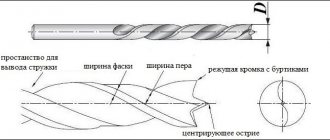
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.

Ручная заточка сверла по металлу
Когда необходимо затачивать сверла?
Затачивать сверла для работы по металлу приходится чаще, чем аналоги, предназначенные для обработки деревянных заготовок. Необходимо следить за состоянием таких сверл, чтобы не допустить их серьезного износа.
Если сверло затупилось, вы узнаете об этом по таким признакам:
- изношенный инструмент издает посторонние звуки;
- сверло сильно нагревается при работе;
- полученные отверстия имеют неровные края;
- увеличивается время сверления;
- режущая кромка становится округлой;
- на режущих поверхностях появляются сколы и заусенцы.
Параметры сверл, которые нуждаются в восстановлении при заточке
Правильная заточка сверла по металлу позволяет восстановить следующие рабочие параметры.
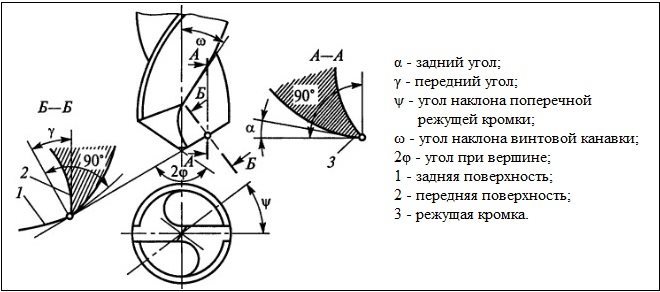
Основные параметры, которые восстанавливают при заточке сверла
- Угол при вершине. Образуется режущими кромками при пересечении перемычки. Этот параметр должен составлять 116–118°. Точные цифры зависят от твердости и вязкости обрабатываемого материала и могут в частных случаях равняться как 60, так и 180°.
- Угол между режущей кромкой и осью. Равен половине угла при вершине, то есть примерно 58–59°. Должен быть идентичным для каждой из режущих кромок, так как при асимметрии работать будет только одна из них и сверло будет изнашиваться неравномерно.
- Форма и длина режущих кромок. Длины режущих кромок должны совпадать, в противном случае возможно биение при сверлении, а диаметр отверстия превысит номинальный, указанный на сверле.
- Задний угол резания. Должен составлять 7–17° в зависимости от обрабатываемого материала. Задний угол резания — один из главных параметров при заточке сверла по металлу, при его несоблюдении производительность работы может уменьшиться в несколько раз.
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.

Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
Есть также оригинальное приспособление из дверной петли.
Выбор угла заточки сверла в зависимости от обрабатываемого материала
Угол при вершине выбирают, ориентируясь на твердость материала, который подвергается обработке. Чем тверже материал, тем больше это значение.
Для удобства приведем таблицу, в которой указаны углы заточки сверла по металлу, рекомендованные при работе с разными материалами.
| Обрабатываемый материал | Углы при вершине, ° | Задний угол резания, ° |
| Ковкий чугун, бакелит | 90 | 12–15 |
| Жаропрочные стали и их сплавы, нержавеющая сталь | 127 | 12–14 |
| Инструментальная сталь | 118–150 | 7–15 |
| Медь | 100–118 | 12–15 |
| Медные сплавы | 118–150 | 12–15 |
| Алюминиевые сплавы | 90–140 | 12–17 |
| Магниевые сплавы | 70–118 | 12 |
| Титановые сплавы | 135–140 | 12 |
Угол при вершине 118–120° с задним углом 7–12° относится к универсальным. Именно его имеют в виду, когда говорят о спиральном сверле по металлу без привязки к материалу обработки. И именно эти градусы мы будем рассматривать как типовые, рассказывая о заточке сверл по металлу.
Как сверлить
Во-первых, нужно запомнить, что нержавеющая сталь не любит больших оборотов. Это твердый прочный материал и его лучше сверлить на низких или средних оборотах дрели.
На больших оборотах сверло в лучшем случае быстро затупится.
Если же при нагревании до красного цвета не прекратить сверление, сверло очень быстро нагреется целиком и просто начнёт гнуться – после этого его можно смело выбрасывать, даже заточка срок его службы уже не продлит.
Во-вторых, при сверлении следует использовать смазку для уменьшения трения, подойдут любые моторные масла, неминеральные масла и даже вода, за неимением ничего другого.
Все средства хороши, как говорится, в случае с таким прочным материалом, как нержавеющая сталь.
Когда сверление итак происходит с усилием, сопровождается нагреванием заготовки и может быстро израсходовать рабочий ресурс сверла – всё, что способно уменьшить трение и упростить прохождение металла сверлом, будет кстати.
Ну и не стоит забывать про такие очевидные моменты, как надёжное закрепление заготовки на рабочее поверхности и накернивание места предполагаемого отверстия.
Разобрались, как, теперь посмотрим, чем можно просверлить отверстие в нержавейке
Самый простой способ – это взять сверла, специально предназначенные для этой цели. Такие сверла содержат кобальт и обозначаются HSS-Co, их несложно найти в любом магазине, хоть они стоят и дороже обычных.
