ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шлифовальная шкурка должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шлифовальная шкурка должна изготовляться из шлифовальных материалов, указанных в табл. .
| Вид шлифматериала | Марка шлифматериала |
| Нормальный электрокорунд | 15А; 14А; Ф14А; 13А; Ф13А |
| Белый электрокорунд | 25А; 24А; 23А |
| Легированный электрокорунд | 94А; 93А; 92А; 91А; 91А-М и 92А-М |
| Циркониевый электрокорунд | 38А |
| Монокорунд | 44А; 43А |
| Зеленый карбид кремния | 64С; 63C |
| Черный карбид кремния | 54С; 53С; 51С |
| Стекло | 71 Ст |
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки из других марок шлифматериалов или их смесей.
(Измененная редакция, Изм. № 1, 2, 3).
2.3. Для изготовления шлифовальной шкурки в качестве основы должны применяться бумага по ГОСТ 18277-72, ГОСТ 10127-75 и отраслевой нормативно-технической документации на бумагу в соответствии с табл. .
Таблица 4
| Марка бумаги | Условное обозначение | Марка бумаги | Условное обозначение |
| 0-140 | П1 | БШ-140 | П6 |
| 0-200 | П2 | БШ-200 | П7 |
| 0-210 | П3 | БШ-240 | П8 |
| 0-235 | П4 | БВ-225 | П9 |
| 0-240 | П5 | БВК-225 | П10 |
| ОВ-200 | П11 |
Примечание. Если бумага не имеет установленного условного обозначения, допускается в условном обозначении шлифовальной шкурки указывать ее марку.
(Измененная редакция, Изм. № 2).
2.4. Шлифовальная шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл. .
Таблица 5
| Условное обозначение бумаги | Зернистость | |||
| электрокорундовых шлифматериалов | монокорунда | карбида кремния | стекла | |
| П2: П3; П4; П5: П7; П8; П9; П10; П11 | 50-М40 | 50-6 | 25-М40 | 50-6 |
| П1; П6 | 25-М40 | 16-М40 | 25-6 |
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки других зернистостей или их смесей.
(Измененная редакция, Изм. № 3).
2.5. Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252-80 или другими связками по отраслевой нормативно-технической документации.
Примечание. Допускается вводить в связку красители или красящие пигменты.
2.6. Зерновой состав шлифматериалов — по ГОСТ 3647-80.
2.7. (Исключен, Изм. № 3).
2.7.1. На рабочей поверхности шлифовальной шкурки со сплошным рабочим слоем суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой, не должна превышать 0,5 % площади рулона.
Примечание. По согласованию с потребителем допускается суммарная площадь указанных дефектов не более 1 % площади рулона.
(Измененная
редакция, Изм. № 2, 3).
(Измененная редакция, Изм. № 3).
Примечание. Па рабочей поверхности карбидкремнисвой и электрокорундовой шлифовальной шкурки зернистостей 6-М40 не допускаются точечные клеевые образования или вкрапления, выступающие над рабочей поверхностью.
(Измененная редакция, Изм. № 1, 2, 3).
Таблица 6
| Зернистость | Неравномерность толщины, мм, не более |
| 50 | 0,20 |
| 40-20 | 0,12 |
| 16-10 | 0,10 |
| 8-4 | 0,03 |
| М63-М40 | 0,06 |
Таблица 7
| Условное обозначение бумаги | Разрывная нагрузка, Н, не менее, в направлениях | Условное обозначение бумаги | Разрывная нагрузка, Н, не менее, в направлениях | ||
| продольном | поперечном | продольном | поперечном | ||
| П1 | 196,0 | 107,8 | П7 | 225,4 | 117,6 |
| П2 | 245,0 | 157,2 | П8 | 274,4 | 137,2 |
| П3 | 294,0 | 156,8 | П9 | 401,8 | 175,5 |
| П4 | П10 | 372,4 | 157,0 | ||
| П5 | 392,0 | 93,0 | П11 | 225,5 | 117,6 |
| П6 | 176,4 |
Таблица 8
| Зернистость | Приведенный износ для типов | |
| 1 | 2 | |
| 50-32 | 5,0-20,0 | Св. 20,0 |
| 25-16 | 4,0-15,0 | » 15,0 |
| 12-6 | 2,0-11,0 | » 11,0 |
| 5-М40 | 1,5-9,0 | » 9,0 |
Примечание. Приведенный износ карбидкремниевой шлифовальной шкурки зернистостей 0-М40 типа 1 должен быть 1,5-7,0; типа 2 — св. 7,0.
