Для надежного и качественного скрепления 2-х или более деталей между собой принципиально важно правильно подобрать размеры крепежных элементов. Данный вопрос нередко вызывает трудности, ведь даже размеры гаечных ключей подбираются с учетом размеров самих крепежных элементов. Поэтому рассмотрим все нюансы, которые важно учитывать, подбирая необходимый метиз.
Основные параметры, по которым подбираются болты и гайки: диаметр изделия, его толщина и длина. Но помимо них есть еще ряд важных данных, информация о которых нанесена на метиз. Это:
- метрическая резьба (она обозначается как М);
- шаг резьбы (он может быть особо мелким, мелким, крупным, особо крупным, в последнем случае значение не добавляют, обозначается как P);
- диаметр изделия (обозначение – D);
- длина изделия (обозначается L).
Цифры рядом с буквенным обозначением параметров – это данные, указываемые в миллиметрах. Чтобы узнать тип, а также правильно определить размер, например, болта, нужно сначала выяснить – какой именно вид данного крепежа нужен. Здесь допустимо использование отечественных ГОСТ, европейских стандартов качества ISO или даже стандартов DIN (Германия).

Размеры
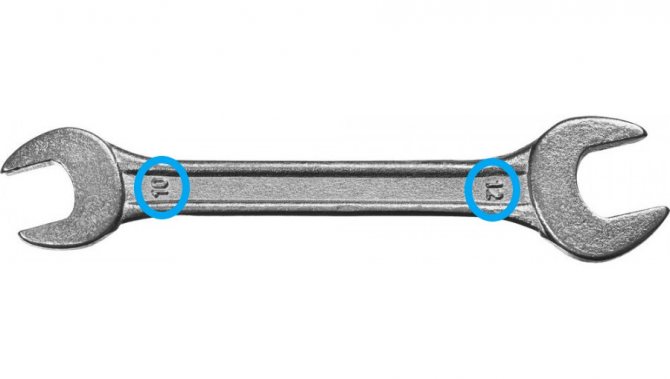
Допустим, у нас в руках двусторонний рожковый ключ с обозначением 12/13. Это расстояние между «рогами» в мм. Цифры нанесены на боковой поверхности инструмента. Но на гайках подобной маркировки нет. Как же подобрать крепёжный элемент на 13?
Технические характеристики гаек устанавливает ГОСТ 5915-70. Его разработали в далёком 1970 году. Размер обозначается буквенно-числовым кодом. Например, для ключа на 13 подойдёт М8. Остальные варианты соответствия приведены в таблице:
| Диаметр резьбы, М | Размер под ключ | ||
| Основной S, мм | Уменьшенный S, мм | Увеличенный S, мм | |
| М1 | 3.2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 17 (16) | 14 | — |
| М12 | 19 (18) | 17 | 21 (22) |
| М14 | 22 (21) | 19 | 24 |
| М16 | 24 | 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32 (34) |
| М22 | 32 (34) | 30 | 36 |
| М24 | 36 | 32 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | — | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М48 | 75 | — | 75 |
| М52 | 80 | — | 80 |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
Здесь S — расстояние между «рожками» ключа. Ни цифры в скобках лучше не ориентироваться. Для бытовых нужд вполне хватит основных размеров во втором столбце.
Дюймовые ключи

Что, если на инструменте не 12/13, а 1/4? Значит перед нами ключ, «заточенный» под английскую, дюймовую систему мер. Там подход маркировки отличается от традиционного. Число вовсе не обозначает расстояние между «рожками». Это диаметр резьбы крепёжного элемента.
Нельзя просто так взять метрический российский ключ и закрутить им дюймовую гайку. Там есть разница в несколько миллиметров. Поэтому нужно выбирать инструмент и крепёж одной системы. Приведём значения в таблице:
| Диаметр резьбы (размер ключа), дюйм | Размер гайки, дюйм | Размер гайки, мм |
| 1/4 | 7/16 | 11.11 |
| 5/16 | 1/2 | 12.7 |
| 3/8 | 9/16 | 14.29 |
| 7/16 | 5/8 | 15.88 |
| 1/2 | 3/4 | 19.05 |
| 9/16 | 13/16 | 20.63 |
| 5/8 | 15/16 | 23.81 |
| 3/4 | 1 1/8 | 28.58 |
| 7/8 | 1 5/16 | 33.34 |
| 1 | 1 1/2 | 38.10 |
| 1 1/8 | 1 11/16 | 42.86 |
| 1 1/4 | 1 7/8 | 47.63 |
| 1 3/8 | 2 1/16 | 52.39 |
| 1 1/2 | 2 1/4 | 53.15 |
| 1 3/4 | 2 5/8 | 66.68 |
| 2 | 3 | 76.20 |
| 2 1/4 | 3 3/8 | 85.73 |
| 2 1/2 | 3 3/4 | 95.25 |
| 2 3/4 | 4 1/8 | 104.76 |
| 3 | 4 1/2 | 114.30 |
Для справки: в 1 дюйме 2,54 см.
