Сфера применения
Круги шлифовальные используются для предварительной и финишной обработки изделий из черных и цветных металлов, пластика, дерева и других материалов. Область применения круга определяется его зернистостью, диаметром и формой поверхности. С помощью круга возможна обработка плоских и фасонных поверхностей, торцов, резьб, отверстий и т. д.

Основная сфера применения шлифовальных кругов – это машиностроение и станкостроение. В зависимости от геометрии они могут быть оснасткой заточных станков, ручного электро- или пневмоинструмента. Также они могут быть использованы для ручных операций. Широкий выбор инструмента позволяет осуществлять широкий спектр операций – от обдирки и черновой отделки до финишной шлифовки и полировки.
Зернистость шлифовальных кругов
Зернистость является одним из основных параметров выбора шлифовального круга для совершения тех или иных операций. Определяется она размером зерна подразделяемой на фракции в соответствии с группой шлифовального материала и обозначается соответствующим числовым значением.
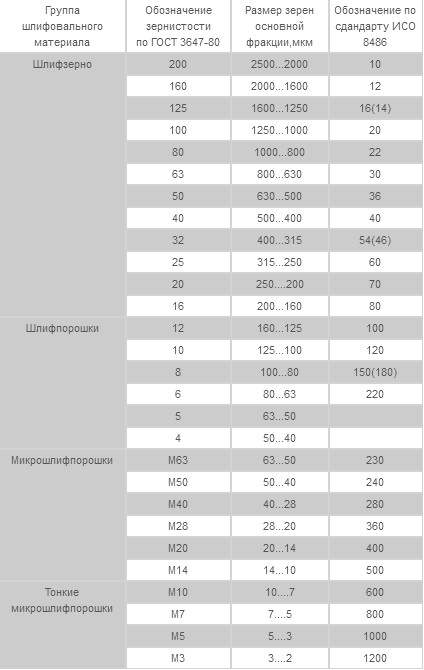
Всего существует три основных группы – шлифовальное зерно, шлифовальные порошки и микрошлифпорошки. В первых двух группах зернистость определяется по наименьшему зерну фракции в сотых долях миллиметра. Так, например 40 означает размер фракции 400 мкм или 0,4 мм. В третьей группе, микрошлифпорошки, числовое значение определяет наибольший размер зерна во фракции в мкм и имеет дополнительное обозначение М. Например, М20 – это круг с наибольшим размером зерна во фракции 20 мкм.
В таблице ниже приведены данные о зернистости групп в соответствии с ГОСТ 3647-80 и международным стандартом ISO 8486.
8 Методы контроля
8.1 Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений.
8.2 Размеры для справок, радиусы закругления
определены оснасткой и не контролируют.
8.3 Контроль по 5.9, 5.12.2 проводят визуально.
8.4 Контроль твердости — по
ГОСТ Р 52587
,
ГОСТ Р 52710
.
8.5 Контроль неуравновешенности — по
ГОСТ 3060
. Примечание — Контроль неуравновешенности кругов с250 мм и типов 2, 6, 11, 35, 36, 37 допускается не проводить.
8.6 Контроль радиального и торцового биений проводят по техническому документу, утвержденному в установленном порядке, с помощью индикатора часового типа по
ГОСТ 577
с ценой деления 0,01 мм.
8.7 Испытания на механическую прочность — по
ГОСТ Р 52588
,
ГОСТ 30513
.
Примечание — До 1 июля 2010 г. испытания на механическую прочность кругов типов 2, 35, 36, 37 допускается не проводить.
8.8 Коэффициент шлифования
вычисляют по формуле
,
где
— объем снятого металла, мм;
— объем изношенной части круга (с учетом расхода круга на правку).
Профиль
Профиль круга определяет возможность его применения для определенных операций. Перечислим наиболее часто используемые виды профилей:
- Плоские с прямым профилем – внутреннее или бесцентровое шлифование, обработка торов и др. операции.
- Плоские двухсторонние с коническим профилем – обработка шестерен и простых резьб.
- Плоские с выточкой – круглое шлифование, подрезка торцов.
- Круги цилиндрические и конические – заточка инструментов и др. операции.
- Круги тарельчатые – заточка инструментов с несколькими режущими лезвиями.