(Измененная редакция, Изм. № 2).
2.13. Режущая способность шлифовальной шкурки при условиях испытаний, указанных в обязательном приложении , должна соответствовать значениям, указанным в табл. .
Таблица 8а
| Зернистость | Режущая способность шкурки, г/мин, не менее | ||
| электрокорундовой | карбидкремниевой | стеклянной | |
| 50 | 0,422 | 11,450 | 0,300 |
| 40 | 0,300 | 0,320 | 0,260 |
| 32 | |||
| 25 | 0,290 | 0,300 | 0,250 |
| 20 | 0,200 | 0,220 | 0,160 |
| 16 | 0,195 | 0,210 | 0,110 |
| 12 | 0,187 | 0,205 | 0,080 |
| 10 | 0,176 | 0,200 | 0,070 |
| 8 | 0,151 | 0,195 | 0,060 |
| 6 | 0,100 | 0,192 | — |
| 5 | 0,079 | — | |
| 4 | 0,041 | ||
| М63 | 0,079 | 0,066 | |
| М50 | 0,038 | 0.025 | |
| М40 | 0,014 | 0,021 |
(Измененная редакция, Изм. № 2, 3).
Основная классификация
Наиболее важной характеристикой является зернистость материала, которая и определяет сферу её применения – черновая обработка, шлифовка, полировка. По действующим международным и принятым с 2005 года в России стандартам зернистость определяется количеством зерен на квадратный дюйм. Соответственно, чем больше зерен помещается на единицу площади, тем меньше их размер. По этому стандарту зернистость материала отражается буквой Р и номером от 12 до 2500. По старому ГОСТ 3647-80, часто используемом в странах СНГ, цифра обозначает размер зерна в десятках микрон с литерой –Н в конце (6-Н, 16-Н, 32-Н и т. д.). Самые мелкие зерна измеряются в микронах и имеют обозначение М, например М40.

Сферу назначения, маркировку и зернистость по различным стандартам вы можете изучить по приведенной ниже таблице
Назначение наждачной бумаги, зернистость и маркировка.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Важным показателем является и тип абразива. Наиболее широко применяемым является электрокорунд, характеризуемый стойкость к высокому давлению и хорошими режущими свойствами. Может выпускаться с добавлением оксида хрома, увеличивающим абразивные качества и прочность материала. Его можно узнать по характерной рубиновой окраске.
Из других материалов зерен отметим следующие:
- Карбид кремния. Прочнее электрокорунда, но более хрупок. Благодаря этому кристаллы раскалываются под давлением и образуют новые грани, тем самым обновляя поверхность.
- Гранат. Сравнительно мягкий минерал, используемый в основном для обработки дерева.
- Эльбор и алмаз. Сверхтвердые материалы. Редко используются по причине высокой стоимости.
А также
- Самая большая база иностранных закупокКроме тендеров РФ, наш портал найти тендеры СНГ и стран мира с удобной возможностью перевода.
- Имущественные торги и информация о банкротствах Рассылки и поиск торгов по имущественным ЭТП
- Доступ к API Интеграция данных сайта с любыми Вашими CRM
- Возможность работы нескольких пользователей в одном аккаунте.Дополнительная возможность настройки рассылки на разные адреса, в том числе по разным параметрам.
- Аналитика закупокВсе аспекты и нюансы закупок в нашей аналитике: Победители, конкуренты,контракты, протоколы, планы закупок,поставщики, заказчики.
- Сравнение цен на закупаемую продукциюОцените стоимость закупаемой продукции в тендерах
- Информация о заказчиках и поставщиках.История участия в закупках, арбитраж, закупаемая продукция.
- Скидки и бонусыБлагодаря взаимодействию и сотрудничеству с ведущими ЭТП, наши клиенты получают скидки на участие в аукционах от электронных площадок, на получение ЭЦП от удостоверяющих центров и возможность бесплатного открытия спецсчета.
- и многое другое…
ПРИЛОЖЕНИЕ 2 Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОЙ ШКУРКИ
1. Сущность метода
Метод основан на определении массы сошлифованного образцом шлифовальной шкурки органического стекла за время испытания.
2. Оборудование и материалы
2.1. Схема и описание прибора типа МИ-2 — по ГОСТ 426-77.
2.2. Образцы шлифовальной шкурки с наружным диаметром (174±5) мм и диаметром отверстия (55±3) мм.
