Устройство и применение штангенрейсмаса
Данный измерительный инструмент широко применяется для выполнения разметки заготовок и деталей в машиностроении, при производстве металлоконструкций, в металлообработке, ремонтных и сборочных операциях. Также областью применения штангенрейсмасов является и точное определение высоты деталей размещенной на разметочной плите.
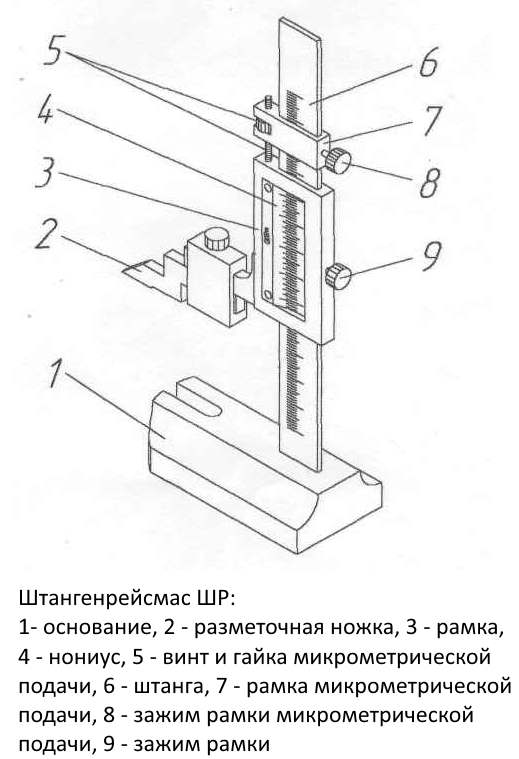
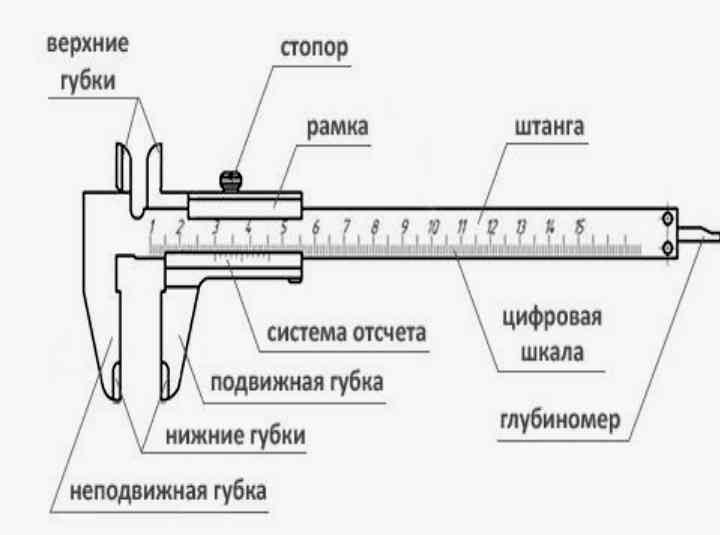
Согласно приведенного ниже рисунка, устройство штангенрейсмаса во многом напоминает штангенциркуль. Основные компоненты инструмента:
- Массивное чугунное основание.
- Разметочная ножка или отсчетная призма (в зависимости от назначения штангенрейсмаса).
- Рамка основной шкалы.
- Нониус.
- Винтовая пара микрометрической подачи.
- Штанга с измерительной линейкой.
- Рамка микрометрической подачи.
- Фиксатор рамки микрометрической подачи.
- Фиксатор основной рамки.
Порядок снятия показаний и разметки штангенрейсмасом
Для обеспечения точности замера или разметки необходима предварительная поверка штангенрейсмаса, что включает в себя проверку его нулевого отсчета. Производится это следующим образом:
- Измерительный инструмент устанавливается на проверочную плиту.
- Рамка основной подачи опускается вниз до полного контакта ножки с плитой.
- Проверяются основная шкала и шкала нониуса – нулевые штрихи обеих шкал должны совпадать.
- Если проверяется модель инструмента, в которой нижний предел превышает 40 мм, то необходимо использовать мерочные плитки требуемой толщины.