Маркировка
Определить основные параметры круга можно по его условному обозначению, которое указывается в маркировке продукта. Условное обозначение соответствует ГОСТ Р 52781 и в нём указывается:
- тип круга;
- материал;
- зернистость;
- геометрические параметры (диаметр наружный и внутренний, высота);
- вид связки;
- структура и степень твердости;
- наибольшая допустимая скорость обработки.
Исключением являются круги с индивидуальной маркировкой, которую имеют круги иностранных производителей. Приобретая данный продукт необходимо изучить информацию в каталогах и на упаковке.
6 Требования безопасности
6.1 Механическая прочность круга должна обеспечивать его работу с предельными рабочими скоростями
, указанными в таблице 24. Таблица 24
| Тип круга | Размер, мм | Вид подачи | Предельная рабочая скорость круга , м/с, на связках | ||
| 1 | 0,67 | Механическая | 35; 40; 50; 63 | 35; 40; 50; 63 | 35; 40; 50; 63 |
| 0,50 | 80 | 80 | 80 | ||
| Механическая в закрытой рабочей зоне | 125 | 100 | 100 | ||
| 0,67 | Ручная | 35 | 35; 40; 50 | 35; 40; 50 | |
| 0,50 | — | 63 | 63 | ||
| 0,33 | — | 80 | |||
| 2 | 0,17 | Механическая | 25; 32; 35; 63 | 25; 32; 35; 40; 63 | — |
| Ручная | 32; 35 | 35; 40; 50 | |||
| 3 | 0,67 | Механическая | 35; 40; 50; 63 | 35; 40; 50; 63 | 50; 63 |
| 0,50 | 80 | 80 | 80 | ||
| Механическая в закрытой рабочей зоне | 125 | 100 | 100 | ||
| 4 | 0,67 | Механическая | 35; 40; 50; 63 | 35; 40; 50; 63 | 50; 63 |
| 5 | 0,67 | Механическая | 35; 40; 50; 63 | 35; 40; 50; 63 | 50; 63 |
| 0,50 | 80 | 80 | 80 | ||
| Механическая в закрытой зоне | 100 | 100 | 100 | ||
| 6 | 0,20 | Механическая | 32; 40; 63 | 32; 40; 63 | 32; 40; 63 |
| Ручная | 32 | 40; 50 | 40 | ||
| 7 | 0,67 | Механическая | 35; 40; 50; 63 | 35; 40; 50; 63 | 50; 63 |
| 0,50 | Механическая в закрытой рабочей зоне | 80; 100 | 80; 100 | 80; 100 | |
| 10 | 0,67 | Механическая | 35; 50 | 35; 50 | 35; 50 |
| 11 | 0,20 | Механическая | 32; 50 | 32; 40; 50 | 40; 50 |
| Механическая в закрытой зоне | 63 | 80 | 63 | ||
| Ручная | 32 | 40 | 40 | ||
| 12; 14 | 0,50 | Механическая | 32; 50 | 32; 40; 50 | 40; 50 |
| Механическая в закрытой рабочей зоне | 63 | 80 | 63 | ||
| Ручная | 32 | 40 | 40 | ||
| 20; 21; 22; 23; 24; 25; 26 | 0,67 | Механическая | 35; 40; 50; 63 | 35; 40; 50; 63 | 35; 40; 50; 63 |
| 0,50 | 80 | 80 | 80 | ||
| 0,67 | Механическая в закрытой рабочей зоне | 40 | 50 | 50 | |
| 0,50 | 100 | 100 | 100 | ||
| 35; 36 | 0,67 | Механическая | 32; 35; 63 | 32; 35; 50; 63 | — |
| Ручная | 32 | 50 | |||
| 37 | 0,17 | Механическая | 32; 63 | 50; 63 | |
| Ручная | 32 | 50 | |||
Окончание таблицы 24
| Тип круга | Размер, мм | Вид подачи | Предельная рабочая скорость круга , м/с, на связках | ||
| 38; 39 | 0,67 0,025 | Механическая | 40 | 50 | 50 |
| 0,67 0,005 | 63 | 63 | 63 | ||
| 0,50 0,005 | 80 | 80 | 80 | ||
| 0,67 0,025 | Механическая в закрытой рабочей зоне | 40 | 50 | 50 | |
| 0,50 0,005 | 125 | 100 | 100 | ||
6.2 Остальные требования безопасности — по
ГОСТ Р 52588
,
ГОСТ 30513
.