2.3. Пластины из органического стекла марки ТОСН — по ГОСТ 17622-72.
2.4. Подкладки из резины твердости по Шору 60-80.
2.5. Клей марок БФ-2 и БФ-4 по ГОСТ 12172-74 или других марок, обеспечивающих прочность соединения пластин из органического стекла с резиновой прокладкой,- по нормативно-технической документации.
(Измененная редакция, Изм. № 2).
3. Подготовка к испытанию
3.1. Наклеить пластины на резиновые подкладки.
3.2. Новые пластины из органического стекла предварительно притереть в условиях испытания до появления следов износа на всей рабочей поверхности пластин, очистить от пыли и взвесить с пределом допускаемой погрешности ±0,01 г.
4. Проведение испытания
4.1. Установить режимы испытания, указанные з таблице.
| Зернистость | Усилие прижима, Н | Время обработки, мин | Наличие обдува при обработке |
| 80-50 | 98,0 | 5 | Без обдува |
| 40-25 | 72,5 | ||
| 20-6 | 40,0 | С обдувом | |
| 5-М40 | 25,5 |
(Измененная редакция, Изм. № 1, 2).
4.2. Установить испытываемый образец шлифовальной шкурки, сменив на диске шлифовальную шкурку после притирки.
4.3. Закрепить пластины из органического стекла в держателях в том же положении, что и при притирке.
4.4. По окончании испытания освободить пластины из органического стекла, очистить от пыли и взвесить с пределом допускаемом погрешности ±0,01 г.
5. Обработка результатов испытания
5.1. Режущая способность (Q
г/мин) определяется по формуле
где m
— масса сошлифованного органического стекла, г;
5 — время обработки, мин.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Е. И. Ардашев; Е. С. Виксман; В. Т. Ивашинников; Н. А. Ильина; В. А. Квитко; Л. А. Коган; О. Ф. Котляров; И. Ф. Корчмарь; В. А. Морозов; Е. Б. Петросян; А. А. Пыльнев; С. К. Розин; В. А. Рыбаков; Н. В. Сырейщикова; В. Д. Туников; В. Н. Тырков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.02.82 № 735
3. Срок первой проверки — 1992 г.
Периодичность проверки — 5 лет
4. ВЗАМЕН ГОСТ 6456-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения |
| Приложение | |
| ; | |
| Приложение | |
| Приложение | |
| ГОСТ 18277-72 | ; |
6. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 23.04.87 № 1374
7. ПЕРЕИЗДАНИЕ (апрель 1990 г.) с Изменениями № 1, 2, 3, утвержденными в июне 1984 г., апреле 1987 г., июле 1989 г. (ИУС 9-84, 8-87, 11-89)
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности рулона шлифовальной шкурки через каждые (235±20) мм в продольном и через каждые (200±20) мм в поперечном направлениях должны быть нанесены:
товарный знак предприятия-изготовителя;
условное обозначение (кроме типа и указания вида рабочего слоя);
номер партии.
Примечания
1. При применении смеси шлифматериалов — в условном обозначении маркировать марку основного шлифматериала, при применении смеси зернистостей — маркировать основную зернистость.
2. По согласованию с потребителем размеры рулона допускается не наносить.
(Измененная редакция, Изм. № 2, 3).
5.2. Маркировка связок:
мездровый клей — М;
комбинированная связка — К.
5.3. Намотка шлифовальной шкурки в рулоны должна быть ровной и плотной, рабочим слоем наружу, не допускающей образование морщин, складок и мятых мест.
Торцовая поверхность должна быть ровной, выступы кромок рулона шириной до 1250 мм не должны превышать 5 мм, шириной свыше 1250 мм — 10 мм.
(Измененная редакция, Изм. № 3).
5.4. Каждый рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ 18277-72, ГОСТ 2228-81 или ГОСТ 10127-75.
Рулон должен быть заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и обеспечивать сохранность, его при транспортировании.
5.5. (Исключен, Изм. № 3).
5.6. На каждом упакованном рулоне должна быть наклеена’ этикетка или нанесен штамп со следующими данными:
товарный знак предприятия-изготовителя;
условное обозначение;
дата выпуска и помер партии;
штамп технического контроля;
изображение государственного Знака качества по НТД для шлифовальной шкурки, которой в установленном порядке присвоен государственный Знак качества.
5.7 — 5.16. (Исключены, Изм
.
№ 3).
