Унифицированная дюймовая резьба UNF (Unified National Fine) является национальной американской резьбой с мелким шагом и углом профиля 60°. Эта резьба является модификацией британской резьбы BSW (British Standard Witworth) с углом профиля 55°, известной также как резьба Витворта. Дюймовая резьба построена на дюймовой системе измерений, в то время как в России принята метрическая система, по этой причине возникает множество вопросов, связанных с определением и поиском такого крепежа на российском рынке. Дюймовая резьба UNF распространена в США, Канаде, Великобритании. Геометрия и форма резьбы UNF регламентируется стандартом ASME B1.1-2003 (The American Society of Mechanical Engineers).
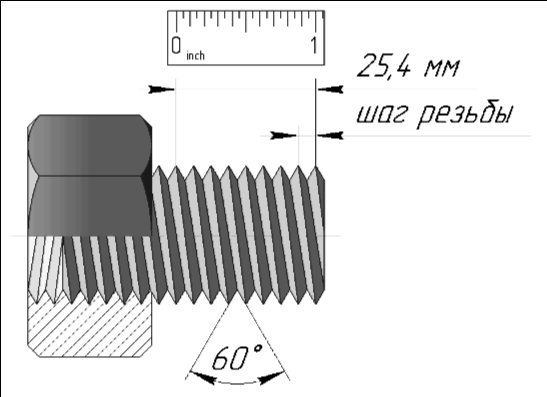
Отличительной особенностью дюймовой резьбы является обозначение диаметра и длины в долях дюйма. За основу взят английский дюйм, равный 25.4 мм. Обозначают такие размеры inch, in или двойным штрихом «. При этом размер будет указан в долях дюйма, например 1″ или ½». Шаг резьбы дюймового крепежа обозначает количество витков резьбы на отрезке длиной 1 дюйм, например 1″ – 12 UNF. При этом количество витков на дюйм может не указываться, так как в стандарте резьбы UNF каждый диаметр резьбы имеет определенное количество витков. Тогда обозначение резьбы может быть таким – 1″ UNF. Мелкие диаметры резьбы, менее 1/4″, обозначают условным номером от 0 до 12 и добавляют символ № или #, например # 4 – 48 UNF.
Тип UNC
Резьба крупная унифицированная стандарта ASME 1 1 имеет шифр UNC. Размеры взаимозаменяемые с ранее использовавшейся резьбой NC.
| Обозначение | DN (мм) | DN (“) | Шаг | Витков на дюйм | Dсв |
| N1-64 UNC | 1,854 | 0,073 | 0,397 | 64 | 1,5 |
| N2-56 UNC | 2,184 | 0,086 | 0,453 | 56 | 1,8 |
| N3-48 UNC | 2,515 | 0,099 | 0,529 | 48 | 2,1 |
| N4-40 UNC | 2,845 | 0,112 | 0,635 | 40 | 2,35 |
| N5-40 UNC | 3,175 | 0,125 | 2,65 | ||
| N6-32 UNC | 3,505 | 0,138 | 0,794 | 32 | 2,85 |
| N8-32 UNC | 4,166 | 0,164 | 3,5 | ||
| N10-24 UNC | 4,826 | 0,19 | 1,058 | 24 | 4 |
| N12-24 UNC | 5,486 | 0,216 | 4,65 | ||
| ¼”-20 UNC | 6,35 | 0,25 | 1,27 | 20 | 5,35 |
| 5/16”-18 UNC | 7,938 | 0,313 | 1,411 | 18 | 6,8 |
| 3/8”-16 UNC | 9,525 | 0,375 | 1,587 | 16 | 8,25 |
| 7/16”-14 UNC | 11,112 | 0,438 | 1,814 | 14 | 9,65 |
| ½”-13 UNC | 12,7 | 0,5 | 1,954 | 13 | 11,15 |
| 9/16”-12 UNC | 14,288 | 0,563 | 2,117 | 12 | 12,6 |
| 5/8”-11 UNC | 15,875 | 0,625 | 2,309 | 11 | 14,05 |
| ¾”-10 UNC | 19,05 | 0,75 | 2,54 | 10 | 17 |
| 7/8”-9 UNC | 22,225 | 0,875 | 2,822 | 9 | 20 |
| 1”-8 UNC | 25,4 | 1 | 3,175 | 8 | 22,25 |
| 1 1/8”-7 UNC | 28,575 | 1,125 | 3,628 | 7 | 25,65 |
| 1 ¼”-7 UNC | 31,75 | 1,25 | 28,85 | ||
| 1 3/8”-6 UNC | 34,925 | 1,375 | 4,233 | 6 | 31,55 |
| 1 ½”-6 UNC | 38,1 | 1,5 | 34,7 | ||
| 1 ¾”-5 UNC | 44,45 | 1,75 | 5,08 | 5 | 40,4 |
| 2”-4 1/2 UNC | 50,8 | 2 | 5,644 | 4,5 | 46,3 |
| 2 ¼”-4 1/2 UNC | 57,15 | 2,25 | 52,65 | ||
| 2 ½”-4 UNC | 63,5 | 2,5 | 6,35 | 4 | 58,5 |
| 2 ¾”-4 UNC | 69,85 | 2,75 | 64,75 | ||
| 3”-4 UNC | 76,2 | 3 | 71,7 | ||
| 3 ¼”-4 UNC | 82,55 | 3,25 | 77,45 | ||
| 3 ½”-4 UNC | 88,9 | 3,5 | 83,8 | ||
| 3 ¾”-4 UNC | 95,25 | 3,75 | 90,15 | ||
| 4”-4 UNC | 101,6 | 4 | 96,5 |
Особенностями профиля UNS резьбы ANSI ASME B 1 1 являются 60° равнобедренный треугольник в разрезе и срезанные вершинки.