Обычно сначала берется сверло маленького диаметра, им делается первое отверстие, затем диаметр сверла постепенно увеличивается до достижения нужного диаметра отверстия. Кобальтовыми сверлами нержавеющая сталь сверлится проще всего, они прочнее из-за своего состава и тупятся медленнее обычных, ими можно даже сверлить на высоких оборотах.
Это сократит ресурс сверла, но в бытовых условиях, если нужно просверлить буквально несколько отверстий, вы этого, скорее всего, даже не заметите.
А что делать, если кобальтового сверла под рукой не оказалось? Можно просверлить нержавейку и обычным шлифованным сверлом по металлу HSS-G. (Подробнее про сверла по металлу и их обозначения можно почитать в нашей статье Виды оснастки: всё про сверло по металлу).
В этом случае процесс сверления должен состоять из спокойного последовательного включения и выключения дрели: включение происходит буквально на 1,5-2 секунды, до того момента, как сверло выйдет на полные обороты – и сразу выключение до момента остановки сверла.
Уверяем вас, этого достаточно, чтобы нержавейка нагрелась так сильно, чтобы любая отлетевшая стружка могла оставить на коже ожог – поэтому обязательно работайте в перчатках! В этом случае нужно набраться терпения, сверление займёт больше времени – но главное результат.
Самым обычным недорогим сверлом вы сможете просверлить нержавеющую сталь – материал большой прочности, на котором ломались и не такие сверла!
Еще нержавейку иногда сверлят сверлами по стеклу и керамике. Наконечник этого сверла твердый, но хрупкий, поэтому такие сверла нельзя перегревать – под воздействием температуры наконечник быстро сломается. Принцип сверления схож с предыдущим способом – оно должно состоять из коротких с промежутками «подходов» сверла к нержавейке, при этом как можно чаще капайте на место сверления масло.
Для сверления деталей из толстой нержавейки есть ещё одна небольшая хитрость. Деталь предварительно нужно немного нагреть газовой горелкой – немного, это не до красного или синего цвета, а просто недолго прогреть на огне, после чего приступить к сверлению, не дожидаясь, пока металл остынет.
Если всё-таки обозначить в цифрах, то нагревать стоит не больше, чем на 150-200 градусов. В процессе сверления, если металл остыл или сверло пошло очень туго, заготовку можно еще раз подогреть.
После такой предварительной подготовки толстую деталь из нержавеющей стали можно просверлить практически любым сверлом, даже не очень дорогим.
25 ноября 2018
Как самому заменить щиток у защитной маски?
Любой мастер знает, что самое слабое место у защитной маски – это щиток. А хотите настоящую броню толщиной 4 или даже 5 мм? Сделаем её сами!
Щиток у защитной маски быстро покрывается царапинами, даже просто от протираний. А толщина самого оргстекла, с которым продаются недорогие защитные маски, оставляет желать большего.
Предлагаем посмотреть простейший способ изготовления сменного щитка для маски из обычного листа оргстекла нужной толщины.
Такой щиток не то что стружку, он и прямое попадание молотком может вынести! Этим же способом оргстекло большой площади можно согнуть и для любых других целей. А после просмотра видео под ним можно почитать пару советов и замечаний к процессу.
Первое, что хочется заметить: при наличии фена нагревать стекло лучше им. Горелкой есть риск перегреть стекло, и тогда оно станет мутным. С другой стороны… У мастера же на видео получилось – нужно просто сделать всё аккуратно и не торопясь, равномерно прогреть оргстекло до пластичного состояния.
Для более тонкого оргстекла можно применить самый простой способ из известных – просто нагреть его в горячей воде. Но зачем нам тонкий поликарбонат, если можно сделать что-то по-настоящему надежное.
А мы не устаём напоминать, что любые работы с электроинструментом нужно обязательно проводить в защите – как минимум, в перчатках и защитных очках!
Другие интересные статьи и видео на канале Станция инструмента:
Холода нам не страшны – всё про тепловые пушкиПочему котёл может сломаться в морозы и как этого избежатьШуруповёрт будущего или просто забавное изобретение – решать вамЛуна и нивелир
Ссылка на статью на нашем сайте: Как сверлить нержавеющую сталь
При использовании материала или его части ссылка на сайт Станции инструмента www.toolpoint.ru обязательна.
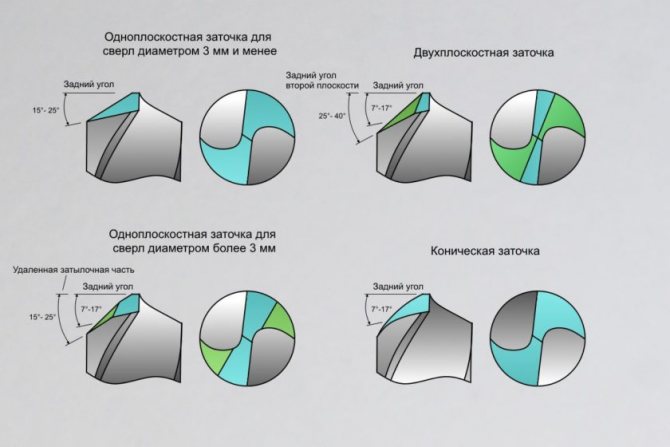
Способы заточки по выведению задней плоскости
Есть несколько видов заточки сверл по металлу, которые различаются по способу выведения задней плоскости. Это одноплоскостная, двухплоскостная и коническая заточка. Последний способ относится к наиболее распространенным, поэтому мы сосредоточимся на его описании.