5.17. Остальные требования к маркировке и упаковке, а также транспортирование и хранение — по ГОСТ 27595-88.
(Введен дополнительно, Изм. № 3).
Разд. 6. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ 1 Обязательное
РАСЧЕТ КОЭФФИЦИЕНТА НАНЕСЕНИЯ ШЛИИФМАТЕРИАЛА НА ОСНОВУ
Коэффициент нанесения шлифматериала на основу (К
н — отношение площади основы с нанесенным шлифматериалом к ее общей площади) для:
исполнений 1 и 3 рассчитывается по формуле
где а
— ширина рельефа, мм;
t
— шаг рельефа, мм;
исполнения 2 рассчитывается по формуле
исполнения 4 рассчитывается по формуле
(Измененная редакция, Изм. № 1).
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1 — 4.1.2. (Исключены, Изм. № 2).
4.2. Размеры и внешние дефекты рабочей поверхности шлифовальной шкурки измеряют измерительной металлической линейкой по ГОСТ 427-75 или измерительной металлической рулеткой по ГОСТ 7502-89.
4.2.1. Угол наклона рельефа измеряют универсальными средствами измерения или специальным шаблоном.
(Измененная редакция, Изм. № 2).
4.4. Расчет коэффициента нанесения шлифматериала на основу К
н приведен в обязательном приложении .
4.5. Для определения влажности шлифовальной шкурки отбирают три образца размерами 100´100 мм, взвешивают на технических весах с пределом допускаемой погрешности ±0.01 г. Образцы шлифовальной шкурки помещают в сушильный шкаф и высушивают при температуре (100±5) °С до тех пор, пока разность между двумя последовательными взвешиваниями не будет превышать 0,02 г.
Влажность шлифовальной шкурки определяют по разности масс до и после сушки и вычисляют в процентах от первоначальной массы.
4.6. Приведенный износ шлифовальной шкурки (отношение зернистости шлифовальной шкурки к ее осыпаемости) определяют на приборе КЗШ ВНИИАШ истиранием шкурки о шкурку в течение 2 мин при нагрузке 29,4 Н.
Испытанию подвергаются два образца шлифовальной шкурки размерами 395´50 мм и 520´50 мм.
Образцы взвешивают на технических весах с пределом допускаемой погрешности ±0,05 г.
Примечания
1. Осыпаемость шлифовальной шкурки равна массе осыпавшегося рабочего слоя в заданный интервал времени при заданных условиях.
2. При расчете приведенного износа для зернистостей М63; М50 и М40 в числителе берутся соответственно цифры 5; 4 и 3.
(Измененная редакция, Изм. № 2).
4.7. Метод определения режущей способности шлифовальной шкурки приведен в обязательном приложении .
4.8. Определение прочности на разрыв шлифовальной шкурки производится по ГОСТ 13525.1-79 кроме пп. 3.1 и 4.1 при температуре окружающей среды. Предельные отклонения размеров образцов для испытания должны быть ±1,0 мм.
(Измененная редакция, Изм. № 2).
4.9. Образцы для контроля по пп. 4.1 — отбирают из любого места рулона, удаленного от конца рулона или кромок не менее, чем на 10 мм. Значение показателей по пп. и — берется как среднее арифметическое из трех определений.
Маркировка и основа
Для проведения большинства работ достаточно знать зернистость материала. Но существует ещё масса параметров классификации, которые содержит код материала. Изучить их можно по приведенной ниже таблице:
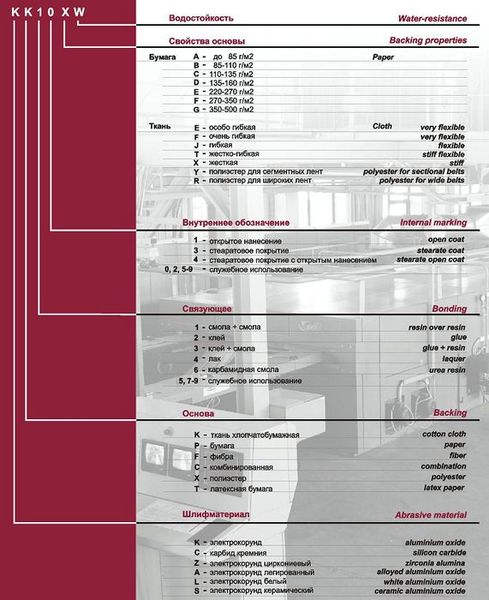
Из всего этого рекомендуем обратить внимание на основу шкурки, от которой во многом зависит её стойкость и удобство работы. Основные варианты – это бумажная и тканевая основа. Бумага может быть обычной или влагостойкой, обладает высокими показателями прочности. Преимуществами является её стоимость, сохранение размера при работе и возможность нанесения мельчайших частиц. Недостатком является невысокая прочность и стойкость к износу.