Для крупной резьбы характерно высокое сопротивление замятию и срыву ее витков. Поэтому UNS считается резьбовым профилем общего применения для любых отраслей машиностроения и строительства.
Отличия резьбы UNF от UNC
Помимо угла профиля, составляющего 60°, цилиндрические резьбы по UNF и UNC не имеют сходств. Из-за различий значений допусков и обозначений они не являются взаимозаменяемыми.
К отличительным особенностям и преимуществам резьбы UNF следует отнести:
- меньший угол спирали, обеспечивающий лучшую герметичность и способствующий самоблокированию резьбы;
- стойкость к значительным разрывным нагрузками за счет небольшой глубины резьбы и большей площади контакта витков;
- лучший эффект предотвращения потери;
- большее количество зубьев на резьбе аналогичной длины, что снижает вероятность утечки жидкости.
Тип UNEF
Специальная особо мелкая резьба ANSI ASME B 1 1 для особых областей применения получила название UNEF. Размеры резьбовых соединений представлены в нижней таблице:
| Типоразмер | Шаг | Витков на дюйм | D сверления | D наружный (мм) | D наружный (дюйм) |
| N 12-32 UNEF | 0,794 | 32 | 4,8 | 5,486 | 0,216 |
| 1/4” –32 UNEF | 0,794 | 32 | 5,7 | 6,35 | 0,25 |
| 5/16” – 32 UNEF | 0,794 | 32 | 7,25 | 7,938 | 0,313 |
| 3/8” – 32 UNEF | 0,794 | 32 | 8,85 | 9,525 | 0,375 |
| 7/16” – 28 UNEF | 0,907 | 28 | 10,35 | 11,112 | 0,438 |
| ½” – 28 UNEF | 0,907 | 28 | 11,8 | 12,7 | 0,5 |
| 9/16” – 24 UNEF | 1,058 | 24 | 13,4 | 14,288 | 0,563 |
| 5/8” – 24 UNEF | 1,058 | 24 | 15 | 15,875 | 0,625 |
| 11/16” – 24 UNEF | 1,058 | 24 | 16,6 | 17,462 | 0,688 |
| ¾” – 20 UNEF | 1,27 | 20 | 18 | 19,05 | 0,75 |
| 13/16” – 20 UNEF | 1,27 | 20 | 19,6 | 20,638 | 0,813 |
| 7/8” – 20 UNEF | 1,27 | 20 | 21,15 | 22,225 | 0,875 |
| 15/16” – 20 UNEF | 1,27 | 20 | 22,7 | 23,812 | 0,938 |
| 1” – 20 UNEF | 1.27 | 20 | 24,3 | 25,4 | 1 |
| 1 1/16” – 18 UNEF | 1.411 | 18 | 25,8 | 26,988 | 1,063 |
| 1 1/8” – 18 UNEF | 1.411 | 18 | 27,35 | 28,575 | 1,125 |
| 1 ¼” – 18 UNEF | 1.411 | 18 | 30,55 | 31,75 | 1,25 |
| 1 5/16” – 18 UNEF | 1.411 | 18 | 32,1 | 33,338 | 1,313 |
| 1 3/8” – 18 UNEF | 1.411 | 18 | 33,7 | 34,925 | 1,375 |
| 1 7/16” – 18 UNEF | 1.411 | 18 | 35,3 | 36,512 | 1,438 |
| 1 ½” –18 UNEF | 1.411 | 18 | 36,9 | 38,1 | 1,5 |
| 1 9/16” – 18 UNEF | 1.411 | 18 | 38,55 | 39,688 | 1,563 |
| 1 5/8” – 18 UNEF | 1.411 | 18 | 40,1 | 41,275 | 1,625 |
| 1 11/16” – 18 UNEF | 1.411 | 18 | 41,6 | 42,862 | 1,688 |
Профиль аналогичен предыдущему случаю, все таблицы ANSI B 1 1 скачать PDF можно здесь. Применяются резьбовые соединения типа UNEF в точном машиностроении, приборостроении, авиации, судостроении.