Теперь перейдем к особенностям применения штангенрейсмасов. Порядок действий состоит из следующих этапов:
- Взяться за основание инструмента и аккуратно подвести его к измеряемой детали.
- Опустить основную измерительную рамку до момента полного контакта отсчетной призмы с измеряемой поверхностью.
- С помощью микрометрической пары обеспечить соприкосновение поверхностей инструмента и детали.
- Зафиксировать обе шкалы
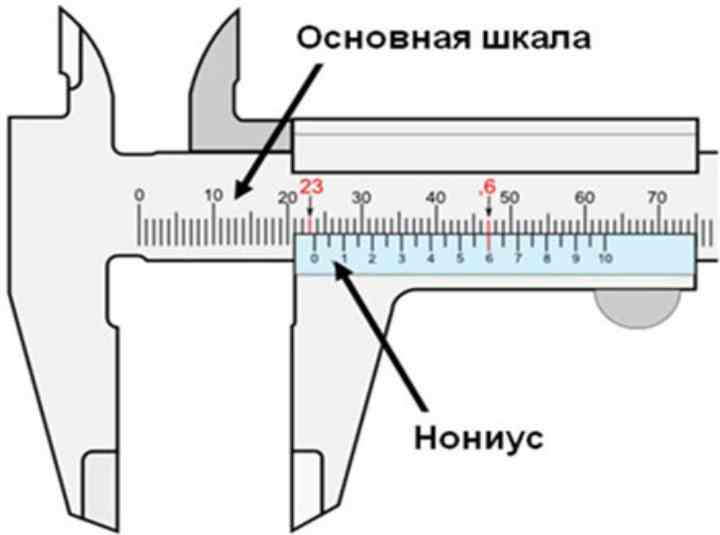
- Произвести считывание показаний основной шкалы и добавить показание шкалы нониуса. Определение размера по нониусу аналогично штангенциркулю – совпавший штрих шкалы нониуса со штрихом основной шкалы определяет дополнительный микрометрический размер.
Если назначением штангенрейсмаса является разметка, то порядок действий следующий – устанавливается размер по основной и нониусной шкале, основание прижимается к плите и инструмент перемещается относительно размечаемой детали. Разметка наносится заточенным острием ножки.
Специальные штангенциркули
Яркие примеры специализированных моделей:
Разметочный
С остро заточенными твердосплавными губками и специальным циркульным механизмом.
Кроме проведения измерений, позволяет отрисовывать дуги прямо губками на твердом материале.

Разметочный штангенциркуль аналогичен вариантам без циркульного механизма с губками, в основе которых лежат твердые сплавы.
Цена – от 2,5 тыс. рублей.
Для тормозных дисков (ШЦЦД)
Конструкция с односторонними удлиненными губками для наружных измерений, имеющими на рабочей поверхности зубья для повышения точности замеров.

Существуют варианты, позволяющие определять толщину тормозных дисков авто и мотоциклов без необходимости демонтажа колеса.
Стоимость самых простых моделей – около 1 тыс. рублей.
Путевой
Для замера параметров рельсового полотна.
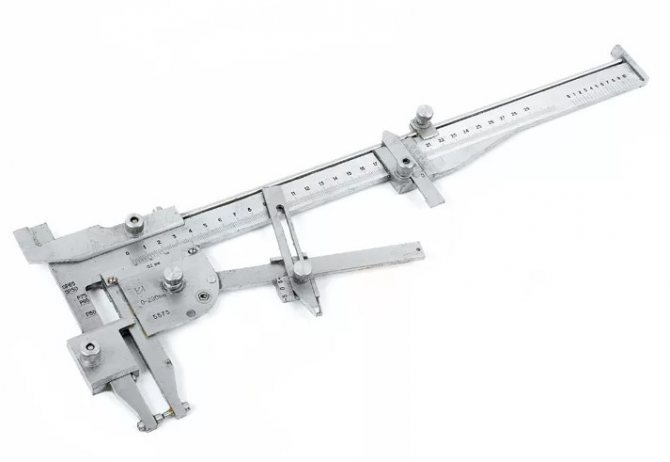
Цена – от 20 тыс. рублей.
К аналогам штангенциркуля относятся следующие измерительные инструменты:
Инструмент, предназначенный для измерения зубьев реек и шестерен с точностью 0,02 мм.