В качестве тканевой основы для шлифовальной шкурки чаще всего применяется полиэстер и хлопок. Для повышения прочности и стойкости к влаге ткань пропитывается полиэфирной смолой. Главными преимуществами являются прочность на разрыв и эластичность. Ткани подразделяются на несколько классов:
- J – используется для чистой шлифовки края и профиля.
- Х – для тяжелых работ с высокой степенью загрязнения.
- W и Y – обладают высокой прочностью и используются преимущественно при машинной обработке.
Основными достоинствами тканевой основы являются высокая прочность, стойкость к влаге и износу. Недостатки – более высокая стоимость и вероятность удлинения при работе.
Из прочих видов основ наждачной бумаги следует отметить комбинированный материал – склеенная с бумагой ткань, а также фибру – плотный и твердый состав используемый для производства фибровых дисков.
Нескучно о закупках
21-08-2020Отголоски Московских мусорных войн: рекультивация полигоновВ Московской области объявлены три тендера на услуги по рекультивации полигонов ТБО на общую сумму 8,1 млрд рублей
20-08-2020Срезать мачты с затонувшего корабля и не взорватьсяВ Великобритании к сентябрю должны подвести итоги тендера на удаление мачт с затонувшего в устье Темзы американского корабля SS Ri d Montgomery
19-08-2020Антипремия для рекламы продуктов питания: кому вручат «Золотой эклер»В Германии началось голосование, по итогам которого определится получатель ежегодной премии «Золотой эклер». Премию присуждают с 2009 года.
18-08-2020Пандемия против глобализации: Гватемала решила покинуть «кофейный ОПЕК»Пандемия выставила глобализацию экономики не в самом выгодном свете – перерывы в поставках потянули за собой вниз целые отрасли.
17-08-2020РГПУ им. Герцена закупил медали для Международной математической олимпиады для школьниковОлимпиада в этом году должна была состояться в июле в Санкт-Петербурге. Из-за пандемии ее сначала перенесли на сентябрь, а затем перевели в онлайн-формат.
Л 230X280 Л1 53С 16-П ГОСТ 10054—82
(Измененная редакция, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкурка шлифовальная должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шлифовальная шкурка должна изготовляться зернистостей 16—M14 из шлифовальных материалов, указанных в табл. 2.
Таблица 2
Вид шлиф материала
М Iр .a гч тч *)v лтернал 1
Нс шильный элемрокоруп I. ? »еныи карбид кремния ‘ЧК^пш’г карбид кремнии
: 5 А; 14А; 13 f>4C. G3C 54С; 53С, 5IC
Примечание. По заказу потребителя допускается изготовление шлифо-BiUbion шкурки из других марок и зернистостей шлифадзтериалоз
(Измененная редакция, Изм. № 2).
2.3. Для изготовления шлифовальной шкурки в качестве основы должна применяться влагопрочная бумага по ГОСТ 10127—75 и отраслевой нормативно-технической документации на бумаге в
| соответствии с табл. 3. | Таблица |
| Наименование бмаги | елазч то обозна |
| Влагопрочная | м |
| Влагопрочная с полимерным латексным | Л г Л2 |
| покрытием |
Примечание. Если бумага не имеет устанивле шого условного обозначения, допускается в условном обозначении шлифовальной шкурки указывать ее марку.
2.4. Шлифматериал должен быть прочно связан с основой лаками марок ЯН-153 и ПФ-587 или другими водостойкими связками по отраслевой нормативно-технической документации.
2.5. Зерновой состав шлифматериалов — по ГОСТ 3647—80 (шлифзерно и шлифпорошки с индексами П и Н) и по отраслевой нормативно-технической документации.
(Измененная редакция, Изм. № 1).
ТИПЫ И РАЗМЕРЫ
1.1. Шкурка должна изготовляться типов:
1 — для машинной обработки неметаллических материалов, металлов и сплавов низкой твердости и ручной обработки различных материалов;
2 — для машинной и ручной обработки твердых и прочновязких материалов.
1.2. Шкурка должна выпускаться в рулонах, размеры которых указаны в табл.1.
