Для шлифовальных работ и чистовой обработки поверхности важно правильно выбрать абразивный материал – это сведет к минимуму риск удаления слишком большого количества материала и сократит время и стоимость работ.
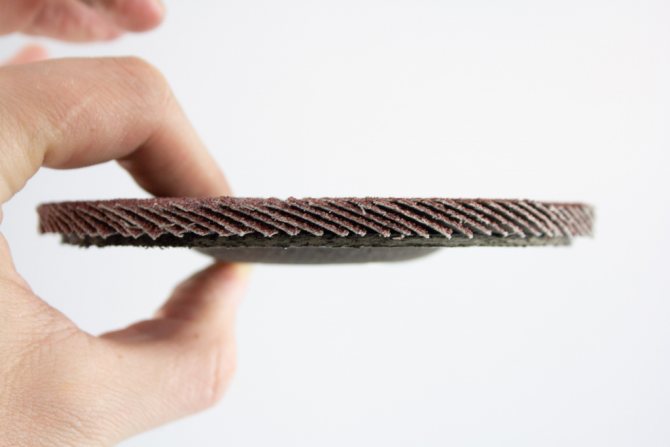
Лепестковые диски изготавливаются из тех же абразивов, что и диски шлифовальные, но их многослойная конструкция дает возможность обработки материалов в более щадящем режиме.

Они идеально подходят как для первичного шлифования, так и для финишных работ. К преимуществам лепестковых кругов можно отнести:
низкий уровень шума;
малый нагрев при шлифовании;
длительный срок службы;
- высокое качество зачистки
В этой статье мы расскажем, как правильно выбрать диск, а также разберем правила эффективного использования лепесткового торцевого шлифовального диска.
Выбор абразивного материала
То, как работает лепестковый круг, во многом зависит от используемого абразивного материала и размера зернистости.
В дисках ABRO используются два основных абразива: оксид алюминия и диоксида циркония.
Оксид алюминия (электрокорунд)
– самый распространенный и доступный тип корунда. Он применяется для обработки всех черных металлов, пластика, дерева.
Использование диоксида циркония
в качестве абразивного материала обеспечивает высокую производительность работ и длительный срок службы диска. Циркониевые диски особенно хороши для нержавеющих и углеродистых типов стали. Такой круг более теплостойкий, прочный и долговечный, остается острым в течение более длительного периода времени.
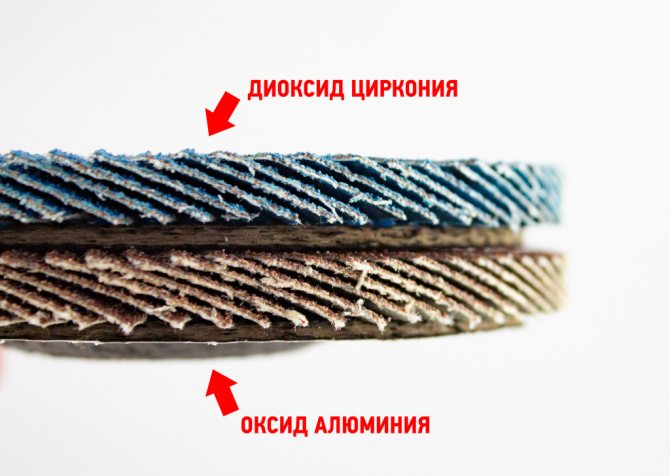
Самый простой способ понять, из какого абразивного материала изготовлен лепестковый диск, – это посмотреть на его цвет. Если абразив окрашен в коричневый цвет, перед вами круг с абразивом на основе оксида алюминия

Если же диск синего цвета, то, как правило, он изготовлен на основе циркония.