Шестигранные ключи

При ремонте автомобиля приходится часто сталкиваться не только с гайками. Производители машин вовсю используют болты с цилиндрической головкой. Их можно открутить только специальным, шестигранным ключом. В европейских странах размеры регулирует стандарт DIN 912, в России — ГОСТ 11738-84.
Тут основной параметр — расстояние между ближайшими параллельными гранями на внутренней нише болта. Для наглядности соберём все данные в таблицу:
| Резьба, M | Размер под ключ, мм |
| M4 | 3 |
| M5 | 4 |
| M6 | 5 |
| M10 | 8 |
| M12 | 10 |
| M14 | 12 |
| M16 | 14 |
| M18 | 14 |
| M20 | 17 |
| M22 | 17 |
| M24 | 19 |
| M27 | 19 |
| M30 | 22 |
| M33 | 24 |
| M36 | 27 |
Методы расчёта параметров болта с гайкой
При определении крепёжного изделия по диаметру используют различные инструменты, к которым можно отнести — штангенциркуль, шаблонную линейку, а также микрометр. Точное измерение по результату получается при использовании калибра расшифровки «пр. — не.». Подобный тип называют «проходит — не проходит». Первая часть определяется, когда закручивание гайки происходит без усилия, во второй — при несоответствии закручиваемых элементов.
Рекомендуется измерять длину при помощи линейки или штангенциркуля. Шаг резьбы крепёжных деталей можно замерять специальным инструментом. Он называется шагомер. Если нужное приспособление отсутствует, то замеряют расстояние от одного витка до другого при помощи штангенциркуля.
Точность результата этим инструментом достигается только, когда проводится замер резьбы крупного диаметра. Показатели считаются точными, если проверять их не по два витка, а брать в 5 раз больше. Полученный результат делят на количество витков, применяемых при замерах.
Совпадение чисел с числом резьбового ряда, полученных при проверке, относится к справочному истинному значению. Если же такого не произошло, то это можно отнести к дюймовому типу резьбы. Для точного определения шага нужно дополнительно провести проверку.
Информация о болтовых соединениях должна указываться производителем в сопроводительных документах. Не всем потребителям доступны такие документы. Рассмотрим возможные способы определения параметров метизов.
Как не ошибиться?
Расчёт крепёжных деталей иногда кажется сложным. Для подборки подходящих метизов, чтобы не тратить силы, нужен навык со знаниями. К важным показателям, которые оказывают влияние на крепёжные метизы и их виды, относится длина, толщина, диаметр, иногда с учётом высоты.
Резьба любого стандартного изделия должна подходить по диаметру крепёжного материала определённого рабочего профиля – основного (нормальная), уменьшенного и увеличенного по значению. Изменённая головка болта почти не встречается, или редко. Вычислить нужный параметр гаечных ключей, которые будут подходить на определённый размер болтов от М1,6 до М110, не составляет труда. Современные стандарты ISO установили изменённые размеры на шестигранные головки, эти данные в таблице отмечены скобками.
Самостоятельный метод вычисления размеров
Имеющийся в наличии образец, следует осмотреть со всех сторон. Иногда просматривается маркировка на поверхностной части изделия. Такой факт ускорит подборку крепёжных метизов. На повреждённой головке болта прочитать ничего не возможно.
Как выполняется замер показателей самостоятельно? Исходить нужно из ключевых габаритов, с учётом шага резьбы, диаметра болта. При использовании основных технических показателей метиза, подбирают правильные нужные инструменты.