Способы выведения задней плоскости при заточке сверла
При конической заточке задний угол плавно увеличивается от режущей кромки и по всей задней поверхности. При этом задняя поверхность приобретает криволинейную форму. Угол режущей кромки должен соответствовать 7–17°. Коническая заточка сложнее в выполнении. В ходе работы хвостовик сверла необходимо слегка подкручивать сверху вниз, в результате чего задняя поверхность приобретает вид конуса.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Способы заточки по количеству скосов на режущей кромке
Различаются по количеству образующихся режущих кромок. Угол при вершине меняется шагами от большего у центральной вершины к меньшему на боковых. Такой способ заточки уменьшает нагрев инструмента при увеличении диаметра, так как режущая кромка в центре греется меньше, чем на краях.
Выделяют одинарную и двойную заточку. Поскольку первая используется чаще, мы расскажем только о ней. При нормальной заточке геометрия режущей кромки остается ровной на всем протяжении.
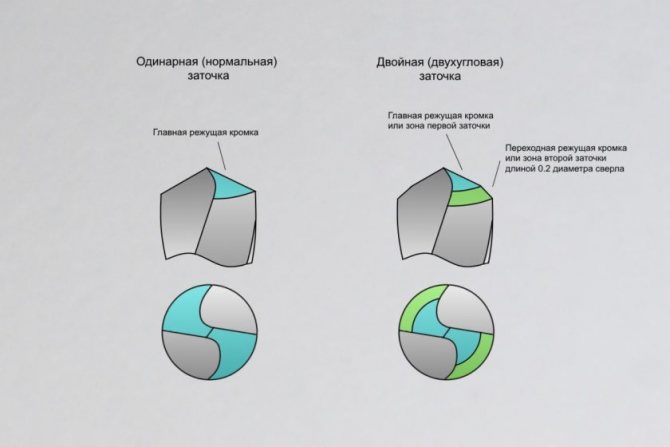
Виды заточки по количеству углов при вершине
Подточка перемычки
Параллельно основной заточке сверла по металлу в домашних условиях можно подточить перемычку. Эта мера благоприятно влияет на качество сверления, т. к. обработанная перемычка не создает сопротивления сверлу при продвижении вглубь материала. Перемычку подтачивают с двух сторон, но не полностью. Полное стачивание недопустимо.
Есть несколько способов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Как просверлить нержавейку в домашних условиях: видео, фото, советы
Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.
При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.
Показателем правильного подбора скорости сверления нержавейки служит длинная стружка
Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
Выбор сверла
Если вам требуется просверлить изделие из нержавейки, выбор сверла наряду с подбором соответствующей смазывающей и охлаждающей жидкости, а также технологии выполнения операции является важнейшей процедурой, определяющей качество конечного результата. До недавнего времени для сверления нержавеющих сталей использовались кобальтовые сверла.
Сверло кобальтовое для сверления нержавейки, чугуна и жаропрочных сталей без предварительной центровки
Кобальтовые сверла, которые были оснащены цилиндрическими хвостовиками, выпускались из сплавов марки Р6М5К5, а в отдельных случаях из стали Р18, в которой количество кобальта было ограничено 5%. Преимущества сверл, изготовленных из сплава, содержащего в своем химическом составе кобальт, заключаются в том, что данный химический элемент придает инструменту высокую твердость, что и позволяет ему достаточно легко просверлить любое изделие из нержавейки. Нормативным документом, в соответствии с которым выпускались такие инструменты, был ГОСТ 10902-77.
На сегодняшний день эти сверла уже не производятся промышленностью, и найти их на рынке непросто. Между тем современные производители выпускают множество аналогов для работы с нержавейкой, качество которых находится на высоком уровне. Если выбирать из таких инструментов, можно обратить внимание на сверла зарубежного производства, на которых стоит маркировка HSS-Co. Они выпускаются по стандарту DIN 338 и изготовлены из стали, в составе которой содержится не менее 5% кобальта. По сути, материал, из которого они сделаны, является аналогом сплавов марок Р18 и Р6М5К5.
Характерным отличием сверла с добавкой кобальта является более тупой угол заточки для облегчения центровки в начале сверления
Совершенно не обязательно использовать кобальтовый инструмент для того, чтобы просверлить в домашних условиях нержавейку. С такой задачей неплохо справляются и сверла, изготовленные из твердых сплавов. Отличаются такие сверла для нержавеющей стали не только материалом своего изготовления, но и очень острой заточкой режущей части (заточка выполняется с одной стороны). Следует, однако, учитывать, что стоят они достаточно дорого и приобрести их в обычных строительных магазинах не всегда реально.