Таблица 1
| Ширина, мм | Длина, м ±0,3 | |
| Номин. | Пред. откл. | |
| 725, 740, 770, 800, 830 | ±15 | 20, 30*, 50** |
| 1350, 1400 | ±25 | |
____________
* Для ширин до 830 мм зернистостей 63-32 и ширин свыше 830 мм зернистостей 32-12.
** Для ширин до 830 мм зернистостей менее 32 и ширин свыше 830 мм зернистостей менее 12.
Примечание. По заказу потребителя допускается изготовление рулонов других размеров.
(Измененная редакция, Изм. N 2).
1.3. Шкурка должна изготовляться со следующими видами рабочего слоя:
С — сплошной;
Р — рельефный.
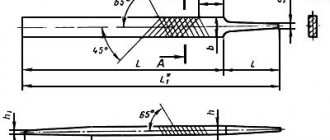
1.4. Исполнения и размеры рельефного рабочего слоя должны соответствовать указанным на чертеже и в табл.1а.
Таблица 1a
Размеры в миллиметрах
| Зернистость | Ширина | Шаг | ||||||
| Интервал | Пред. откл. | Интервал | Пред. откл. | Интервал | Пред. откл. | Интервал | Пред. откл. | |
| 50-25 | 1,5-15,0 | ±1,0 | 0,5-4,0 | ±0,3 | 3,0-38,0 | ±2,0 | 1,0-8,0 | ±0,5 |
| 20; 16 | 1,0-10,0 | ±0,3 | 2,5-25,0 | ±1,0 | ||||
| 12-М40 | 0,5-5,0 | 0,3-2,0 | ±0,2 | 1,0-20,0 | ±0,5 | 0,5-6,0 | ±0,3 | |
1.5. Отклонение от параллельности образующих линий рельефа должно быть в пределах допуска на шаг рельефа.
Пример условного обозначения тканевой шлифовальной шкурки типа 2, с рельефным рабочим слоем шириной 830 мм, длиной 50 м, на сарже средней N 2 суровой, из белого электрокорунда марки 24А, зернистости 40-Н, на мездровом клее:
2Р 83050 С2 24А 40-Н М
ГОСТ 5009-82
(Измененная редакция, Изм. N 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкурка должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шкурка должна изготовляться из шлифовальных материалов, указанных в табл.2.
Таблица 2
| Вид шлифматериала | Марка шлифматериала |
| Нормальный электрокорунд | 15А, 14А, Ф14А, 13А, Ф13А |
| Белый электрокорунд | 25А, 24А, 23А |
| Легированный электрокорунд | 94А, 93А, 92А, 91А, 91А-М, 92А-М |
| Циркониевый электрокорунд | 38А |
| Монокорунд | 44А, 43А |
Примечание. По заказу потребителя допускается изготовление шкурки из шлифматериалов других марок или их смесей.
(Измененная редакция, Изм. N 1, 2).
2.3. Для изготовления шкурки в качестве основы должны применяться хлопчатобумажные ткани по ГОСТ 3357 в соответствии с табл.3.
Таблица 3
| Наименование ткани | Условное обозначение |
| Саржа особо легкая гладкокрашеная | ЛОГ |
| Саржа легкая N 1 суровая | Л1 |
| Саржа легкая N 2 гладкокрашеная | Л2Г |
| Саржа средняя N 1 суровая | С1 |
| Саржа средняя N 1 гладкокрашеная | С1Г |
| Саржа утяжеленная N 1 суровая | У1 |
| Саржа утяжеленная гладкокрашеная | УГ |
| Саржа особо легкая суровая | ЛО |
| Саржа легкая N 2 суровая | Л2 |
| Саржа средняя N 2 суровая | С2 |
| Саржа утяжеленная N 2 суровая | У2 |
Примечания:
1. Допускается применение других тканей, в том числе из синтетических волокон, по своим физико-механическим свойствам не хуже указанных.
2. Если ткань не имеет установленного условного обозначения, допускается в условном обозначении шкурки указывать ее артикул.
(Измененная редакция, Изм. N 2).
2.4. Шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл.4.
Таблица 4
| Вид шлифматериала | Электрокорунд | Монокорунд |
| Зернистость шлифматериала | 125-М40 | 50-6 |
(Измененная редакция, Изм. N 1, 2).
2.5. Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252 или другими связками по отраслевой нормативно-технической документации.
Примечание. Допускается вводить в связку красители или красящие пигменты.