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
Тип UNF
В третьей таблице ASME B 1 1 2003 на русском приводятся размеры резьбы мелкой унифицированной общего применения UNF:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления (мм) | D наружный (мм) | D наружный (дюйм) |
| N 0-80 UNF | 0,317 | 80 | 1,25 | 1,524 | 0,06 |
| N 1-72 UNF | 0,353 | 72 | 1,55 | 1,854 | 0,073 |
| N 2-64 UNF | 0,397 | 64 | 1,9 | 2,184 | 0,068 |
| N 3-56 UNF | 0,453 | 56 | 2,15 | 2,515 | 0,099 |
| N 4-48 UNF | 0,529 | 48 | 2,4 | 2,845 | 0,112 |
| N 5-44 UNF | 0,577 | 44 | 2,7 | 3,175 | 0,125 |
| N 6-40 UNF | 0,635 | 40 | 2,95 | 3,505 | 0,138 |
| N 8-36 UNF | 0,705 | 36 | 3,5 | 4,166 | 0,164 |
| N 10-32 UNF | 0,794 | 32 | 4,1 | 4,826 | 0,19 |
| N 12-28 UNF | 0,907 | 28 | 4,7 | 5,486 | 0,216 |
| ¼”-28 UNF | 0,907 | 28 | 5,5 | 6,35 | 0,25 |
| 5/16”-24 UNF | 1,058 | 24 | 6,9 | 7,938 | 0,313 |
| 3/8”-24 UNF | 1,058 | 24 | 8,5 | 9,525 | 0,375 |
| 7/16”-20 UNF | 1,27 | 20 | 9,9 | 11,112 | 0,438 |
| ½”-20 UNF | 1,27 | 20 | 11,5 | 12,7 | 0,5 |
| 9/16”-18 UNF | 1,411 | 18 | 12,9 | 14,288 | 0,563 |
| 5/8”-18 UNF | 1,411 | 18 | 14,5 | 15,875 | 0,625 |
| ¾”-16 UNF | 1,587 | 16 | 17,5 | 19,05 | 0,75 |
| 7/8”-14 UNF | 1,814 | 14 | 20,4 | 22,225 | 0,875 |
| 1”-12 UNF | 2,117 | 12 | 23,25 | 25,4 | 1 |
| 1 1/8”-12 UNF | 2,117 | 12 | 26,5 | 28,575 | 1,125 |
| 1 ¼”-12 UNF | 2,117 | 12 | 29,5 | 31,75 | 1,25 |
| 1 3/8”-12 UNF | 2,117 | 12 | 32,75 | 34,925 | 1,375 |
| 1 ½”-12 UNF | 2,117 | 12 | 36 | 38,1 | 1,5 |
Аналог UNF резьбы существует в Великобритании, и носит аббревиатуру BSW. Мелкая цилиндрическая дюймовая резьба обеспечивает высокую прочность соединения и точную регулировку взаимного положения деталей. Поэтому UNF часто называют регулировочной резьбой, и применяют на гайках/болтах агрегатов, резьбовых адаптерах, переходных кранах и фитингах трубопроводов.
Можете ли вы поставить дюймовый крепеж мелких диаметров?
Данные размеры начиная от #1 (1,854 мм)
до
#12 (5,436мм)
компания ТК Метизы может поставить для Вас под заказ. Срок исполнения данных позиций будет около
4-6 недель
.
Минимальная упаковка в среднем составляют для таких диаметров – 200 штук.
Крепеж с мелкими диаметрами может быть представлен в виде винтов с полукруглой головой (так называемые компьютерные винтики с дюймовой резьбой), с потайной головой, с цилиндрической, в виде болтов с шестигранной головой, а также гайки и шайбы к ним. Материал в котором они могут быть выполнены – от черных (без покрытия либо черного цвета) до цветного и нержавеющего металла.
