Несмотря на простоту нарезки внутренней резьбы в сравнении со многими другими металлорежущими операциями, что вполне доступно к выполнению при минимальном наборе инструментов в бытовых условиях, необходимо выполнить некоторые требования для получения надежного соединения. Одно из этих требований – точный подбор диаметра отверстия под номинальный размер метрической резьбы. Если он будет ниже необходимого, то существует риск поломки метчика, если больше – то будет ослабление резьбового соединения, деформация нитей и выход из строя детали. Рассмотрим особенности подбора сверла под диаметр метрических резьб.
Выбор диаметра с помощью таблицы
Подобрать необходимый диаметр сверла можно с помощью приведенной ниже таблицы или другой справочной документации.
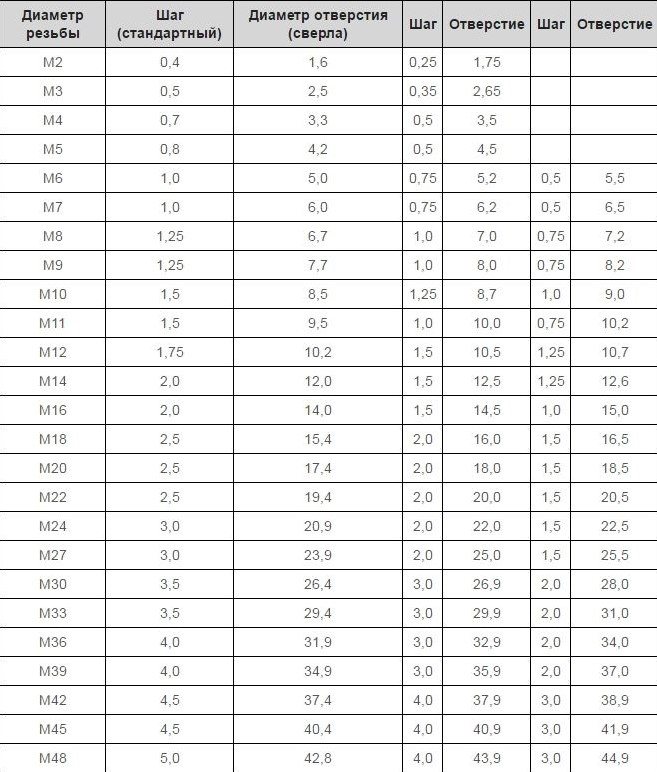
Для получения искомого значения необходимо знать два параметра – номинальный диаметр резьбы (d) и её шаг (Р). Первое представляет собой расстояние между противоположными вершинами витков винтовой линии. Шаг резьбы – это расстояние между вершинами соседних витков. Зная эти значения можно легко определить потребный диаметр сверла для подготовки отверстия.
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ РАЗМЕРЫ Through holes for fasteners. Dimensions
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Взамен ГОСТ 11284—65
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273.
2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Диаметры стержней крепежных деталей d
| Диаметры сквозных отверстий d1 | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии d1 | |||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 1,0 | 1,2 | 1,3 | — | 2,5 | 2,7 | 2,9 | 3,1 |
| 1,2 | 1,4 | 1,5 | — | 3,0 | 3,2 | 3,4 | 3,6 |
| 1,4 | 1,6 | 1,7 | — | 4,0 | 4,3 | 4,5 | 4,8 |
| 1,6 | 1,7 | 1,8 | 2,0 | 5,0 | 5,3 | 5,5 | 5,8 |
| 2.0 | 2,2 | 2,4 | 2,6 | 6,0 | 6,4 | 6,6 | 7,0 |
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий d1 | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии d1 | ||||
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 7,0 | 7,4 | 7,6 | 8,0 | 56 | 58 | 62 | 66 |
| 8,0 | 8,4 | 9,0 | 10,0 | 60 | 62 | 66 | 70 |
| 10,0 | 10,5 | 11,0 | 12,0 | 64 | 66 | 70 | 74 |
| 12,0 | 13,0 | 14,0 | 15,0 | 68 | 70 | 74 | 78 |
| 14,0 | 15,0 | 16,0 | 17,0 | 72 | 74 | 78 | 82 |
| 16,0 | 17,0 | 18,0 | 19,0 | 76 | 78 | 82 | 86 |
| 18,0 | 19,0 | 20,0 | 21,0 | 80 | 82 | 86 | 91 |
| 20,0 | 21,0 | 22,0 | 24,0 | 85 | 87 | 91 | 96 |
| 22,0 | 23,0 | 24,0 | 26,0 | 90 | 93 | 96 | 101 |
| 24,0 | 25,0 | 26,0 | 28,0 | 95 | 98 | 101 | 107 |
| 27,0 | 28,0 | 30,0 | 32,0 | 100 | 104 | 107 | 112 |
| 30,0 | 31,0 | 33,0 | 35,0 | 105 | 109 | 112 | 117 |
| 33,0 | 34,0 | 36,0 | 38,0 | 110 | 114 | 117 | 122 |
| 36.0 | 37,0 | 39,0 | 42,0 | 115 | 119 | 122 | 127 |
| 39,0 | 40,0 | 42,0 | 45,0 | 120 | 124 | 127 | 132 |
| 42,0 | 43,0 | 45,0 | 48,0 | 125 | 129 | 132 | 137 |
| 45,0 | 46,0 | 48,0 | 52,0 | 130 | 134 | 137 | 144 |
| 48,0 | 50,0 | 52,0 | 56,0 | 140 | 144 | 147 | 155 |
| 52,0 | 54,0 | 56,0 | 62,0 | 150 | 155 | 158 | 165 |
| 160 | 165 | 168 | 175 | ||||
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединении
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Предельные отклонения диаметров отверстий:
а) для 1-го ряда — по H12; б) для 2-го и 3-го рядов — по H14.
