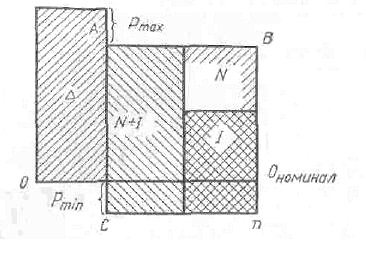
Рис. 2. Схема расположения полей допусков на диаметр развертки. Диаметр в конце калибрующей части берется меньше диаметра развертки. В результате получается обратный конус. Принято считать, что обратный конус на развертках служит для уменьшения трения развертки об обработанное отверстие, облегчения вывода развертки и предохранения отверстия от разбивания. Для ручных разверток уменьшение диаметра к хвостовику составляет 0,010 — 0,015 мм. Из-за столь малой величины утонения цилиндрический участок у ручных разверток часто не делается, и обратный конус начинается сразу же после режущей части. 2.2.2.Число зубьев. Число зубьев развертки выбирается в зависимости от обрабатываемого материала, диаметра и конструкции разверток. С увеличением числа зубьев чистота обработки отверстий повышается, однако уменьшается поперечное сечение стружечных канавок, и они могут оказаться недостаточными для свободного размещения и отвода стружки. При большом числе зубьев и небольшой глубине канавок перешлифовывание разверток на меньшие размеры затрудняется. Несмотря на снятие небольших слоев металла, развертки имеют относительно небольшое число зубьев (от 6 до 14) для целых машинных и ручных разверток диаметром 3—50 мм. Развертки сборной конструкции делаются с меньшим числом зубьев, так как элементы крепления вставных зубьев требуют соответствующего пространства для их размещения. Развертки обычно имеют четное число зубьев. Это облегчает измерение их диаметра. Положительное влияние на работу развертки оказывает неравномерное распределение зубьев по окружности, что способствует гашению вибраций, возникающих при работе, особенно на повышенных режимах резания в условиях недостаточной жесткости системы СПИД, и повышению чистоты обработанной поверхности. Для окончательного выбора зубьев развертки необходимо прочертить получающийся профиль зуба и канавки. В развертках с винтовыми зубьями число зубьев выбирают меньшим. В зависимости от свойств обрабатываемого материала и вида отделяющейся стружки можно выбирать различное число зубьев. У разверток предназначенных для обработки вязких металлов, число зубьев определяются по формуле z= 1,5 корень от D + 2; для хрупких металлов z = 1,5 корень от D + 4. 2.2.3.Передний угол γ разверток обычно принимается равным нулю, поскольку развертка работает в зоне малых толщин срезаемого слоя, характер протекания процесса резания зависит главным образом не от переднего угла, а от радиуса закругления режущей кромки. На черновых развертках и при обработке вязких материалов передний угол равен 5—10°. 2.2.4.Задний угол принимают небольшим для сохранения прочности режущей кромки. Если принять задний угол значительным, прочность кромки снижается, и возможны выкрашивания, ведущие к ухудшению чистоты поверхности отверстия. У разверток колеблется в пределах 4—8°. Для чистовых разверток угол α выбирается меньше, чем для черновых. 2.2.5.Ширина ленточки по цилиндру. Затачивание зубьев на режущей части производится «доостра», а на калибрующей части — с оставлением цилиндрической ленточки шириной 0,05—0,3 мм. При обработке вязких металлов во избежание налипания частиц металла ширина ленточки уменьшается до 0,05— 0,10 мм. Ленточка служит для направления развертки в отверстии, способствует калиброванию отверстия и облегчает контроль развертки по диаметру. 2.2.6. Угол в плане φ. Большое влияние на работу развертки оказывает угол в плане φ, между осью развертки и режущей кромкой, которая при переднем угле, равном нулю, идет по образующей конуса режущей части. С изменением угла в плане φ изменяется соотношение между шириной и толщиной среза, составляющими усилия резания, интенсивность и характер износа инструмента. С увеличением угла заборного конуса растет осевое усилие, затрудняется продвижение развертки. Поэтому у ручных разверток угол в плане принимается небольшим, что способствует также плавному входу и выходу развертки из отверстия. На основе экспериментальных данных для ручных разверток при обработке сквозных отверстий φ = 1 ÷ 2°. Машинные развертки при работе направляются лучше ручных, поэтому длина их режущей части может быть меньшей, а угол в плане большим. При обработке чугуна φ = 4÷5°, а при обработке стали φ = 12 ÷ 15°. Для глухих отверстий как у ручных, так и у машинных разверток φ = 45 ÷ 60°. Для машинных разверток величина утонения колеблется от 0,04—0,10 мм, при длине калибрующей части равной 0,25—0,30 диаметра развертки. На базе проведенных исследований и производственного опыта в последние годы были разработаны развертки с резко укороченной длиной обратного конуса до величины 3—5 мм и уменьшением диаметра на заднем торце на 0,5— 0,7 мм, которые обеспечивают требуемую точность и высокую частоту поверхности особенно при обработке коротких отверстий. 2.2.7. Углы профиля. Обработка стружечных канавок разверток производится одноугловыми (рис. 3, а) или двуугловыми (рис. 3, б) фрезами с углом профиля θ = 65 ÷ 110°. Для средних и крупных размеров применяется профиль с очертанием стенки зуба по радиусу, что облегчает размещение стружки в канавках (рис, 3, в).