Тип 8 TPI
Резьба мелкая унифицированная 8 TPI по спецификации ASME B 1 1 разработана для специальных областей применения, например, ответственных деталей токарных станков по дереву/металлу. Размерный ряд соответствует следующим значениям:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления (мм) | D наружный (мм) | D наружный (дюйм) |
| 1 1/16”-8 UN | 3,175 | 8 | 23,9 | 26,988 | 1,063 |
| 1 1/8”-8 UN | 3,175 | 8 | 25,5 | 28,575 | 1,125 |
| 1 3/16”-8 UN | 3,175 | 8 | 27,1 | 30,162 | 1,187 |
| 1 1/4”-8 UN | 3,175 | 8 | 28,75 | 31,175 | 1,25 |
| 1 5/16”-8 UN | 3,175 | 8 | 30,3 | 33,338 | 1,313 |
| 1 3/8”-8 UN | 3,175 | 8 | 31,75 | 34,925 | 1,375 |
| 1 1/2”-8 UN | 3,175 | 8 | 35 | 38,1 | 1,5 |
| 1 5/8”-8 UN | 3,175 | 8 | 38 | 41,275 | 1,625 |
| 1 3/4”-8 UN | 3,175 | 8 | 41,5 | 44,45 | 1,75 |
| 1 7/8”-8 UN | 3,175 | 8 | 44,5 | 47,625 | 1,875 |
| 2”-8 UN | 3,175 | 8 | 47,75 | 50,8 | 2 |
| 2 1/8”-8 UN | 3,175 | 8 | 50,9 | 53,975 | 2,125 |
| 2 1/4”-8 UN | 3,175 | 8 | 54 | 57,15 | 2,25 |
| 2 3/8”-8 UN | 3,175 | 8 | 57,2 | 60,325 | 2,375 |
| 2 1/2”-8 UN | 3,175 | 8 | 60,4 | 63,5 | 2,5 |
Эту резьбу часто имеют оружейные детали и крепеж легковых авто с конвейеров США, Канады.
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
При ручном способе используют специальные наборы метчиков и плашек, которые предназначены для нарезания. Такие наборы включают в себя приспособления, имеющие стандартный типоразмер и соответствуют принятым международным стандартам.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Тип 12 TPI
Следующая таблица ANSI B 1 1 на русском содержит размеры мелкой спецрезьбы унифицированного типа 12TP1:
| Типоразмер | Шаг (мм) | Витков на дюйм | D сверления | D наружный (мм) | D наружный (дюймы) |
| 1 1/16”-12-UN | 2,117 | 12 | 24,9 | 26,988 | 1,063 |
| 1 3/16”-12-UN | 2,117 | 12 | 28,1 | 30,162 | 1,187 |
| 1 5/16”-12-UN | 2,117 | 12 | 31,3 | 33,338 | 1,312 |
| 1 7/16”-12-UN | 2,117 | 12 | 34,5 | 36,512 | 1,437 |
| 1 5/8”-12-UN | 2,117 | 12 | 39,7 | 41,275 | 1,625 |
| 1 3/4”-12-UN | 2,117 | 12 | 42,4 | 44,45 | 1,75 |
| 1 7/8”-12-UN | 2,117 | 12 | 45,6 | 47,625 | 1,875 |
| 2”-12-UN | 2,117 | 12 | 48,75 | 50,8 | 2 |
| 2 1/8”-12-UN | 2,117 | 12 | 51,9 | 53,975 | 2,125 |
| 2 1/4”-12-UN | 2,117 | 12 | 55,1 | 57,15 | 2,25 |
| 2 3/8”-12-UN | 2,117 | 12 | 58,3 | 60,325 | 2,375 |
| 2 1/2”-12-UN | 2,117 | 12 | 61,5 | 63,5 | 2,5 |
В условном обозначении указывается диаметр наружный Dн, шаг TPI и тип резьбы UNC (крупная), UNF (мелкая) или UNEF (особо мелкая). Причем для малых диаметров до ¼ дюйма для обозначения размера используется целое число 0 … 12 без дробей с индексом N или # перед ним. Расшифровка производится по специальной таблице. Так как каждое число соответствует конкретному размеру.
Срок поставки дюймового крепежа?
Если позиции, которые Вам требуются – это американская резьба дюймового крепежа со стандартным крупным шагом DIN 933 / DIN 931 / DIN 934 / DIN 125 / DIN 127 / DIN 912, то данные позиции мы стараемся поддерживать на складе в г. Санкт-Петербурге, если на данный момент какие-то размеры данных DINов закончились, срок поставки их будет осуществлять 2,5 недели.