Вес крепежа

Хорошо, если нужно закрутить пару-тройку гаек. А что, если работать приходится в промышленных масштабах и счёт крепежа идёт на сотни и тысячи. Тогда пригодится таблица с весом. Здесь главный показатель — номинальный диаметр резьбы. От него и отталкиваются разработчики ГОСТа 5915-70.
| Номинальный диаметр резьбы, мм | Теоретическая масса 1000 шт. гаек, кг |
| 1,6 | 0,074 |
| 2 | 0,141 |
| 2,5 | 0,272 |
| 3 | 0,377 |
| 3,5 | 0,497 |
| 4 | 0,800 |
| 5 | 1,440 |
| 6 | 2,573 |
| 8 | 5,548 |
| 10 | 10,220 |
| 12 | 15,670 |
| 14 | 25,330 |
| 16 | 37,610 |
| 18 | 53,270 |
| 20 | 71,440 |
| 22 | 103,150 |
| 24 | 122,870 |
| 27 | 175,280 |
| 30 | 242,540 |
| 36 | 416,780 |
| 42 | 623,880 |
| 48 | 956,200 |
Расчёт размера ключа для болта с внутренними шестигранниками
Помимо шестигранного крепёжного метиза машиностроительная вместе с приборостроительной отраслью в больших объёмах пользуется болтами, у которых есть цилиндрические надёжные головки. Работа по их завинчиванию производится при помощи шестигранного углового ключа. Изготовление болтов соответствует требованиям правил DIN 912 и ГОСТ 11738 — 84.
Таблица размеров ключей под болты и винты с шестигранником
| Резьба, М | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Размеры болтов определяют с помощью микрометра, иногда с применением шаблонной линейки. Рекомендации предписывают работать с применением шаблона. Использование прибора позволяет получить нужный результат.
Штангенциркуль производит определение шага резьбы с высокой точностью на деталях больших размеров. Шаг мелких деталей определяют при проверке сразу не менее 10 витков. Существующая система позволяет производить расчёт болта М10 дюймами, где 1 дюйм приравнен 25,4 мм. Рынки СНГ пользуются показателями в соответствии с ГОСТом.
Разновидность болтов определяет геометрическая форма метизов. Различают способы замеров:
- Проверяют выступающую форму головки, где длина детали для крепления проводится без учёта её замера.
- Потайные типы головки.
К ним можно отнести:
1. Шестигранные головки крепёжных деталей, согласно требованиям ГОСТ 7805 — 70, 7798 — 70, 15589 — 70, 10602 — 94.
2. Шестигранную уменьшенную головку, выпущенную по правилам 1559 — 70 ГОСТа 7808 — 70, 7796 — 70.
3. Высокопрочные изделия для крепёжа, согласно ГОСТ 22353 — 77.
4. Шестигранные детали, имеющие высокопрочные увеличенные размеры, соответствующие ГОСТ Р 52644 — 2006.
Выкручиваем срезанную гайку

Не всегда можно правильно подобрать инструмент. Особенно когда нужно крутить в потёмках, при недостатке освещения. Или второй случай. Гайку пережали. В результате острые кромки граней срезались, стали «лысыми». Какой выход из ситуации?
Производители инструментов разработали спиральные головки, которые предназначены для демонтажа «проблемных» крепежей. За счёт своей «штопорной» формы ключ цепляет и надёжно фиксирует гайку. Так можно выйти из самой безнадёжной ситуации победителем.
Гаечный ключ: что нужно знать при выборе?
Гаечный ключ — это инструмент, предназначенный для завинчивания и отвинчивания крепежных элементов (обычно, гайки или болты). Выше мы уже оговорились, что ключи бывают разных видов. Например, по конструкции они делятся на:
- рожковые;
- накидные;
- торцевые;
- комбинированные;
- разводные;
- зажимные;
- трубчатые;
- ударные;
- разрезные;
- с трещоткой.
Наибольшая популярность именно у рожкового гаечного ключа. Требования к его техническим характеристикам подробно изложены в ГОСТ 2839-80, нас же интересует только размер зева (полости между губками, которые напоминают рожки). Маркировка обычно указывается с каждой стороны корпуса ключа.
Маркировка

Допустим, мы увидели такой шифр:
Гайка М10-6Н.5 (S18) ГОСТ 5915-70.
Здесь M10 — диаметр резьбы в мм, 6H — поле допуска, 5 — класс прочности, S18 — размер под ключ, то есть внешнее расстояние между параллельными гранями.
