Шпонка представляет собой основную деталь, входящую в состав шпоночного соединения. У рассматриваемой стальной продукции имеется наличие вырезанных пазов, что является их отличительной особенностью. Вообще, они необходимы для соединения узлов. А их первостепенная функция — возможность передавать вращающий момент между узлами.
Прежде чем определять разновидности шпонок стоит отметить, что при изготовлении данного продукта используют следующие виды марок металла:
- сталь 45
- сталь 50
- сталь 60
Итак, выделяют 5 разновидностей шпонок:
- клиновая
- призматическая
- сегментная
- цилиндрическая
- тангенциальная
Далее, уже продолжим рассматривать конструкцию, назначение и применение вышеуказанных разновидностей стального материала.
Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Шпонка 3–20Х12Х120 ГОСТ 23360-78;Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели.Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы
Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.

Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Призматическая

Как мы видим по картинке, такой вид шпонки выглядит отличительно от всех, имея овальную форму. Если рассматривать ее технические особенности, то она имеет высокую степень к ржавчине. Чтобы этого не происходило, необходимо натянуть муфту и вал. Такой металлический продукт применяется в подвижных устройствах, где требуется дополнительное крепление.
А назначение призматической детали — роль в качестве предохранителя.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Шпонка 3–20Х12Х120 ГОСТ 23360-78;Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Скачать ГОСТ 23360-78
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели.Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые — используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
Зачем нужны шпонки?
Шпонки – это детали машин и механизмов, которые фиксируют вращающиеся узлы относительно друг друга, предотвращают проворачивание ступицы и вала и передают крутящий момент. С их помощью на валах и осях крепятся шкивы, зубчатые колеса, муфты, маховики, кулачки, вентиляторы и другие детали.
Несмотря на очень простую форму и конструкцию (в большинстве случаев шпонки представляют собой обычный стальной брусок), они настолько широко используются во всех сферах машиностроения, что поставщики металлопроката регулярно получают запросы от желающих купить шпонки оптом в больших количествах.
Чертеж паза по ГОСТ (ЕСКД)
Паз — это узкая и длинная прорезь.
Чертеж паза выполняется на основании ГОСТ 2.109-73 — единая система конструкторской документации (ЕСКД).
Вы можете бесплатно скачать этот простой чертеж для использования в любых целях. Например для размещения на шильдике или наклейке.
Как начертить чертеж:
Начертить чертеж можно как на листе бумаги, так и с использованием специализированных программ. Для выполнения простых эскизных чертежей особых инженерных знаний не требуется.
Эскизный чертеж — это чертеж выполненный «от руки», с соблюдением примерных пропорций изображаемого предмета и содержащий достаточные данные для изготовления изделия.
Конструкторский чертеж со всеми технологическими данными для изготовления может выполнить только квалифицированный инженер.
Для обозначения на чертеже необходимо выполнить следующие операции:
1. Начертить изображение; 2. Проставить размеры (см пример); 3. Указать технические требования к изготовлению (подробнее о технических требованиях читайте ниже в статье).
Чертить удобнее всего на компьютере. В последующем чертеж можно распечатать на бумаге на принтере или плоттере. Есть множество специализированных программ для черчения на компьютере. Как платных, так и бесплатных.
На этом изображении нарисовано как просто и быстро выполняется чертеж с помощью компьютерных программ.
Список программ для черчения на компьютере:
1. КОМПАС-3D; 2. AutoCAD; 3. NanoCAD; 4. FreeCAD; 5. QCAD.
Изучив принципы черчения в одной из программ не сложно перейти на работу в другой программе. Методы черчения в любой программе принципиально не отличаются друг от друга. Можно сказать что они идентичны и отличаются друг от друга только удобством и наличием дополнительных функций.
Технические требования:
Для чертежа необходимо проставить размеры, достаточные для изготовления, предельные отклонения и шероховатость.
В технических требованиях к чертежу следует указать:
1) Способ изготовления и контроля, если они являются единственными, гарантирующими требуемое качество изделия; 2) Указать определенный технологический прием, гарантирующий обеспечение отдельных технических требований к изделию.
Чертёж — это проекционное изображение изделия или его элемента, один из видов конструкторских документов содержащий данные для производства и эксплуатации изделия.