Заточка режущей кромки сверла различается для мягких и твердых металлов
Если вам надо просверлить отверстие в нержавейке, воспользуйтесь несколькими рекомендациями, которые позволят вам выполнить такую процедуру без особых проблем.
- Если толщина изделия из нержавеющей стали, которое необходимо просверлить, превышает 6 мм, то выполнять такую процедуру лучше всего по двойному методу. Суть данного метода заключается в том, что в нержавейке сначала сверлится отверстие небольшого диаметра, а только после этого его рассверливают до необходимого размера.
- В том случае, если толщина изделия небольшая (1–2 мм), просверлить в нем отверстие можно при помощи обычного сверла по металлу, режущая часть которого затачивается под углом 120°. Очень важно выполнять операцию на небольших оборотах (до 100 об/мин), тогда инструмент не будет сильно перегреваться и не выйдет из строя.
- Если отверстие требуется просверлить в изделии из нержавеющей стали, толщина которого менее 1 мм, то для этого лучше использовать сверла ступенчатой конструкции. Применение такого инструмента, который можно приобрести во многих строительных магазинах, позволяет получать качественные отверстия даже в очень тонких деталях.
Если вы собрались просверлить отверстие в нержавеющей стали, но раньше никогда этого не делали, не стоит ограничиваться только теоретической информацией. Желательно также посмотреть видео на эту тему, которое несложно найти в интернете. Кроме того, берясь за решение такой непростой задачи, желательно запастись качественным режущим инструментом и соответствующим оборудованием.
met-all.org
Схема заточки сверла по металлу на обдирочно-заточном станке (точиле)
Для заточки спиральных сверл по металлу чаще всего используют бытовые обдирочно-заточные станки, которые иначе называют точилом. Для работы потребуется абразивный круг прямого профиля марки 14А (А) или 25А (WA). Они подходят для шлифования изделий и инструментов из углеродистых, легированных, быстрорежущих и нержавеющих сталей.

Станок для заточки сверл по металлу с оснасткой
Рабочая поверхность абразивного круга должна быть ровной, без выбоин и впадин. Если обнаружите на поверхности дефекты, перед работой устраните их правилом. В ходе правки шлифовальный круг должен приобрести необходимую плоскую форму. Для правки шлифовальных кругов используют алмазные и эльборовые карандаши, алмазные правящие гребенки, реже — шарошки и подручные материалы.
На станке должен быть установлен подручник, он необходим для качественной заточки сверла по металлу. Подручник представляет собой металлическую регулируемую платформу, которая устанавливается перед диском и используется как опора и направляющая при работе с наждаком.
Подручник выставляют горизонтально, чтобы его верхняя плоскость находилась на одном уровне с осью вращения абразивного круга. Зазор между кругом и подручником делают минимальным, достаточно 1 мм.
В качестве примера рассмотрим коническую одинарную заточку с подрезанием перемычки, поскольку она относится к наиболее распространенным и используется для восстановления остроты сверл диаметром 3 мм и более.
Важно!
По технике безопасности за обдирочно-заточным станком запрещено работать в перчатках, так как вращающие части создают угрозу наматывания материала и затягивания частей тела.
Ход работы
- Проверьте, что на точиле установлен абразивный круг, а подручник находится на одном уровне с осью вращения абразивного круга, на расстоянии 1 мм от его поверхности.
- Проработайте все действия с выключенным станком. Нарисуйте на подручнике линию под углом 60° к плоскости торца наждачного круга. Это позволит вывести угол при вершине в 120°.
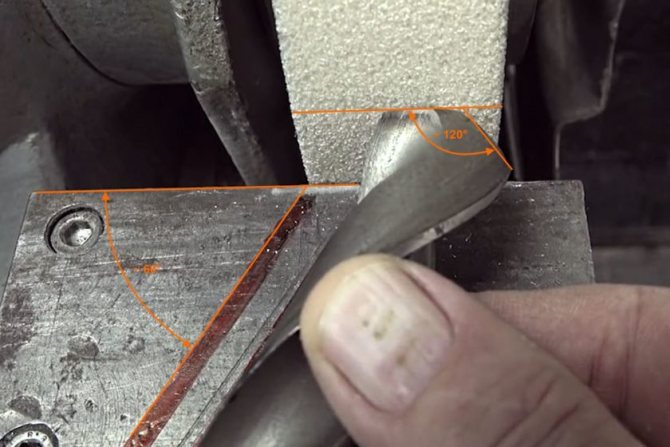
Рисуем на подручнике линию под углом 60°
- Возьмите сверло двумя руками: одной зафиксируйте рабочую часть, второй — хвостовик. Затем положите сверло на подручник таким образом, чтобы боковая грань при взгляде сверху совпадала с линией на подручнике.

Берем сверло в руки и кладем на подручник
- Положите между подручником и сверлом указательный палец, он будет выполнять роль качели при конической заточке. Когда сверло ложится на палец, между ним и наждачным кругом получается угол, равный 7–12°. Это значение необходимо выдерживать на режущей кромке.