Инструмент, предназначенный для измерения глубин, высот глухих отверстий, выступов, пазов, канавок.

Штангенрейсмас
Инструмент, позволяющий без специализированных навыков выполнять измерения высот и производить вертикальную разметку деталей с точностью до 0,05 мм.

Другое название – штангенрейсмус.
Типы штангенрейсмасов
Данный измерительный инструмент классифицируется по нескольким основным признакам:
- В зависимости от способа снятия отсчета существуют следующие типы штангенрейсмасов – ручные с линейным и круговым отсчетом (циферблатом), а также цифровые.
- По максимальной длине измеряемой детали. Максимальная длина указывается в обозначении. Так ШР-250 – это штангенрейсмус ручной с максимальной длиной 250 мм. Далее идут ШР-400, ШР-630 и т. д. вплоть до ШР-2500
- По классу точности. Первый класс – 0,05 мм, второй – 0,1 мм.
- По шагу дискретности (для цифровых приборов) – от 0,03 до 0,09 мм.
При стандартном обозначении штангенрейсмаса указываются все основные характеристики. Например, ручной измерительный прибор с максимальной длиной измерений 250 мм и точностью 0,05 мм. обозначается как штангенрейсмас ШР-250-0,05 ГОСТ 164-90.
Штангенрейсмас в комплекте
Программное обеспечение
Штангенрейсмасы цифровые имеют в своем составе встроенное программное обеспечение, записанное на микрочипе.___
| Наименование ПО | Идентификационное наименование ПО | Номер версии (идентификационный номер) ПО | Цифровой идентификатор ПО (контрольная сумма исполняемого кода) | Алгоритм вычисления цифрового идентификатора ПО |
| СЙ ^1 & Л т | spq_dat | v.1.0.0.1 | – | – |
Операционная система, имеющая оболочку доступную пользователю, отсутствует. Программное обеспечение и его окружение являются неизменными, средства для программирования или изменения метрологически значимых функций отсутствуют.
Уровень защиты программного обеспечения оценивается как «А» согласно МИ 32862010.
Штангенрейсмас: устройство и применение
Штангенрейсмасс — штангенинструмент, похожий на штангенциркуль, но установленный на основании в вертикальной плоскости. Штангенрейсмасс является слесарным и измерительным инструментом.
Для чего применяется штангенрейсмас? Такие комбинированные разметочно-измерительные инструменты применяют в слесарном деле, а также при разметке линейных размеров стальных изделий длиной более 200 мм. Методика их поверки и использование регламентируется ГОСТ 164-90. Какие измерения можно проводить штангенрейсмасом? Вертикальные, горизонтальные, а при наличии дополнительного узла — и наклонные.
Назначение.
1.1. Штангенрейсмас ШР предназначен для разметочных работ, прочерчивания рисок, перенесения размеров с масштабной линейки на заготовку, измерения линейных размеров (высоты). Применяется для проведения параллельных горизонтальных и вертикальных линий на деталях установленных на плите, а также для проверки правильности установки изделий. Инструмент состоит из рамки с нониусом с закаленной измерительной поверхностью и штанги с измерительной поверхностью. Рамка снабжена нониусом. Штанга выполнена с углубленной шкалой, благодаря чему исключается износ шкалы при перемещении штанги в рамке. Шкалы штанги и нониуса имеют матовое хромовое покрытие, исключающее бликование. Применяется для измерений, не требующих высокой точности, абсолютным методом.
1.2. Пример условного обозначения штангенрейсмаса с диапазоном измерения 0-200 мм и значением отсчета по нониусу 0,05 мм:
Штангенрейсмас ШР-200-0,05.
Классификация
В соответствии с указанным стандартом рассматриваемый инструмент-штангенрейсмас ГОСТ 164-90 — может быть классифицирован по следующим параметрам:
- По способу снятия отсчёта – ручные с линейным отсчётом, ручные с круговым отсчётом и автоматизированные (цифровые).