Если Вам требуются дюймовый крепеж с мелким шагом резьбы, либо с британской резьбой BSW и BSF (мелкий шаг британской резьбы), дюймовый такелаж, винты, самоконтрящиеся гайки и болты, откидные болты с дюймовой резьбой UNC UNF BSW BSF, штанга, шпильки, крепеж больших и малых диаметров, дюймовый крепеж из цветного, нержавеющего, титанового, высокопрочного металла, либо со специальным покрытием – срок поставки таких позиций с дюймовой резьбой будет составлять 4-6 недель до склада в г. Санкт-Петербурге.
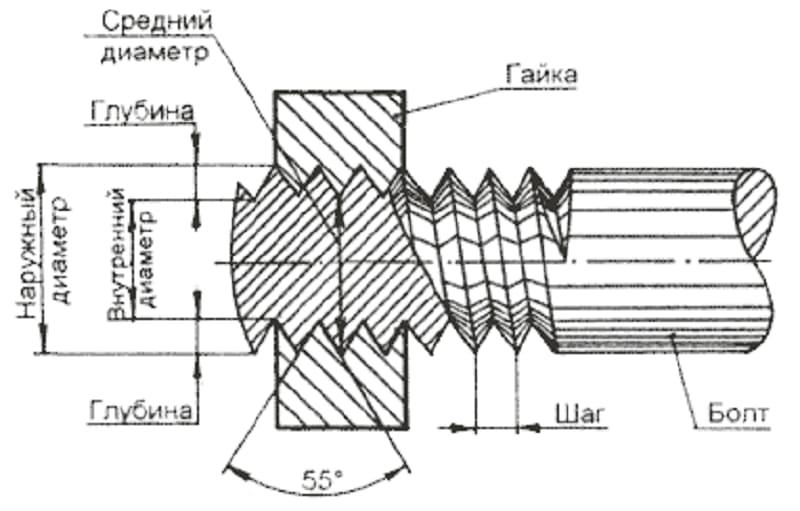
Основные параметры американской дюймовой резьбы
В технике, машиностроении, строительстве, применяется укрупненная американская резьба UNC, мелкая имеет маркировку UNF, а также очень мелкая стандарта UNEF. Они различаются количеством витков или ниток на один дюйм. Среди основных параметров, характеризующих эти резьбы, выделяют:
- Угол при вершине составляет 60 градусов, что соответствует аналогичному показателю у метрической резбы.
- Количество витков на 1 дюйм TPI, которое предлагается в виде 1”/ TPI в метрической резьбе этой величине соответствует шаг, измеряемый в миллиметрах.
- Наружный диаметр – самое дальнее расстояние между вершинами резьбовых гребней, лежащих друг напротив друга.
- Внутренний диаметр – аналогичное расстояние между впадинами резьбы.
- Направление – резьба может закручиваться вправо или влево.
- Профиль – разность межу наружным и внутренним диаметром указывает на высоту витка.
- Форма – американская дюймовая резьба бывает конического или цилиндрического типа.
Для удобства в работе есть необходимость перевести параметры дюймовой резьбы в метрические единицы. В этом поможет сведенная таблица размеров для каждого типа резьбы.
UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
UNEF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Если диаметр резьбы меньше 1/4 дюйма, то такой размер обозначается числами в диапазоне от 0 до 12, перед которым ставится символ # или №. Каждому такому диаметру дюймовой резьбы соответствует его значение в миллиметрах из таблицы.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Затяжка резьбовых соединений
Для обеспечения нужной прочности и целостности крепежа потребуется соблюдать соответствие момента затяжки указанному в таблице значению:
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
| Н*м* | Фунт силы-фут | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Данная таблица применяется только для болтов и гаек с классом прочности выше 5.
Как определить резьбовой шаг
Этот параметр указывает на расстояние между двумя соседними нитками или каналами резьбового соединения. Универсальные варианты имеют стандартный шаг резьбы, указываемый в специализированных таблицах, что позволяет легко подбирать нужный тип крепежа.
Измерить резьбовой шаг самостоятельно можно несколькими способами. Самый простой – подобрать болт или гайку, с известным шагом, который идеально подходит к резьбе. В этом случае шаг обоих нарезок будет одинаков.
Для второго варианта потребуется линейка или штангенциркуль с дюймовой шкалой. Шкала прикладывается к резьбе и подсчитывается число витков на дюйм. Например, если в одном дюйме по линейке окажется 16 витков, то резьбовой шаг в дюймах будет 1/16.
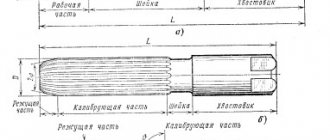
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.