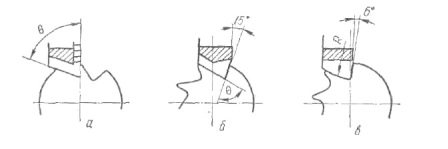
Рис. 3. Профили канавок разверток. Получение при фрезеровании неравномерного шага при одинаковой ширине зуба обеспечивается изменением глубины канавки соответствующей установкой фрезы. Обычно канавки у разверток делаются прямые, что упрощает их изготовление и контроль. Для обработки отверстий, прерывающихся по длине или имеющих продолъные канавки, незаменимы развертки с винтовыми зубьями. Винтовыми канавками также снабжаются развертки для обработки легких сплавов. Угол наклона винтовых зубьев у разверток может доходить до 30—45°. Направление винтовых канавок делается обратным направлению вращения развертки с целью устранении самозатягивания и заедания развертки в отверстии. Использование разверток с большим углом наклона винтовой канавки обеспечивает получение хорошей чистоты обработанной поверхности, но при этом возникают значительные усилия подачи. 2.2.8.Длина рабочей части развертки и общая ее длина. Длину рабочей части и общую длину разверток принимают по соответствующим стандартам, причем общая длина развертки зависит исключительно от глубины развертываемых отверстий и метода крепления развертки. Если развертка должна иметь направляющую часть, то необходимо в общую длину развертки включать длину направляющей части. Длину рабочей части развертки рекомендуют делать в пределах 0,8 – 3 диаметра развертки. Чем короче рабочая часть развертки, тем легче развертка режет, но из-за этого резко ухудшается направление развертки в отверстии и чистота поверхности отверстий. При хорошем направлении развертки в отверстии (наличие направляющей части) можно сокращать длину ее рабочей части. Существуют дисковые развертки, которые представляют собой диски с зубьями шириной, равной 0,1 – 0,2 диаметра развертки, насаживаемые на оправку с направляющей частью. 2.2.9.Элементы крепления развертки. Развертку снабжают соединительной частью. Насадные развертки чаще всего имеют конусное отверстие с конусностью 1: 30 и дополнительно торцовую шпоночную канавку. Хвостовые машинные развертки имеют конусный хвостовик с лапкой, которой вставляют в соответствующее гнездо шпинделя или специального патрона, или цилиндрический хвостовик. На ручных развертках на конце хвостовика делают квадрат для работы воротком. Благодаря шарнирному соединению качающийся патрон позволяет компенсировать несовпадение оси вращения развертки и оси детали. Патроны качающего типа недостаточно совершенны, так как в различных их положениях ось развертки по-разному располагается относительно оси отверстия. Плавающие патроны не имеют недостатков, связанных с перекосом оси развертки, так как развертка не может качаться, а перемещается только в направлении, перпендикулярном оси, благодаря чему ось отверстия получается правильно направленной. Развертки, направление которых осуществляется специальными гладкими направляющими, работают лучше и стойкость их выше. Длинные специальные развертки, которые служат для развертывания нескольких отверстий с общей осью обязательно должны иметь направляющую часть. Для свободного вращения и перемещения направляющей части в кондукторных втулках следует делать смазочные канавки на направляющей части, иначе возможно заедание и даже поломка развертки. 3.Особенности основных типов разверток. 3.1.Ручные цилиндрические развертки. Простейший и наиболее распространенный тип ручной развертки – цельная цилиндрическая с прямыми канавками (рис. 4, а). Их изготавливают обычно из хромистой стали 9ХС. Недостаток таких разверток – невозможность регулирования размера после износа развертки. В корпусе 1 разжимной развертки (рис. 4, б), изготовленной из стали 9ХС, в центре просверлено отверстие, на одном конце которого нарезана резьба; в глубине отверстие имеет конусную часть. В отверстие развертки вставлен шарик 3 и ввернут регулировочный винт 2. Если начать ввертывать винт, то он будет нажимать на шарик, который будет стремиться разжать стенки отверстия. В средней части корпус развертки снабжен прорезями. По мере вдавливания шарика в отверстие корпус развертки разжимается и увеличивается в диаметре, но увеличение диаметра происходит только в центральной части развертки. В корпусе ручной раздвижной развертки (рис. 4, в), изготовленной из конструкционной стали, профрезерованы точные пазы, идущие по отношению к оси развертки с уклоном. В пазы вставлены со скользящей посадкой плоские ножи. На торцах ножей имеются скосы под углом. Регулируемые раздвижные развертки имеют значительные пределы регулирования диаметра от 0,5 до 3 мм. Эти развертки очень удобны для ремонтных работ. Регулируемые ручные развертки изготавливают для отверстий диаметром 10 – 38 мм. Более мелкие развертки очень трудно изготовлять, а более крупные развертки редко используют в качестве ручных.