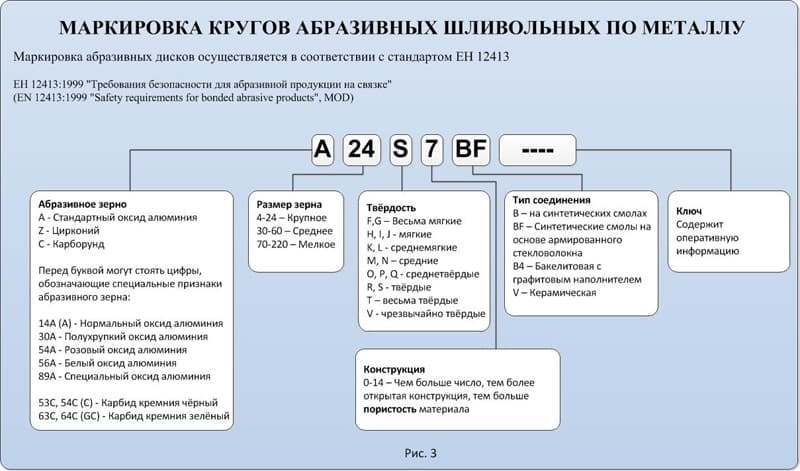
Для того, чтобы убедиться на 100% в материале диска, проверьте технические данные, указанные на нем:
«А» – оксид алюминия
«ZA» – цирконат алюминия
(больше про маркировки дисков можно узнать тут: Как выбрать отрезной диск? )
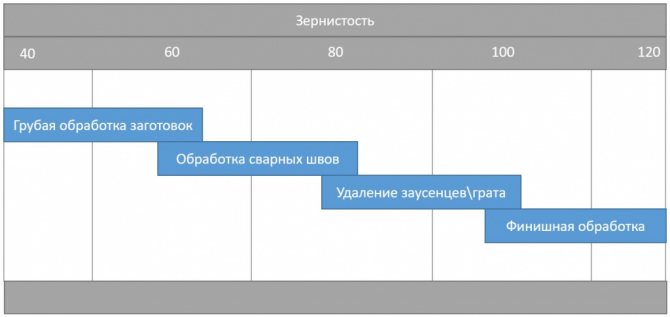
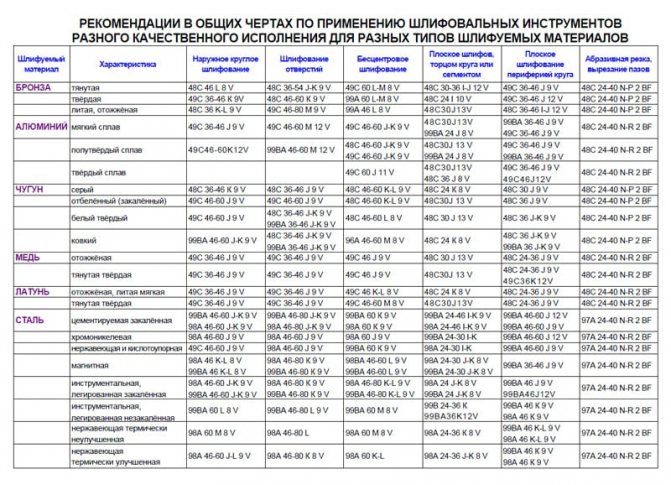
Каждому виду шлифовальных работ соответствует определенная зернистость лепесткового диска.
Таблица 1. Выбор зернистости диска.
В ассортименте бренда ABRO существуют все описанные выше виды зернистости:

100 мм – минимальный размер. Подходит для небольших электрических УШМ (угловая шлифовальная машинка), а также для пневматического инструмента. Применяется для работ в труднодоступных местах.
125 мм – самый популярный размер. Подходит для УШМ высокой мощности.
Существуют и другие размеры, но эти получили самое широкое распространение.
Выбор толщины лепестков
Стандартные – для черновой обработки черных металлов. Самый доступный сегмент.
Утолщенные – также называются HD или High Density. Содержат в среднем на 40% больше лепестков по сравнению со стандартными. Мягче обрабатывают, дольше срок службы, меньше риска испортить поверхность, лучше затачиваются. Именно такие диски производит ABRO.
Правильная техника использования
Чтобы максимизировать эффективность и долговечность лепесткового диска, важно выбрать правильное давление и угол при работе с УШМ.
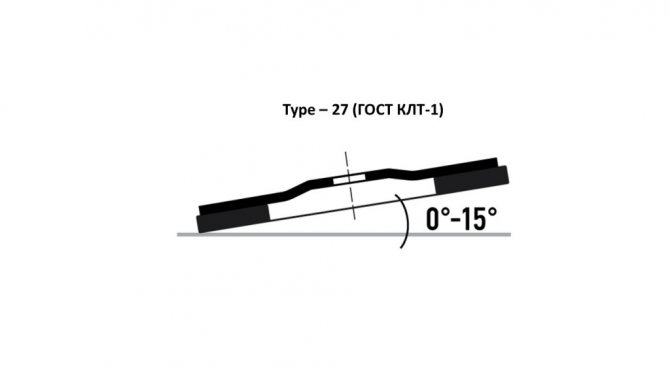
УШМ при работе с лепестковыми дисками, должна контактировать с поверхностью под углом от 5 до 35 градусов. Для каждого диапазона существует свой тип круга:
1. Type 27 (по ГОСТ КЛТ -1) лучше всего подходит для чистовой обработки и применений, где требуются меньшие углы шлифования, от 0 до 15 градусов.