- Отработайте движения, которыми будете проводить коническую заточку. Слегка придавите переднюю кромку к наждаку, следя за тем, чтобы кромка находилась в горизонтальной плоскости. Медленно опускайте хвостовик, не ослабляя прижим, пока на плоскости круга не окажется задняя часть задней поверхности. Круг при этом должен повернуться.
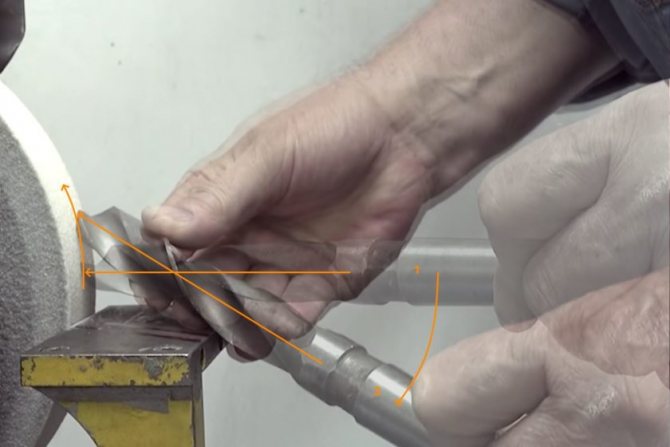
Отрабатываем движения для заточки на выключенном точиле
- Отведите сверло назад от круга, переверните его другой режущей кромкой вперед и снова приложите к кругу в аналогичном положении. Повторите колебательное движение хвостовиком так, чтобы наждак снова повернулся. Отработайте это движение с поворотом наждака несколько раз, чтобы выполнять заточку сверла по металлу автоматически.
- Включите точило и приступайте к заточке. Придерживайтесь той же последовательности:
- выровняйте сверло по отметке на подручнике;
- приложите к точилу переднюю кромку, следя, чтобы она сохраняла горизонтальное положение;
- опустите хвостовик, чтобы полностью обработать заднюю грань;
- отведите и переверните хвостовик на 180° вокруг оси;
- повторите весь процесс.
Способы
При сверлении твердых материалов с ними должны контактировать только кромки. Именно поэтому проводится заточка задней поверхности под определенным углом. В результате этой операции между кромкой и дном отверстия появляется зазор.
Заточка проводится коническим, двухплоскостным или конусным методами.
Использование конической заточки
Сверло вставляется в специальную призму точильного станка, которая перемещается вокруг своей оси. Призма по отношению к точильному кругу располагается под определенным углом. По форме задняя часть сверла напоминает конус. Она располагается в том месте, где пересекается рабочая поверхность заточного круга с осью качания.
Для того чтобы правильно заточить сверло, нужно предварительно провести настройку параметров. Ось конуса заточки должна располагаться под углом в 45 градусов по отношению к оси самого сверла. Конусная заточка может выполняться с применением двух методов:
- Вершина конуса, которую будут затачивать, должна располагаться ниже вершины конуса заточки. Предварительно рекомендуется провести настройку в соответствии с заданными параметрами: а – 45 градусов, б – от 13 до 15 градусов, н – 1,9д. ось сверла и конус должны скрещиваться под углом, который меньше угла шлифовального круга и сверла. Если затачиваем этим способом, то нужно следить, чтобы вершина сверла располагалась над вершиной конуса заточки. Вершина и сверло должны находиться на расстоянии 1,06д. ось сверла и ось конуса должны скрещиваться под углом 90 градусов.
- Для того чтобы обеспечить задний угол для периферической точки, нужно обеспечить показатели – а-5-7 градусов, угол 2ф – от 116 до 118 градусов. режущая поперечная кромка должна находиться под углом в 55 градусов.
Применение конического метода рекомендовано для создания более резкого прироста заднего угла сверла. Этот метод можно использовать, если сверло имеет большой диаметр – более 3 миллиметров.
Использование винтовой заточки
Если возникает необходимость автоматизировать процесс заточки сверл, то рекомендовано применение винтового метода. Он заключается в том, что поступательные движения согласованы с вращениями точильного круга. С его помощью можно проводить одновременную заточку передних и задних углов.
При винтовой заточке задние углы рабочей части увеличиваются по приближению к центру. При использовании этого метода наблюдается снижение прочности поперечной кромке сверл, что приводит к их поломке при сверлении чрезмерно твердых материалов.
Двухплоскостная заточка
С помощью этого метода рекомендовано проводить заточку сверл, которые предназначены для сверления нетвердых материалов. Если диаметр мм сверла составляет менее 3, то рекомендовано применение этого метода заточки. С применением этого метода оттачиваются сверла под углом 60 градусов. Благодаря этому методу усовершенствуются изделия, а не исправляются погрешности.
Как заточить сверло с помощью дрели?