Правила выбора
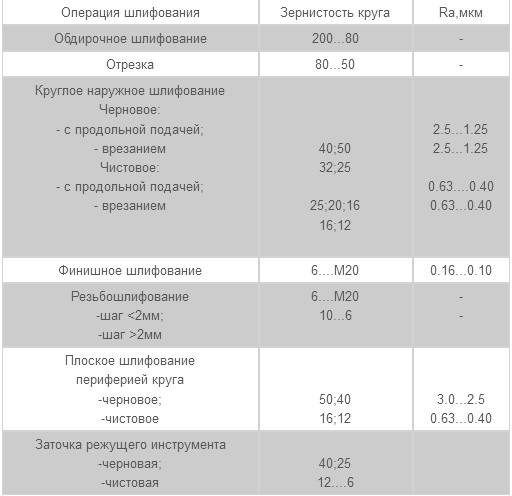
Основным фактором выбора шлифовального круга являются параметры обрабатываемого материала и сфера применения (станок, ручной инструмент). Ещё один важный фактор – это качество обработки, определяемое зернистостью круга. Чем крупнее размер зерна, тем выше скорость съёма поверхностного слоя, но ниже качество поверхности. По этой причине для тонкой шлифовки используются круги с мелким зерном.
В таблице ниже приведены данные по выбору зернистости в зависимости от операций шлифования.
Желательно чтобы круг соответствовал материалу для которого он предназначен. Это указано в рекомендациях производителя, в частности в форме изображения на маркировке. Обратите внимание и на допустимую скорость вращения, что является важным условием безопасности работ.
Как выбрать абразивный круг
Чтобы выбрать абразивный круг, обратите внимание на его маркировку. Первостепенное значение имеет сфера применения изделий. Бывают насадки для промышленных установок и ручных инструментов. Для работы в бытовых условиях вам потребуется второй вариант. Остальные моменты, связанные с выбором, рассмотрим отдельно.
Зернистость абразива
Размер частиц на полотне варьируется в диапазоне 12–4000 мкм. Обозначается на круге в виде особой маркировки. Общепринятая система шифрования — FEPA. Показатель зернистости в таблице обозначен индексом F. Чем меньше числовое значение, тем больше частицы по размеру.
Есть три основных размера зернистости:
- крупная (F16–24);
- средняя (F30–60);
- мелкая (F70–220).
Крупные частицы абразива позволяют с максимальной быстротой нарезать металл, бетон и другие твердые элементы. Однако для тщательного вырезания кромок и пазов необходима мелкозернистая насадка.
Диаметр круга
Диаметр круга должен совпадать с размером режущего инструмента. В продаже есть изделия диаметром 80–500 мм. Бытовые машинки выпускаются под круги диаметрами 115, 125, 150, 180 и 230 мм. Чем больше размер изделия, тем проще распилить толстую деталь из металла.

Фотография № 3: Абразивные диски разных диаметров
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.

Фотография № 4: Абразивный круг на дрель
Вид обрабатываемого материала
Лучшие абразивные круги — те, которые подходят под обрабатываемый материал. Информация об этом будет дана рисунками на поверхности в виде камня, бетона, керамики, металла и т. п. Есть также универсальные изделия, которые подходят для работы с разными покрытиями.
Скорость вращения
Обратите внимание на расчетную скорость вращения насадки. Она должна быть чуть выше той, на которой работает шлифовальная машина. Об этом параметре говорит цвет полоски на изделии:
- зеленая — 100 м/с;
- красная — 80 м/с;
- желтая — 63 м/с.
Плотность круга
На выбор абразивного круга влияет его структура (плотность). Этот параметр показывает, на каком расстоянии друг от друга находятся зерна. Конкретный вид засыпки выбирают по плотности обрабатываемого материала. Всего есть три варианта структуры:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — для цветных металлов, ЛКМ, пластика;
- открытая — для обработки древесины.
Приведем конкретные примеры. Круг PS18EK с насыпкой открытого типа подходит для обработки древесины, снятия ржавчины, краски, шпатлевки. Насадка PS22K полуоткрытого типа предназначена для шлифовки металла и твердой древесины. Изделие PS21FK с плотной засыпкой подходит для обработки нержавеющей стали.