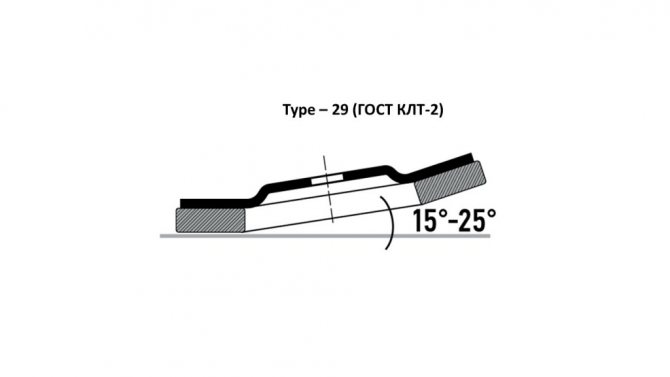
2. Type 29 (по ГОСТ КЛТ-2) лучше всего подходит для агрессивного шлифования под большим углом, от 15 до 25 градусов.
Одна из популярных ошибок связанная с лепестковыми дисками – это слишком сильное давление на УШМ при работе. В этом случае диск будет работать недостаточно быстро, что может привести к его преждевременному износу и перегреву. Слишком сильное давление может также привести к подрезанию, выбоине или повреждению поверхности.
ВАЖНО! Если при шлифовке хочется нажать сильнее на круг, это верный признак того, что нужно использовать более крупную зернистость.
Другая ошибка – это шлифовка под тупым углом к поверхности. Такая техника увеличивает давление и нагрузку на края диска, что сокращает срок его службы.
При обработке сварочных швов тонких металлических поверхностей важно не удалять слишком много металла. Необходимо выбрать наименее агрессивный диск. Для подобных работ рекомендуем диск лепестковый с зернистость 80 или 60.
Читать также: При какой температуре сваривать полипропиленовые трубы
Не судите о степени изношенности лепесткового диска по внешнему состоянию. Лепестковые круги спроектированы таким образом, что при правильном использовании диск будет резать до тех пор, пока клей не станет видимым.

Используя эти простые советы, вы сможете сэкономить на дисках и повысить эффективность своих работ.
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
Чтобы правильно подбирать инструмент, важно разбираться в особенностях маркировки шлифовальных дисков.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.
- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.
- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.

Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Зернистость шлифовального круга
Зернистость, возможно, наиболее важный показатель, так как от размеров абразива зависит гладкость готовой поверхности. Опираясь на показатель зернистости можно четко определить толщину снимаемого слоя, степень изнашиваемости диска и показатель гладкости обработки. Обычно производители инструментов предоставляют специальные таблицы, в которых подробно описаны характеристики модельного ряда кругов, в том числе зернистость и предназначение диска.
Зернистость круга может быть такого небольшого размера, что позволяет использовать его для полировки стекла. С его помощью убирают небольшие царапины, сколы и возвращают стеклу идеально ровную поверхность.
Наиболее часто можно встретить такие типы:
- шлифзерно – размер абразива колеблется от №200 до №16;
- шлифпорошок – от №12 до №4;
- микрошлифпорошок – М63-М14;
- тонкий микрошлифпорошок – М10-М5.
Размер частиц измеряется в микрометрах. Стоит отметить, что точный размер абразива можно определить обычно только для искусственных материалов. При производстве алмазных кругов невозможно подобрать крошку одного размера, поэтому при маркировке используются два показателя, минимальный и максимальный размер зерна.
Тип абразива
На сегодняшний день при производстве наждаков применятся большое количество разнообразных материалов. Это позволяет добиться оптимальных характеристик диска, добиться его высокой прочности, долговечности или точности обработки.
Наиболее часто можно встретить следующие материалы:
- Электрокорунд – используется при работе с металлическими изделиями, обычно кованого железа. Он отличается высокой теплоустойчивостью, хорошим свойством сцепляемости со связкой. Абразив очень прочный и отличается высокой долговечностью. Наиболее распространенный электрокорунд нормальный. Также распространен электрокорунд белый. Абразив более однородный, имеет острые кромки, которые самозатачиваются. Из-за своих свойств он используется для финальной обработки, деталей из высококачественных сталей.Реже можно встретить хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше прочность круга.