- По предельной длине измеряемого изделия (для приборов ручного типа), которая указывается в обозначении. Согласно 1-му ряду предпочтительных чисел ручной штангенрейсмас ГОСТ 164-90 типа ШР с линейным отсчётом показаний может быть следующих типов: штангенрейсмас ШР-250, штангенрейсмас ШР-400, штангенрейсмас ШР-630 и так далее, вплоть до ШР-2500.

ШР-250 в комплекте с принадлежностями
Стандартное обозначение рассматриваемого инструмента включает все вышеперечисленные факторы. Например, ручной инструмент с диапазоном отсчёта 60-630 и точностью отсчёта 0,10 обозначается так: штангенрейсмас ШР-630-0,10 ГОСТ 164-90.
Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 — Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | — |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | — | 0,05 |
Таблица 2 — Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: — измерительной ножки — разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: — измерительной и разметочной ножки — основания | 2 3 m vo о» о» |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: — штангенрейсмасы с диапазоном измерения от 0 до 250 мм — штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: — штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм — штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 — Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
| Св. 400 до 630 включ. | — | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | — | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
Таблица 4 — Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 — Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).
Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Скачать ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
ПРИЕМКА
3.1. Для проверки соответствия штангенрейсмасов требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания и испытания на надежность.
3.2. Государственные испытания — по ГОСТ 8.383* ГОСТ 8.001* ________________
* На территории Российской Федерации действуют ПР 50.2.009-94**. ** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081. — Примечание изготовителя базы данных.
3.3. При приемочном контроле каждый штангенрейсмас проверяют на соответствие требованиям пп.1.5; 2.2-2.7; 2.8.1; 2.8.3; 2.9.3; 2.9.4; 2.11.2; 2.14; 2.15; 2.16; 2.21; 2.22.
3.4. Периодические испытания проводят не реже раза в 3 года не менее чем на 3 штангенрейсмасах каждого типа, из числа прошедших приемочный контроль, на соответствие всем требованиям настоящего стандарта, кроме пп.2.17-2.20. Результаты испытаний считают удовлетворительными, если все испытываемые штангенрейсмасы соответствуют всем проверяемым требованиям.
3.5. Подтверждение показателей надежности (пп.2.17-2.20) проводят не реже раза в 3 года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410* и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями. ________________ * На территории Российской Федерации документ не действует. Действуют ГОСТ Р 27.403-2009 и ГОСТ 27.301-95. — Примечание изготовителя базы данных.
Поверка инструмента
Методика поверки штангенрейсмаса предусматривает следующее. Вначале следует проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и перемещают его в продольном направлении. Контрольная прямая не должна иметь ломаных участков и прочих отклонений, которые в абсолютном выражении выходят за пределы точности. Аналогичным образом поверяется и цифровой штангенрейсмас, только контролируются показатели цифрового дисплея.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано в полной мере, если соблюдать следующие правила и требования:
- Недопустимы значительные колебания температуры и влажности при работе. В частности, нормируемый температурный диапазон составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или конфигурации измерительной головки поверку необходимо выполнять заново.
- Поверку всегда производят несколько раз (не менее трёх), после чего для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для проверки полученных результатов используют эталонный микрометр, точность которого должна быть не ниже, чем точность поверяемой техники.
Источник
Комплектность
Таблица 5 — Комплектность средств измерений
| Наименование | Количество |
| штангенрейсмас | 1 шт. |
| элемент питания (для штангенрейсмасов с цифровым отсчетным устройством) | 1 шт. |
| футляр | 1 шт. |
| паспорт | 1 экз. |
| методика поверки | 1 экз. |
Зачем нужен штангенрейсмас
Для начала нужно определить, что измеряют штангенрейсмасом. Прибор применяют для измерения высот заготовок или деталей. Им измеряют отверстия в глубину, определяют положение элементов корпусов и других элементов друг относительно друга. Кроме этого, штангенрейсмас предназначен для нанесения точной разметки на вертикальные поверхности, определения центра, нанесения осевой разметки на изделия.
Инструмент широко применяется во всех направлениях машиностроения, в металлообрабатывающей промышленности, используется в токарном и слесарном деле. Его можно использовать для осуществления измерений и в условиях небольшой домашней мастерской или гаража.
Прибор обеспечивает высокую степень точности замеров. При этом им достаточно легко пользоваться. Освоить методику работы со штангенрейсмусом можно по описанию производителя без особых начальных навыков.