Маркировка абразивных кругов
Полная маркировка, которую наносят на абразивные круги, содержит следующую информацию:
- тип круга;
- габаритные размеры (высота и диаметр);
- абразивный материал;
- класс зернистости;
- уровень твердости;
- структура материала;
- вид связующего элемента;
- скорость вращения;
- класс точности.
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
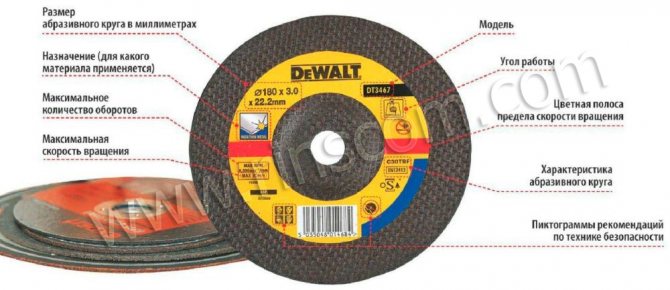
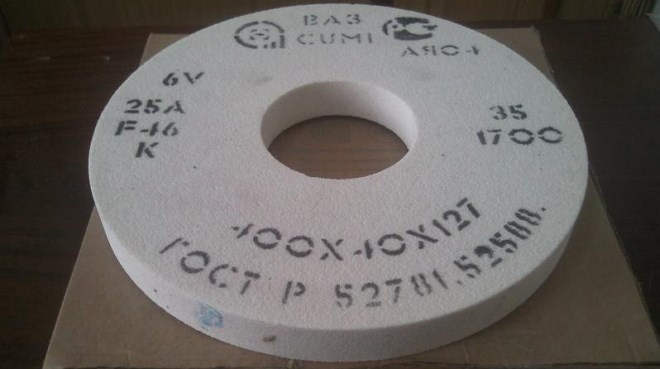
Изображение № 2: Маркировка на абразивном диске
Маркировка кругов наносится по разным редакциям ГОСТов, поэтому в шифрах есть отличия по твердости, плотности и другим параметрам. Для понимания маркеров просмотрите таблицу, размещенную ниже.
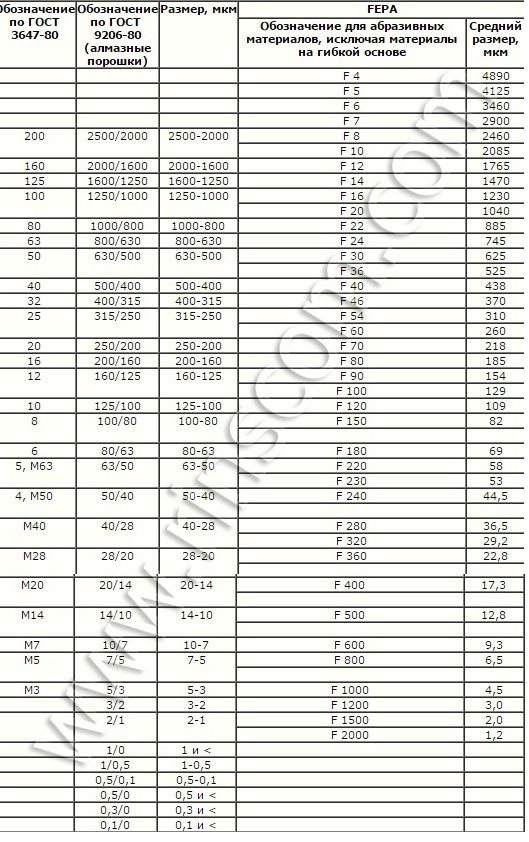
Изображение № 3: Таблица с маркировками зернистости (ГОСТ, FEPA)
Далее приведем варианты расшифровки для двух кругов.

Фотография № 5: Расшифровка диска 1
- Абразивный материал: 25А — белый электрокорунд.
- Зернистость: 60, то есть 800–630 мкм.
- Твердость: К — средняя.
- Структура: 6 — средняя.
- Связующий элемент: V — керамика.
- Класс неуравновешенности: 2.

Фотография № 6: Расшифровка диска 2
- Абразивный материал: 14А — нормальный электрокорунд.
- Зернистость: 36–30, то есть 525–625 мкм.
- Твердость: Q-U — средняя/твердая.
- Связующий элемент: BF — бакелит с уплотнителем.
- Класс неуравновешенности: 1.