- Карбид кремния – отличается повышенной прочностью и одновременно значительной хрупкостью. Он маркируется как 52-55С, используется при работе с фарфором, гранитом, керамикой, стеклом и множеством других прочных материалов.
- Эльбор – очень твердый материал, практически не уступающий алмазу, но более хрупкий. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – очень прочный природный материала, отличается низкой хрупкостью. Такие диски используется при механической обработки сплавов на основе железа, стекла, керамики и кремния.
Алмазные круги делятся на несколько типов:
- обычной прочности (АС2);
- повышенной (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
Маркировка по размерам
Главными показателями размеров абразивных кругов, которые применяются при маркировке, являются внешний и внутренний диаметр, а также высота, или ширина диска. Внешинй диаметр обозначается большой латинской буквой D, внутренний – d, ширина или высота диска – H. Все обозначения указываются в мм.
Размер дисков может колебаться в диапазоне от 3 до 1100 мм.
Вместе с размером часто можно встретить класс неустойчивости, который делиться на 4 группы. Класс неустойчивости особенно важен, когда требуется добиться высокой точности обработки материалов. Диски идеальной формы и балансировки обозначаются АА.
Методы контроля
8.1. Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений.
8.2. Размеры для справок, радиусы закругления
R определены оснасткой и не контролируют.
8.3. Контроль по 5.9, 5.12.2 проводят визуально.
8.4. Контроль твердости — по ГОСТ Р 52587, ГОСТ Р 52710.
8.5. Контроль неуравновешенности
—
по ГОСТ 3060.
Примечание
—
Контроль неуравновешенности кругов сD
£
250 мм и типов 2, 6, 11, 35, 36, 37 допускается не проводить.
8.6. Контроль радиального и торцового биений проводят по техническому документу, утвержденному в установленном порядке, с помощью индикатора часового типа по ГОСТ 577 с ценой деления 0,01 мм.
8.7. Испытания на механическую прочность
—
по ГОСТ Р 52588, ГОСТ 30513.
Примечание — До 01.07.2010 г. испытания на механическую прочность кругов типов 2, 35, 36, 37 допускается не проводить.
8.8. Коэффициент шлифования
K вычисляют по формуле
где Qm
—
объем снятого металла, мм3;
Qa
—
объем изношенной части круга (с учетом расхода круга на правку).
Структурная плотность
Суть показателя структурной плотности абразива заключается в соотношение зерен к общему объему диска, то есть зерен и связующего вещества. Чем выше плотность зернистости, тем большее количество материала можно снять за один проход. Иногда чем ниже плотность, тем лучше. Например, при произведении заточки. Диск быстрее самоочищается, не перегревается за счет быстрого отвода тепла, обеспечивая защиту круга от деформации.
Обычно маркировка выглядит следующим образом:
- плотная структура – от 1 до 4;
- средняя – от 5 до 7;
- открытая – 8, 9, 10;
- пористая – 11, 12.
В качестве связующего вещества обычно применяется керамическая, бакелитовая и вулканитовая связки. Первая наиболее распространенная, в ее основе лежат песок, глина и кварц. Такие диски отличаются высокой прочностью, однако они одновременно хрупкие. При силовой обработки использовать их не рекомендуется.
В основе бакелитовых кругов используется смола. Такие диски отличают высокой устойчивостью к перепадам температур в процессе работы. Вулканическая связка используется редко и обычно в узкоспециализированных сферах, в ее основе применяется каучук.
Правила приемки
7.1. Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309.
7.2. Объем выборки при приемочном контроле должен составлять:
100 %
—
по 5.9, 5.12.2; 10 % от партии, но не менее 5 шт.
—
по 4.2, 5.4
—
5.6, 5.8; 5 % от партии, но не менее 5 шт.
—
по 5.7. Объем выборки при приемочном контроле раздела 6
—
по ГОСТ Р 52588.
Степень твердости абразива
Показатель твердости заключается в степени удерживания абразива на поверхности круга. Существует несколько разновидностей кругов, от весьма мягких (ВМ) до чрезвычайно твердых (ЧТ). Наиболее универсальными являются круги средней твердости, подходящие для широкого спектра материалов, поэтому обычно применятся в быту.
К этому параметру стоит относиться с особым трепетом, так как неправильно подобранный диск быстрее изнашивается, может разрушаться в процессе обработки, повреждать обрабатываемый материал или совсем не давать результат даже после нескольких повторений шлифовки.