Если заточного станка нет в наличии, вы можете использовать для заточки ступенчатого или иного сверла по металлу дрель с абразивным кругом. Придать остроту режущим кромкам можно одним из двух способов:
- зажать дрель в тиски и подводить сверло к кругу руками;
- зажать в тисках сверло и подводить к нему вручную дрель с заточным кругом.
Ход работ будет выглядеть следующим образом.
- Зафиксируйте режущий инструмент в тисках вертикально.
- Кругом, установленным на дрель, снимите заднюю кромку, чтобы удалить следы износа.
- Заточите сверло под углом 120°.
Важно!
Чтобы кромка не перегрелась, во время заточки сверло по металлу нужно держать у круга не более двух секунд.
Насадки для дрели для заточки сверл по металлу
Чтобы выполнять заточку сверла по металлу было проще, можно использовать специальную насадку. Ее устанавливают на дрель, вставляют в торцевое отверстие сверло и включают электроинструмент. Затем сверло вытаскивают, поворачивают на 180°, опять вставляют в приспособление и затачивают вторую плоскость режущей кромки.

Насадка на дрель для заточки сверл Sparta
На что обратить внимание при работе?
- Насадки для заточки сверла по металлу можно купить в любом строительном магазине. Однако такие приспособления подходят только для сверл диаметром 4–10 мм.
- С помощью насадки можно затачивать только сверла, которые затупились немного. Если на режущих кромках присутствуют серьезные зазубрины, насадка не поможет.
- Угол заточки при использовании насадки будет стандартным, поэтому после работы инструмент необходимо будет доработать напильником или надфилем.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Проверка заточки сверла
После того, как визуальный осмотр будет показывать, что режущие кромки гладкие и острые, проверьте, соблюден ли правильный угол заточки сверла по металлу и соответствует ли нормативам длина рабочих кромок. Для оценки понадобится специальный шаблон, угломер или транспортир, а также штангенциркуль.
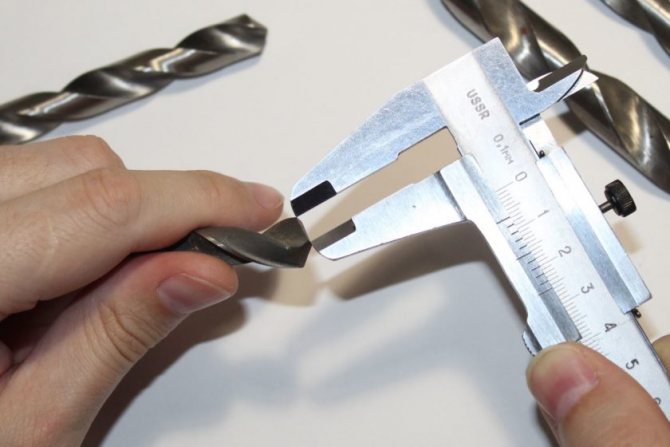
Проверка штангенциркулем соответствия длин режущих кромок
Какие параметры нужно проверять?
- Не завален ли угол режущей кромки вперед. Наличие такой ошибки делает режущую кромку не самой высокой точкой зуба и формирует на задней поверхности горку. Из-за этого сверло трется о заднюю поверхность материала и не сверлит. Ошибку исправляют, затачивая сверло заново.
- Соответствуют ли длины режущих кромок от центральной точки на перемычке до боковых вершин режущих кромок. Это расстояние должно совпадать с обеих сторон, в противном случае диаметр итогового отверстия будет больше номинала.
- Проверить, что угол при вершине равен 120°. Определить угол заточки сверла по металлу можно при помощи покупного или самодельного шаблона. Важно проследить, чтобы углы при вершине совпадали у обоих зубов, иначе работать будет только одна сторона.

Правильная и неправильная заточка сверла
После проверки основных параметров просверлите любую заготовку из металла. Если заточка выполнена правильно, сверло будет плавно входить в металл, стружка равномерно выходить с двух сторон из канавок. А готовое отверстие будет превышать номинальный диаметр не более чем на 0,05–0,1 см.
После сверления заготовки подточите перемычку, чтобы уменьшить прилагаемое при работе усилие и уменьшить изнашиваемость инструмента.
Как изготовить шаблон для проверки заточки сверла?
Шаблон для проверки заточки сверла по металлу можно изготовить самостоятельно из листовой стали или жести. За ориентир можно взять шаблон из магазина. Самый простой шаблон можно изготовить из двух или трех гаек. Гайки идеально подходят для этих целей, так как являются правильными шестиугольниками, внутренние углы которых составляют 120°. Если же гайки соединить, угол между их гранями тоже будет равен 120°. Гайки можно приварить или приклеить друг к другу на термоклей.
Что такое победитовое сверло?
Победитовое сверло для твердых камней предназначено для дрелей ударного действия и оптимальны для сверления бетона.
Для просверливания твердых материалов используются сверла, на наконечники которых напаяны пластины из твердосплавных материалов. К таким материалам и относится победит, давший название рабочему элементу.
Победит – это сплав вольфрама и кобальта в пропорции 9:1. Впервые он был получен в 1929 году. За время своего существования не раз был модернизирован. Но все материалы, получаемые тем или иным способом, тоже носят название победит и различаются по маркам.