2.6. Зерновой состав шлифматериалов — по ГОСТ 3647.
2.7. (Исключен, Изм. N 2).
2.7.1. На рабочей поверхности шкурки со сплошным рабочим слоем суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой, не должна превышать 0,5% площади рулонов.
Примечание. По согласованию с потребителем допускается суммарная площадь указанных дефектов не более 1% площади рулона.
2.7.2. В рулоне шкурки не допускаются кромки шириной более 10 мм с дефектами.
2.7.1, 2.7.2. (Измененная редакция, Изм. N 1, 2).
2.7.3. Требование к рабочей поверхности шкурки с рельефным рабочим слоем — по ГОСТ 6456.
(Введен дополнительно, Изм. N 1).
2.8. Неравномерность толщины шкурки не должна превышать значений, указанных в табл.5.
Таблица 5
| Зернистость | Неравномерность толщины, мм, не более |
| 125-80 | 0,40 |
| 63-50 | 0,25 |
| 40-20 | 0,15 |
| 16-10 | 0,10 |
| 8-М40 | 0,08 |
2.9. Прочность на разрыв и удлинение шкурки должны соответствовать значениям, указанным в табл.6.
Таблица 6
| Условное обозначение ткани | Разрывное усилие Н, не менее, в направлениях | Удлинение при разрыве в продольном направлении, %, не более | |
| продольном | поперечной | ||
| ЛО, ЛОГ | 1030 | 345 | 8 |
| Л1 | 935 | 275 | |
| Л2, Л2Г | 1130 | 375 | 10 |
| С1 | 1180 | 295 | 7 |
| С1Г | 1275 | 345 | |
| С2 | 1375 | 375 | 8 |
| У1 | 1520 | 345 | 7 |
| УГ | 1620 | 395 | |
| У2 | 1730 | 415 | |
(Измененная редакция, Изм. N 2).
2.10. Приведенный износ шкурки должен соответствовать значениям, указанным в табл.7.
Таблица 7
| Зернистость | Приведенный износ шкурки типов | |
| 1 | 2 | |
| 125-80 | 12-25 | Св. 25 |
| 80 | — | — |
(Измененная редакция, Изм. N 1).
2.11. Влажность шкурки должна быть 2-8%.
2.12. Показатель прочности закрепления абразивных зерен электрокорундовой шкурки (отношение снятого материала эталонного стержня к массе разрушенного до основы рабочего слоя) должен соответствовать значениям, указанным в табл.7а.
Таблица 7а
| Зернистость | , мм/г, шкурки типов | |
| 1 | 2 | |
| 63, 50 | 1,0-3,5 | Св. 3,5 |
| 40-16 | 3,0-8,0 | Св. 8,0 |
| 12-М40 | 2,0-8,0 | |
(Измененная редакция, Изм. N 1).
2.13. Коэффициент нанесения шлифматериала на основу для шкурки с рельефным рабочим слоем должен быть 0,35-0,80.
(Введен дополнительно, Изм. N 1).
2.14. Режущая способность шкурки при условиях испытаний, указанных в приложении 2, должна соответствовать значениям, указанным в табл.7б.
Таблица 7б
| Зернистость | Режущая способность шкурки, мм/мин, не менее |
| 80 | — |
| 63 | 285,0 |
| 50 | 270,0 |
| 40 | 259,0 |
| 32 | 242,0 |
| 25 | 240,0 |
| 20 | 216,0 |
| 16 | 200,0 |
| 12 | 185,0 |
| 10 | 165,0 |
| 8 | 140,0 |
| 6 | 75,0 |
| 5; М63 | 57,0 |
| 4; М50 | 21,8 |
| М40 | 5,7 |
Примечание. Режущая способность шкурки, изготовленной из шлифматериалов марок Ф14А и Ф13А, должна быть на 3% выше указанной в табл.7б.
(Измененная редакция, Изм. N 2).
Еще тендеры за эти даты
Выбор поставщика визитных карточек для ГО и Центрального филиала для АО «СОГАЗ». АО «СОГАЗ» (Группа )ЧАСЫ НАСТЕННЫЕ В76СМ-4Т 4 III. АО «Концерн Росэнергоатом» филиал «Смоленская АЭС»Техническое обслуживание системы сбора, обработки и отображения информации и средств охранной сигнализации. АО «Красная Звезда» оказание услуги по обучению персонала в области охраны труда, промышленной, экологической, энергетической, пожарной безопасности и профессиональной подготовке. АО «АЭХК»КАРТА СЕТЕВАЯ DGE-530T 1000МБИТ/С PCI D-LINK. АО Концерн Росэнергоатом филиал «Белоярская АЭС»
ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия шлифовальной шкурки требованиям настоящего стандарта следует проводить приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. , , и должны подвергаться не менее 1 %, рулонов шлифовальной шкурки от партии, но не менее 3 шт., по пп. ; ; и — 0,1 %, но не менее 3 шт.