Мы рассказали, как подобрать гайку под метрический, дюймовый и шестигранный ключ. Дали совет по откручиванию срезанного крепежа и привели таблицу с весом.
О применении инструмента
Замер головки производится с помощью штангенциркуля. Это приводит к более точному определению длины промежутка двух граней на шляпке. Результаты, полученные при замерах, следует занести на миллиметровую мерную ленту.
При определении размера осмотрите длину крепёжного метиза. Можно провести замеры обычной линейкой. Головку следует измерять длиной метиза от низа до фаски.

Массовые виды ключей
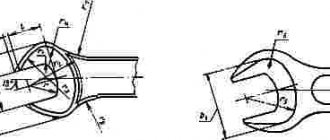
Затрагивая тему гаечных инструментов перед глазами встаёт незабываемый образ гаечного рожкового ключа. Фиксация гаек осуществляется посредством губ, похожих на рожки. Отсюда пошло название. Вторым наименованием подобных средств оперирует ГОСТ — ключ гаечный с отрытым зевом. Осевые линии рукояти и головки чаще всего пересекаются под углом 15−20 градусов. При манипуляциях в тесноте подобная конфигурация сделает труд легче. Углы промеж осей головки и ручки выполняют разными по величинам, противоположные головки с отличными друг от друга уклонами. Рожковым моделям характерно деление на всевозможные модификации:
- Двусторонние инструменты располагают двумя зевами различных габаритов. Обычно их обозначения размера соседние (18−19 мм). Губки могут иметь различную толщину: тонкие работают в труднодоступном месте, для отворачивания гаек из мягких материалов — толстые.
- У односторонних тело удлиняется в целях увеличения момента силы при взаимодействии с крепёжными элементами. Применяется на сборочном производстве для операций с однотипными гайками. У некоторых моделей есть хвостовик с фиксатором для удлиняющих трубчатых конструкций.
- Быстродействующие с модернизированным рабочим профилем и укорочённым зевом для скоростного перемещения ключа от одного отворачиваемого элемента к другому. Вращение меняется при переворачивании инструмента на сто восемьдесят градусов.
- Профильные нарезки на губах рожковых ключей увеличивают численность контактных точек и сдвигают расположение границ крепёжных компонентов относительно зева. Отворачивающее усилие не повреждает структуру в плоскостях гайки или в головках болтов, позволяет открутить деформированные элементы.
- Ключ с рабочим профилем в виде кольца, которое надевают на крепёжную поверхность называют накидным. Они могут располагать кольцами по обеим оконечностям рабочей плоскости. По внутреннему диаметру имеются грани. Их шесть либо двенадцать. Шестигранный силовой инструмент легко и без повреждений отворачивает туго затянутые, закисшие соединения. Двенадцатигранный употребляется при ограничении рабочего пространства. Рабочий профиль может изготавливаться удлинённым для применения насадок. Несомненным преимуществом накидного инструмента признаётся допустимость оказания большого силового воздействия на откручиваемые плоскости и работа на стеснённых площадях. Слабая сторона в дискомфорте при работе с резьбами повышенной длины.
- Приспособления, у которых с одного края рожковая головка, а с другого накидного или торцевого типа классифицируются как комбинированные. Размер головок у них одинаковый с обеих сторон. Размеры длины тела различные: при ограничении пространства — укорочённые стандартные повышающие усилия — удлинённые создающие предельный пик нажатия — сверхдлинные.
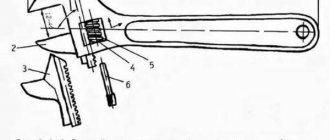
- Инструмент с изменяемым рабочим профилем называется разводным. Преобразование происходит за счёт винтового механизма или ползуна, который передвигает подвижную часть на необходимую ширину. Зажим фиксирующих деталей неплотный, что приводит к закатыванию граней. В плюс заносится возможность применения с гайками различных диаметров.
Читать также: Схема подключения выключателя с подсветкой 3 контакта
Как выбрать рожковый ключ?
Как правильно подобрать инструмент, чтобы он отвечал всем нормам ГОСТ? Многообразие моделей показывает, что для любой потребности есть свои виды изделий. Нужно учитывать цель его использования и сложность задачи, которую вы ставите перед ним. Материалом производства современных гаечных изделий является специальная инструментальная сталь, она состоит из сплава ванадия и хрома.