Вместо эпилога
Проведенным анализом текущего рынка было установлено, что рассматриваемые штангенрейсмусы (не путать со стандартными рейсмусами) являются узкоспециализированным инструментарием, который вряд ли понадобится в бытовых условиях. Однако, существующий широкий ассортиментный ряд предполагает большую популярность данного вида устройств. Соответственно, рыночные показатели, коль скоро они считаются определяющими факторами, которые гласят о том, что лидерами значатся европейские производители, формируют текущий спрос. Отсюда ясно, что приведенные в рейтинге компании давно зарекомендовали свои качественные товары, с которыми производителю из РФ трудно соперничать. Об этом говорит и покупательский спрос.
Как устроен штангенрейсмас
Классический штангенрейсмас – устройство, которое состоит из таких основных элементов:
- основание – металлическая массивная плита, обеспечивающая четкое положение измерителя на поверхности;
- вертикальная штанга с нанесенной на нее шкалой в миллиметрах для замеров (линейка);
- основная рабочая рамка;
- нониус – микрометрическая дополнительная шкала измерений, расположенная на основной рамке измерителя;
- измерительная ножка, которая используется для фиксации результатов замеров.
Кроме этого, устройство штангенрейсмуса включает крепежные элементы, регулировочные и вспомогательные детали. К их числу относятся крепежные винты для фиксации рамок, гайка с винтом для перемещения основной рамки, специальный механизм микрометрической подачи, держатель для установки сменных наконечников измерительной ножки, чертилка для нанесения разметки.
Вертикальная штанга инструмента с нанесенной миллиметровой шкалой впрессована в массивное основание точно по вертикали. Основная рамка свободно перемещается по вертикальной штанге. На основной рамке имеется нониусная шкала для микрометрических измерений. Также на ней размещен боковой выступ, на котором размещен держатель с винтом для крепления измерительной или разметочной ножки. В зависимости от установленной ножки определяется тип исполняемой процедуры – измерение или разметка.
Описание
Принцип действия основан на определении положения измерительной рамки, перемещающейся вдоль штанги со штриховой шкалой. Отсчет размеров производится методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса (или делениями круговой шкалы), расположенного на рамке штангенрейсмаса.
Выпускаются двух типов, отличающихся отсчетным устройством:
ШР – с отсчетом по нониусу;
ШРК – с отсчетным устройством с круговой шкалой.
Штангенрейсмасы состоят из оснований, в которых закреплены штанги: с миллиметровой шкалой – для ШР; с рейкой, имеющей шкалу – для ШРК. По штангам перемещаются рамки: с нониусом – для ШР; с отсчётным устройством – для ШРК. Рамки штангенрейсмасов имеют микрометрическую подачу для точной установки на размер. Рамка и микрометрическая подача штангенрейсмасов снабжены стопорными винтами. На рамках штангенрейсмасов устанавливаются разметочная или измерительная ножки, которые фиксируются в требуемом положении стопорными винтами. Стрелка отсчётного устройства устанавливается на нуль поворотом ободка.
Штангенрейсмасы выпускаются в следующих модификациях:
ШР – ШР 250, ШР 400, ШР 630, ШР 1000, ШР 1600, ШР 2500, отличающиеся друг от друга диапазонами измерений, нормируемой погрешностью, габаритными размерами и массой; ШРК – ШРК 250.
Штангенрейсмасы выпускаются под товарным знаком
Общий вид средства измерений представлен на рисунке 1.
Как работать со штангенрейсмасом
Штангенрейсмас предназначен для измерения, в первую очередь, высот деталей и элементов. Поэтому при проведении замеров он должен размещаться на ровном гладком основании, которое необходимо предварительно подготовить.
Последовательность измерений штангенрейсмасом выглядит следующим образом:
- измерительный инструмент и замеряемую деталь устанавливают на ровную поверхность основания;
- совмещают друг с другом штангенрейсмас и замеряемую деталь;
- рамку основной шкалы прибора передвигают вниз до касания с поверхностью измеряемой детали;
- выполняют точное позиционирование при помощи механизма микроскопической пары – обеспечивается полное соприкосновение рабочей поверхности измерительной ножки с деталью;
- положение рамок измерителя фиксируют винтами.