ПРИЛОЖЕНИЕ Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
| Количество и расположение отверстий | Способ образования отверстий | Тип соединения | Рекомендуемый ряд сквозных отверстий |
| Любое количество отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й ряд |
| а — отверстия расположены в один ряд и копированы относительно оси отверстия или базовой плоскости | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I | |
| II | 2-й ряд | ||
| б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 1-й ряд |
| II | 2-й ряд | ||
| а—отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей б — отверстия расположены по окружности | Пробивка отверстий штампами повышенной точности, литье иод давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й ряд |
| Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й ряд |
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.
Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01
На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80).
Пункт 1. Второй абзац изложить в новой редакции:
«Стандарт полностью соответствует СТ СЭВ 2515—80>.
Пункт 2 изложить в новой редакции (кроме таблицы и примечания):
«2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице.
Таблица. Заменить обозначение размера: d1 на dh; таблицу дополнить диаметрами стержней крепежных деталей d — 1,8; 3,5; 4,5 мм с соответствующими dh; графу «Диаметры сквозных отверстий dh» для диаметров d крепежных деталей 1,0; 1,2; 1,4; 12,0; 14,0 и 16,0 мм изложить в новой редакции:
| Диаметры стержней крепёжных деталей d | Диаметры сквозных отверстий, dh | ||
| 1-й ряд | 2-й ряд | 3-й ряд | |
| 1,0 | 1,1 | 1,2 | 1,3 |
| 1,2 | 1,3 | 1,4 | 1,5 |
| 1,4 | 1,5 | 1,6 | 1,8 |
| 1,8 | 2,0 | 2,1 | 2,2 |
| 3,5 | 3,7 | 3,9 | 4,2 |
| 4,5 | 4,8 | 5,0 | 5,3 |
| 12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
| 14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
| 16. 0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
таблицу дополнить примечанием — 3:
«3. Размеры в скобках применять не рекомендуется».
Пункт 3 изложить в новой редакции:
«3. Предельные отклонения диаметров отверстий:
для 1-го ряда — Н12; для 2-го ряда — H13; для 3-го ряда — Н14».
Стандарт дополнить ПУНКТОМ — 4:
«4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать».
МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
| Величина | Единица | ||
| Наименование | Обозначение | ||
| русское | международное | ||
| ОСНОВНЫЕ ЕДИНИЦЫ | |||
| ДЛИНА | метр | м | m |
| МАССА | килограмм | кг | kg |
| ВРЕМЯ | секунда | с | s |
| СИЛА ЭЛЕКТРИЧЕСКОГО ТОНА | ампер | А | А |
| ТЕРМОДИНАМИЧЕСКАЯ ТЕМПЕРАТУРА КЕЛЬВИНА | кельвин | К | К |
| СИПА СВЕТА | кандела | КД | cd |
| ДОПОЛНИТЕЛЬНЫЕ ЕДИНИЦЫ | |||
| Плоский угол | радиан | рад | rad |
| Телесный угол | стерадиан | ср | sr |
| ПРОИЗВОДНЫЕ ЕДИНИЦЫ | |||
| Площадь | квадратный метр | м2 | m2 |
| Объем, вместимость | кубическии метр | м3 | m3 |
| Плотность | килограмм на кубический метр | кг/м3 | kg/m3 |
| Скорость | метр в секунду | м/с | m/s |
| Угловая скорость | радиан в секунду | рад/с | rad/s |
| Сила; сила тяжести (вес) | ньютон | Н | N |
| Давление; механическое напряжение | паскаль | Па | Pa |
| Работа; энергия; количество теплоты | джоуль | ДЖ | J |
| Мощность; тепловой поток | ватт | ВТ | W |
| Количество электричества; электрический заряд | кулон | Кл | С |
| Электрическое напряжение, электрический потенциал, разность электрических потенциалов, электродвижущая сила | вольт | В | V |
| Электрическое сопротивление | ом | Ом | |
| Электрическая проводимость | сименс | См | S |
| Электрическая емкость | фарада | Ф | F |
| Магнитный поток | вебес* | Вб | Wb |
| Индуктиеность, взаимная индуктивность. | генри | Г | H |
| Удельная теплоемкость | джоуль на килограмм-Кельвин | Дж/(кг*К) | J/(kg*K) |
| Теплопроводность | Ватт на метр-кельвин | Вт/(м*К) | W/(m*K) |
| Световой поток | люмен | лм | lm |
| Яркость | кандела на квадратный метр | кд/м2 | cd/m2 |
| Освещенность | люкс | лк | lx |
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| Множитель, на который умножается единица | Приставка | Обозначение | Множитель, на который умножается единица | Приставка | Обозначение | ||
| русское | международное | русское | международное | ||||
| 1012 | тера | Т | Т | 10-2 | (санти) | с | c |
| 109 | гига | Г | G | 10-3 | милли | м | m |
| 106 | мега | М | М | 10-6 | микро | мк | |
| 103 | кило | к | k | 10-9 | нано | н | n |
| 102 | (гекто) | г | h | 10-12 | пико | п | p |
| 101 | (дека) | да | da | 10-15 | фемто | ф | f |
| 10-1 | (деци) | Д | d | 10-18 | атто | а | а |
| Примечание: в скобках указаны приставки, которые допускается применять только в наименованиях кратных и дольных единиц, уже получивших широкое распространение (например, гектар, декалитр, дециметр, сантиметр) | |||||||
Упрощенный подбор
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения. В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Для каких материалов указаны значения в таблице?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем ознакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Особенности нарезки
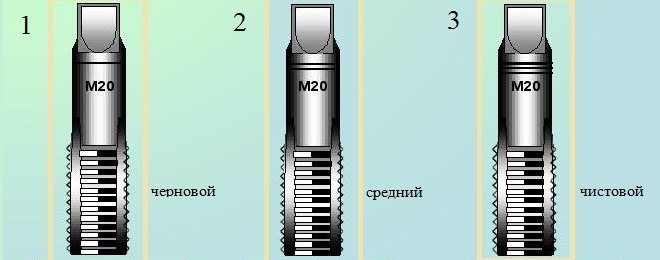
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
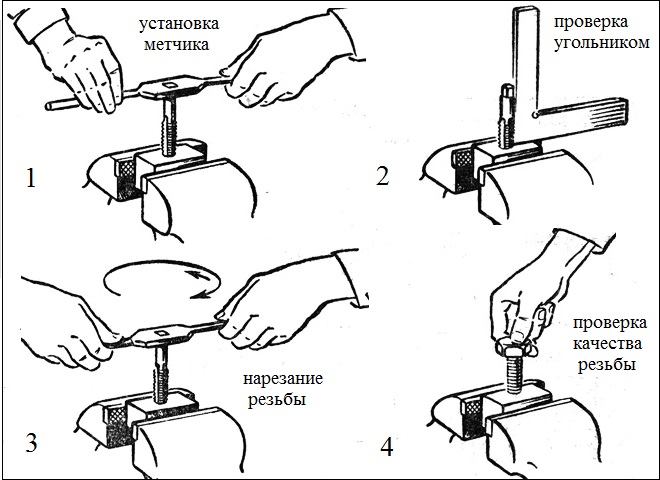
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк
— инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие
. И тут сложность состоит в том, что
важно не ошибиться в диаметре сверла
. Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все. Шаг резьбы на метчиках бывает разный, соответственно
под каждый шаг будет свой диаметр сверла
.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик
!
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8
. Шаг у них:
1,25
. - Теперь необходимо взять метчик 8*1,25
. - Отнимает второе значение от первого
: 8-1,25. Получается
6,75
. - Но сверла на 6,75 не бывает, поэтому округляем
полмиллиметра
в большую сторону
. Получается
6,8
. - Выходит, что чтобы успешно нарезать резьбу под 8*1,25
, необходимо использоваться
сверло 6,8 мм
.
Все донельзя просто!
Если вам понравилась статья, то ставьте лайки! А тем, кто еще не подписан на канал, рекомендую подписаться, ведь впереди еще много полезной информации!
Источник: zen.yandex.ru