3.1. 3.2. (Измененная редакция, Изм. № 2).
3.2.1. Партия должна состоять из шлифовальной шкурки одной характеристики, изготовленной за одну смену и одновременно предъявленной к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
(Измененная редакция, Изм. № 2).
3.3.1. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве рулонов шкурки.
При наличии дефектов в повторной выборке партию не принимают.
(Введен дополнительно, Изм. № 2).
3.4. Периодическим испытаниям должна подвергаться продукция (один из размеров рулонов), выдержавшая приемочный контроль (по п. ), на соответствие требованиям пп. и 0,5 %, но не менее 3 шт., пп. и 0,5 % рулонов шлифовальной шкурки зернистостей 40; 8; 5 и М40, но не менее 3 шт., п. — на всех видах основ.
(Измененная редакция, Изм. № 2).
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. № 3).
Особенности применения
Приведём несколько советов относительно применения наждачной бумаги для шлифовки и полировки различных поверхностей:
- Общим правилом применения шлифовальной шкурки является переход от более грубых к более тонким видам – от меньших показателей зернистости к большим.
- Наиболее грубое зерно применяется для черновой обработки дерева и снятия краски, тонкое для различных стадий чистового шлифования.
- При мокром шлифовании рекомендуется использовать водостойкую бумагу с показателем зернистости 400-600. Таким образом, удается уменьшить количество пыли и получить более гладкую поверхность.
- Для ручной обработки сложных криволинейных поверхностей можно закрепить шкурку на толстом куске резины.
- Для удобства работ материал можно обернуть вокруг любого твердого бруска.
5.8—5.19. (Исключены, Изм. № 3).
5.20. Остальные требования к маркировке и упаковке, а также транспортирование и хранение — по ГОСТ 27595—88.
(Введен дополнительно, Изм. № 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. (Исключен, Изм. № 1).
С.2. (Исключен, Изм. № 2).
6.3. (Исключен, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Е. И. Ардашев; Е. С. Виксман; В. Т. Ивашинникоз; Н, А. Ильина; В. А. Квитко; Л. А. Коган; О. Ф. Котляров; И. Ф. Корчмарь; В. А. Морозов; Е. Б. Петросян; А. А. Пыльнее; С. К. Розин; В. А. Рыбаков; Н. В. Сырейщикова; В. Д. Туников; В. Н. Тьгрков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандар.ам от 18.02.82 № 735
3. Срок первой проверки — 1992 г.
Периодичность проверни — 5 лет
4. ВЗАМЕН ГОСТ 10054—75
5. ССЫЛОЧНЫЕ НОРМАТИВНО ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
ОСоит 1 идше Н ГД на которпЙ дана eel uikt
IOCT 222В—81 ГОСТ 3647— 80 I ОСТ 82
ГОСТ 8273 -73 IOCT 10127 73 ГОСТ 18251- 87 I ОСТ 18277- 72 ГОСТ >7303 8S
I тОК 1 17у I Ч <. I } д т t
т 3 3 _ >
i ) а 5 5 т >
6. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 23.04.87 № 1370
7. ПЕРЕИЗДАНИЕ (июнь 1990 г.] с Изменениями № 1, 2, 3, утвержденными в марте 1986 г., апреле 1987 г., чюле 1989 г. (ИУС 6—86, 8—8/, 11—89J
Редактор Т В. Смыкй
Технический редактор М. М. Герасименко Корректор Л. В Сницарчук
Сд )ио р на 6 15 08 90 Подп в /теч, 17 12 90 2 2″ уел п л 2,25 уел. кр отт Ц$>8 уч. Н»д. л.
Гир ШООО Цена 40 к
Ордена <3нак Почета» Итдатпьство стандартов, 125557, Москва, ГСП,
Лошпр’чисмк’ьия пер, д ]
Нп^ъинхскоя тип 01 рафия Иадатечым вя стандарт о*, у л Дариус и Гиреио 5<> 3*к. 13S4