Отличительной чертой победитовых сверл является то, что они не режут материал, а крошат его. Именно поэтому нельзя использовать элемент для обработки древесины, пластика и стали. При обработке первых 2-х материалов отверстие получается неровным и некрасивым. А просверлить сталь таким способом не представляется возможным. Как правило, победитовые элементы используются для обработки таких материалов, как бетон, кирпич, тротуарная плитка, камень и т.п.
В связи с особенностью работы с победитовым сверлом становится понятно, что во время выполнения процесса стружки не образуется. Из-за разрушения материала будут только образовываться мелкие крошки и пыль. Поэтому на таких сверлах имеются особые винтовые канавки, через которые и отводится пыль из отверстия. В результате эффективность обработки значительно повышается.

Победитовое сверло затачивается довольно быстро, поэтому необходимо делать заточку короткими и плавными касаниями.
Еще одна особенность победитового инструмента – это возможность использования материала различных марок. Различаются они по своей твердости и области использования. Так, для работы с материалами большой твердости (например, гранит) применяется сверло с наконечником из твердого победита (или среднего). Для материалов помягче применяется наконечник из сплава средней или мягкой твердости.
При выборе победитового сверла стоит обратить внимание на производителя. Самые дешевые комплектующие – от непонятных производителей из Китая
Качество у них соответствует и цене, и сломаться такие сверла могут в первый же раз. Победитовые сверла от иностранных компаний отличаются довольно высокой ценой. А если это известный бренд, то не для всех такой инструмент будет по карману. Оптимальный вариант – это отечественный продукт. Качество у него не уступает иностранным аналогам. Поэтому стоит отдать предпочтение именно российским победитовым сверлам.
Как продлить срок службы сверла
Чтобы сверло меньше изнашивалось, необходимо соблюдать некоторые правила работы.
- Не перегревайте сверло. Для этого работайте с интервалами и используйте охлаждающую жидкость.
- Установите правильную скорость вращения. Ее выставляют с учетом типа и диаметра сверла, а также материала.
- Извлекайте стружку. Периодически извлекайте сверло из отверстия и удаляйте стружку, так оно не застрянет в обрабатываемой детали.
- Просверливайте отверстия в несколько подходов. Если требуется сделать отверстие диаметром более 6 мм, используйте сверла разного размера (от большего к меньшему), это гарантирует более высокую точность работы.
Технология сверления нержавеющей стали в домашних условиях
Нержавеющая сталь широко используется в бытовой и промышленной сфере для создания различных предметов из-за значительного количества положительных качеств. Она представляет собой сплав различных материалов, которые придали нержавейке устойчивость к коррозии и агрессивной среде. Исходя из их процентного соотношения, в сплаве удается создать разные типы материала.
В домашних условиях часто используют предметы из так называемой пищевой нержавейки, краны и смесители, раковины и мойки на кухне, столовая посуда и другие вещи. Поэтому часто для каких-либо целей необходимо просверлить нержавейку. Однако к процессу следует подготовиться. То есть, изучить рекомендации более опытных мастеров, если процедура своими руками выполняется впервые, а также подобрать подходящие сверла и смазки.
Кроме опыта, потребуется толика чуткости и внимательности. Это далеко не единственное, что требуется мастеру. Больше всего при сверлении помогает смазочная жидкость, без которой мастер рискует повредить сверла и материал. Смазка состоит из машинного масла и серы, поэтому ее легко распознать по вязкой форме и повышенной жирности. Кроме правильного выбора материала, нужно знать некоторые особенности того, как просверлить отверстие в нержавейке.
Нюансы при сверлении
Что необходимо сделать, так это определиться с инструментом. Что именно использовать зависит от того, какого диаметра нужны отверстия. Если до 12 мм, то в домашних условиях обходятся ручной дрелью.
Ничто другое не поможет рассверлить отверстия в нержавейке качественно, как предварительная разметка. Она особенно эффективная, когда делают одиночные отверстия или обрабатывается каленый и листовой металл. Под сверло на заготовке наносят осевые риски, а потом делают небольшое углубление в изделии. Позже их углубляют до необходимого размера.
Шаблон – вот что еще поможет сэкономить время при сверлении, ведь на нем заранее отмечены контуры отверстий. Мастерам приходится идти на хитрость, когда работа выполняется с краю поверхности. Обычно здесь нужны полуотверстия, которые делают следующим образом: к обрабатываемому изделию присоединяют пластину из такого же материала, которую зажимают в тисках. После чего можно рассверливать стандартное углубление, а по завершении работы просто убирать присоединенную пластину.
Полезные приемы при сверлении
У каждого мастера, который набил руку в этом деле, найдется парочка хитрых приемов, значительно упрощающих процесс сверления. Множество видео и фото на сайте наглядно продемонстрируют, что и как необходимо сделать.
В первую очередь, следует обратить внимание на то, в какой плоскости находится рабочая поверхность. Когда нужно просверливать отверстие в горизонтально расположенном объекте, охлаждающую жидкость наливают в небольшую пробку, через которую и осуществляют сверление.