Также есть один уникальный инструмент, который поможет решить сразу все проблемы, и избавит от необходимости думать над тем, какой выбрать рожковый ключ. Существуют универсальные модели, которые в себе содержат одновременно все изделия. Этому инструменту
под силу гайки различных размеров с любыми видами головок. Он не проскальзывает на гладкой поверхности за счет своих мощных зубцов, что является его основным преимуществом.
Бывают также электрические ключи, это название само за себя говорит. Данный инструмент может работать на аккумуляторе и батареях. Поэтому каждый домашний мастер сам определяет, какие изделия лучше для него подходят.
Ценовая категория довольно разнообразна. Чаще всего цена зависит от многофункциональности технических характеристик и компании-изготовителя. Самым дешевым является односторонний рожковый инструмент, где открытый зев имеет 3,1–85 миллиметров.
Во время покупки также нужно не забывать о длинной ручке, которая может ограничивать амплитуду передвижения ключа на поворотах. Если какая-то из губок укорочена, то, естественно, и радиус работы ключа повышается. В этом случае получится накинуть головку на гайку сбоку. Если ручка будет искусственно увеличена, то повышается прилагаемое усилие, и губки зева разойдутся либо вообще сломаются. Молот сможет помочь установить их на место при разведении, но материал будет уже не настолько прочным, как до этого. Когда же у вас находится изделие, из стали 40хФА или40х, то есть способ закаливания губки.
Существует еще один вариант, как отремонтировать раздавшийся или изношенный зев.
С помощью наваривания металлического слоя можно откорректировать объем зева используя абразивный инструмент. Когда открытый зев составляет больше 25 мм, то данный вариант восстановления изделия будет самым эффективным.
Время эксплуатации рожковых изделий может колебаться от года до пяти. Если говорят о долговечности эксплуатации, то всегда подразумевают кольцевой ключ (ГОСТ 2906). Он не может раздавиться, но может износиться. Есть ограничения в использовании данного типа ключа. Им можно пользоваться, только если надеть на гайки, но не получится использовать для откручивания, например, накидных болтов гибких шлангов. Преимущество состоит в шестигранном или двенадцатигранном зеве, который дает возможность более интенсивно проводить работу.
Как сделать рожковый ключ своими руками?
Тем, кто решил сам изготовить данный инструмент, существуют небольшие рекомендации. Начинать изготовление нужно с помощью образца уже готового аналогичного изделия. Выполните чертеж требуемого изделия, с учетом которого будете делать ваш ключ.
Вначале делаем заготовку из стального листа с размером больше на несколько миллиметров, чем внешний размер сторон готового изделия.
Бывают сложности с толстыми инструментами. При помощи ножовки ее не стоит вырезать. А выбрать в роли инструмента для резки газовую горелку противопоказано. Желательно пустить в процесс кузнечную обработку. Это можно выполнить через расплющивание металлического стержня.
Затем, когда заготовка готова, начинаем делать разметку. Если у заготовки не очень ровные грани, то желательно их опилить, чтобы убрать окалину. После необходимо нанести краску на обработанную поверхность. Можно использовать быстросохнущий лак или краску. Накладывание образца делается после того, когда полностью просохнет покраска. Желательно использовать какой-то пресс, чтобы образец не соскальзывал при очерчивании.
Чертилкой является металлическая заточенная проволока. Затем на разъединения заготовки и образца необходимо навести окончательные риски, отступая несколько миллиметров от уже сделанных, после накернуть их. Керн вначале с наклоном поставьте на риску, а при нанесении удара молотом выровняйте. Шаг между ямками в зеве нужно сделать 4–5 мм.
Затем высверливаем зев. Можно использовать электродрель со сверлами диаметром 5–6 мм. Нельзя, чтобы сверло сильно нагревалось. Можно охлаждать его в воде. Затем, когда вы сделаете второй зев, необходимо удалить лишнее.
Ну и по окончании нужно закалить деталь. В домашних условиях это можно выполнить при помощи газа. Если воспользоваться специальной печкой или кузнечным горном – это будет идеально. Для вынимания изделия применяют клещи, опуская в воду ключ. Вынимать и погружать необходимо до полного потемнения губок. Это и есть технология изготовления рожкового ключа.