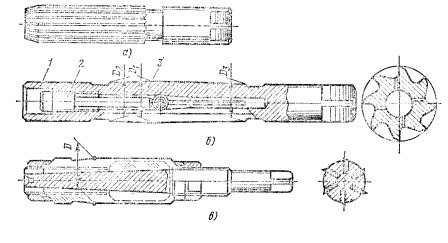
Рис. 4. Типы ручных разверток: а – цельная, б — разжимная, в – раздвижная. 3.2.Развертки для конических отверстий. Для развертывания конических отверстий часто применяют конусные развертки. Чем больше угол конусности, тем труднее развернуть коническое отверстие одной разверткой, и приходится делать несколько разверток. Развертки для конического отверстия работают в более тяжелых условиях, чем цилиндрические. Коническая развертка режет всем своим лезвием и имеет калибрующей части, так как режущие кромки по всей длине вступают в работу. В комплект входят три развертки: обдирочная, промежуточная и чистовая. Обдирочная развертка (рис. 5, а) предназначена для снятия значительного припуска; для облегчения работы режущей кромки делают ступенчатой. На конической образующей поверхности развертки нарезают затылованный винтовой зуб. Промежуточная развертка ( рис. 5, б) имеет стружкоразделительные канавки, нарезанные в виде резьбы; в зависимости от диаметра шаг этой резьбы различный. Чистовая развертка ( рис. 5, в) имеет прямые зубья по всей длине режущей части.
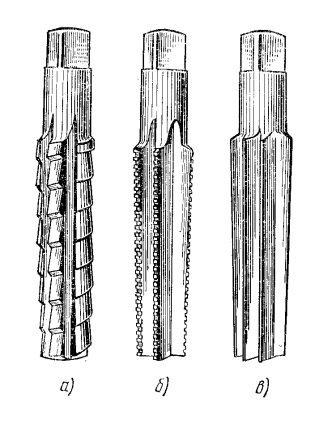
Рис. 5. Конические развертки. а) обдирочная, б) промежуточная, в) чистовая. 3.3.Машинные цилиндрические развертки. В отличие от ручных разверток машинные развертки имеют короткую рабочую часть и часто меньшее число зубьев; они стандартизованы. К цельным разверткам могут быть отнесены машинные развертки с твердыми сплавами. Корпус может быть выполнен с коническим хвостовиком или с цилиндрической зажимной частью. Начиная с 25 – 30 мм развертки можно изготавливать не хвостовыми, а насадными. Насадные развертки изготавливают из легированной стали 9ХС, а также из быстрорежущей стали. Применение твердого сплава дает возможность резко повысить износостойкость разверток, а также получить отверстие с меньшей шероховатостью поверхности. Все типы машинных разверток обладают одним общим недостатком: их нельзя регулировать по диаметру по мере износа. В настоящее время получают широкое распространение раздвижные машинные развертки различных конструкций. Их можно подразделить на две группы.
- Разжимные машинные развертки.
- Машинные развертки с привинченными ножами.
Развертка является чистовым инструментом, поэтому к заточке ее предъявляют особые требования. Режущие кромки развертки должны быть очень чисто обработаны, шероховатость поверхности режущих кромок развертки должна быть не ниже Rа= 0,32 мкм. У развертки должен быть заточен задний угол и передняя поверхность зуба; вначале затачивают переднюю поверхность зуба. Заточку производят на универсально – заточном станке.
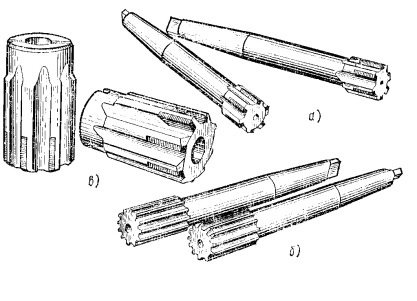
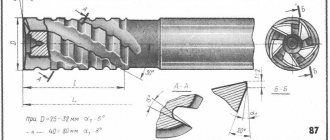
Рис. 6. Машинные развертки. а) с твердым сплавом и коническим хвостовиком, б) сварные из быстрорежущей стали с коническим хвостовиком, в) насадные с пластинами из твердого сплава.