Если конструкция установлена вертикально, тогда на место будущего отверстия прикрепляют шарик из парафина. Благодаря такой хитрости удаётся быстро выполнить работу даже в самых неудобных местах.
Другой важный нюанс, о котором следует помнить, когда планируют сверлить сталь нержавеющего типа, установка дрели на минимальные обороты. Чтобы получить стандартные отверстия достаточно скорости до 150 оборотов. При слишком высоких оборотах смазочный материал просто не успеет охладить сверло.
Что делать с тем оборудованием, где нет переключателя скоростей? Нажать на кнопку «Пуск» и отпустить через 1-2 секунды. Если работать такими короткими нажатиями, то мотор дрели не разовьёт большую скорость.
Если предстоит много и часто сверлить нержавейку, следует купить специальную подставку для дрели. В финансовом плане траты будут небольшими, а процесс значительно упростится.
Определить, что сверло затупилось или перегрелся материал, можно по потемнению стружки. Поэтому сведущие в работе мастера сначала используют сверла небольшого диаметра, например, четверку. Затем доводят отверстие до нужного размера, получая ровные и аккуратные края. Это особенно важно, когда сверлят нержавеющие трубы. В этом случае идеальный результат можно получить только с помощью специального ступенчатого конусного сверла. Когда требуется сделать отверстие большого диаметра, примерно от 15 миллиметров, применяют корончатое, проще говоря, коронка.
Использование смазочных материалов
Чтобы процедура не закончилась неудачей, нужно использовать охлаждающие материалы. Всё дело в том, что нержавеющая сталь отличается повышенной вязкостью. В процессе работы нагрузка приходится одновременно на сверло и материал, в результате чего, может произойти перегрев либо одного, либо другого. Поэтому так важно предусмотреть, чем охлаждать инструмент.
Когда сверлить приходится много, разумнее пристроить к станку автоматическую подачу смазочных материалов. Если сверление единичный и редкий случай, то обрабатывают сверла непосредственно перед сверлением. В качестве смазочного материала используют смесь из машинного масла и серы. При этом серу можно взять как коллоидную, так и для окуривания, хорошо известную, как «серный цвет».
Если она была приобретена в виде порошка, то вещество просто смешивают с машинным маслом. Когда же сера кусковая, то ее предстоит еще перетереть. Действенной охлаждающей смазкой является смесь серы с жирными кислотами, которые можно получить дома из обычного хозяйственного мыла.
Для этого выполняются следующие действия:
- кусок мыла натирают, а полученную массу заливают горячей водой;
- техническую соляную кислоту осторожно вливают к мыльному раствору;
- когда на поверхность всплывут жирные кислоты, влить холодную воду;
- дождаться, пока они затвердеют и снять верхний слой.
При создании охлаждающего материала жирные кислоты и сера берется в пропорции 6:1. Потраченные усилия и время оправданы, потому что такой состав поможет просверлить даже самую толстую нержавеющую сталь.
Выбор сверла
Выбор надежного сверла – важный этап при подготовке к сверлению. В продаже можно найти зарубежные инструменты, выпускаемые по стандарту DIN-338 и имеющие маркировку HSS-CO. По ней становится понятным, что в составе имеется не менее 5% кобальта, как в старых советских сверлах. Распознать изделие для нержавеющей стали можно по тупому углу заточки, который облегчает центровку в начале работы. Такой инструмент легко достать в любой специализированном магазине по приемлемой стоимости.
Что касается твердосплавного инструмента, то он подходит для обработки нержавеющей поверхности и изделий из этого материала. Вот только могут возникнуть проблемы с его приобретением, поскольку подобные сверла имеются не в каждом строительном магазине, плюс стоят гораздо дороже.
При выборе инструментов следует приобретать только высокопрочные изделия. Можно поискать старые кобальтовые сверла, которые до сих пор считаются лучшими. Если постигнет неудача, тогда стоит остановиться на продукции компании Ruko, Bosch, Gross, Hilti, которые есть в большинстве магазинов. Цена зависит от диаметра, к примеру, инструмент 3 мм можно купить примерно от 100 рублей. Чем больше диаметр, тем выше цена. Настоящим умельцам не составит труда подогнать угол обычного сверла при наличии дома алмазного круга.
oxmetall.ru
Вопросы и ответы
Можно ли заточить сверло по металлу болгаркой?
Да, заточка сверла по металлу болгаркой выполняется практически так же, как дрелью. Для работы потребуются тиски. Вначале шлифовальным кругом удаляют часть задней кромки, чтобы полностью ликвидировать следы износа, потом затачивают режущую кромку под углом 120°.
Как заточить ступенчатое сверло по металлу?
Заточку ступенчатого сверла по металлу своими руками выполняют с помощью обычного напильника. Если затупился только отдельный участок, сверло обрабатывают точечно, не выходя за поврежденную зону.
Можно ли самостоятельно заточить корончатое сверло по металлу?
Из-за сложности конфигурации заточку корончатых сверл по металлу лучше доверить профессионалам.
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.