Далее оценивается результат измерения. По основной шкале, нанесенной на вертикальной, штанге определяют число полных миллиметров. Число долей неполного миллиметра определяется по вспомогательной нониусной шкале. На ней необходимо найти деление, которое совмещается с делением основной шкалы. От этой отметки отсчитывают число делений до нуля нониуса. Это число и равняется микрометрической доле высоты замеряемой детали.
Алгоритм выполнения разметки при помощи штангенрейсмаса практически не отличается от измерений. Разница состоит в том, что на держатель устройства устанавливают разметочную ножку (чертилку) вместо измеряющей. Далее перемещают рамку по штанге и при помощи шкал выставляют требуемый размер. Положение рамок надежно фиксируется винтами. Разметочная ножка имеет твердый острый наконечник, с помощью которого делают отметку на поверхности детали. Для этого его выставляют так, чтобы твердосплавный наконечник чертилки с усилием касался поверхности детали. Затем инструмент, придерживая за основание, сдвигают по поверхности плиты в горизонтальной плоскости.
Для достижения максимальной точности результата при проведении замеров необходимо соблюдать такие рекомендации:
- выполнять измерения нужно при температуре в диапазоне от +10 до +20 °C;
- нельзя допускать попадания прямых солнечных лучей на инструмент;
- не допускаются сквозняки в помещениях, где выполняются замеры штангенрейсмасом;
- измеритель необходимо устанавливать вне зоны прямого действия отопительных или других тепловыделяющих приборов;
- измеряемые детали должны иметь нормальную температуру – не допускается чрезмерный нагрев или охлаждение.
Кроме этого, при установке штангейнейсмаса в новом помещении перед замерами ему необходимо дать время для адаптации. Это время зависит от размера измеряемых заготовок и температурных условий. Оно может составлять от 15 минут до 8 часов.
История создания
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.
Для чего необходима поверка
Главное, для чего нужен штангенрейсмас, – измерение высот и выставление разметки с заданной степенью точности. Эти процедуры должны выполняться с соблюдением требований по максимально допустимой погрешности замеров. Превышение этой величины нарушает точность изготовления или обработки деталей. Это приводит к браку и связанными с ним повышенными издержками.
Измерительное устройство во время эксплуатации неизбежно подвергается износу. Кроме этого, штангенрейсмас может получать повреждения или деформации в результате неаккуратного обращения, нарушения технологии проведения замеров или вследствие использования прибора не по назначению. Такие деформации и повреждения, как и естественный износ, приводят к увеличению зазоров и превышению значения допустимой погрешности. Поэтому перед проведением замеров должна выполняться поверка штангенрейсмаса.
Поверка – это процедура контроля степени точности и величины фактической погрешности измерителя. Она выполняется для допуска инструмента к работе. Поверку необходимо выполнять строго по методике, описание которой дается в нормативном документе МИ 2190-92.
Выполнять поверку необходимо перед проведением замеров. Она позволяет не только обнаружить возможные неисправности измерителя, но и оценить правильность выставленных настроек и внести необходимые коррективы. Поверочная процедура проводится в таком порядке:
- Штангенрейсмас выставляют на эталонную плиту с ровной, гладкой горизонтальной поверхностью.
- Основную рамку опускают вниз до момента касания измерительной ножки поверхности эталонной плиты.
- Выполняют сверку шкал на основной (миллиметровой) линейке и на нониусе.
По результатам поверки оценивается пригодность штангенрейсмаса к выполнению замеров. Классические ручные модели считаются пригодными в случае совпадения нулевых отметок на основной шкале и на нониусе. Для моделей с круговыми шкалами признаком пригодности будет указание стрелок обоих циферблатов точно на нулевые отметки. У электронного штангенрейсмаса на дисплее должно отображаться значение «0.00». Если эти условия не соблюдаются, измеритель не допускается к работе. Необходимо проверить его настройки или исправность.
Поверочная процедура должна быть проведена не менее трех раз, чтобы исключить возможность ошибки. Замеры штангенрейсмасом проводят только при успешном прохождении трех поверок.
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.