Чертеж это не рисунок. Чертеж выполняется по размерам и в масштабе реального изделия (конструкции) или части изделия. Поэтому для выполнения чертежных работ необходима работа инженера, обладающего достаточным опытом в производстве чертежных работ (впрочем для красивого отображения изделия для буклетов вполне возможно понадобится услуга художника, обладающего художественным взглядом на изделие или его часть).
Рисунок — это художественное изображение на плоскости, созданное средствами графики (кисть, карандаш или специализированная программа).
Чертеж может быть как самостоятельным документом, так и частью изделия (конструкции) и технических требований, относящиеся к поверхностям, обрабатываемым совместно. Указания о совместной обработке помещают на всех чертежах, участвующих в совместной обработке изделий.
Подробнее о чертежах, технических требованиях к оформлению и указанию методов изготовления смотрите в ГОСТ 2.109-73. Перечень стандартов для разработки конструкторской документации смотрите здесь.
Информация для заказа чертежей:
В нашей проектной организации Вы можете заказать чертеж любого изделия (как детали, так и сборки), в составе которого будет чертеж паза, как элемент конструкторской документации изделия в целом. Наши инженеры-конструкторы разработают документацию в минимальные сроки в точном соответствии с Вашим техническим заданием.
Шпоночные соединения
Служат для передачи крутящего момента от вала к ступице или наоборот. Наибольшее распространение получили ненапряженные шпоночные соединения, в которых окружное усилие воспринимается боковыми поверхностями шпонок
Призматические и сегментные шпонки стандартизованы и подбираются по таблицам ГОСТ в зависимости от диаметра вала. Длина шпонок рассчитывается. Материал шпонок — Сталь 45, Сталь 50, для призматических шпонок — чистотянутая по профилю. Как правило, применяют лишь одну шпонку вследствие трудности пригонки нескольких (не более двух)
Расчет ненапряженных шпоночных соединений
Для упрощения расчета предполагается равномерная эпюра распределения нагрузок на боковую поверхность шпонки (хотя в действительности она неравномерна). Шпонки рассчитываются на смятие и срез от действующего по диаметру вала окружного усилия
где h, b, l — высота, ширина и длина шпонки;
см, — допускаемые напряжения смятия и среза
Длина шпонки выбирается по более опасному напряженному состоянию
Соединения шпоночные с призматическими шпонками по ГОСТ 23360
Основные размеры шпонок и сечений пазов
| Диаметр вала d, мм | Ширина шпонки b | Высота шпонки h | Радиус закругления или фаска Sх45° | Глубина паза вала t1 | Глубина паза ступицы t2 |
| св. 12 до 17 | 5 | 5 | 0,16 — 0,25 | 3,0 | 2,3 |
| св. 17 до 22 | 6 | 6 | 0,16 — 0,25 | 3,5 | 2,8 |
| св. 22 до 30 | 8 | 7 | 0,16 — 0,25 | 4,0 | 3,3 |
| св. 30 до 38 | 10 | 8 | 0,25 — 0,4 | 5,0 | 3,3 |
| св. 38 до 44 | 12 | 8 | 0,25 — 0,4 | 5,0 | 3,3 |
| св. 44 до 50 | 14 | 9 | 0,25 — 0,4 | 5,5 | 3,8 |
| св. 50 до 58 | 16 | 10 | 0,25 — 0,4 | 6,0 | 4,3 |
| св. 58 до 65 | 18 | 11 | 0,25 — 0,4 | 7,0 | 4,4 |
| св.65 до 75 | 20 | 12 | 0,4 — 0,6 | 7,5 | 4,9 |
| св. 75 до 85 | 22 | 14 | 0,4 — 0,6 | 9,0 | 5,4 |
| св. 85 до 95 | 25 | 14 | 0,4 — 0,6 | 9,0 | 5,4 |
| св. 95 до 110 | 28 | 16 | 0,4 — 0,6 | 10,0 | 6,4 |
| св. 119 до 130 | 32 | 18 | 0,4 — 0,6 | 11,0 | 7,4 |
Ряд длин шпонок: 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280
Пример условного обозначения шпонки исполнения 1 по ГОСТ 23360-78 b = 18мм, h = 11мм, l = 70мм: Шпонка 18×11×70 ГОСТ 23360-78 То же, исполнение 2: Шпонка 2-18×11×70 ГОСТ 23360-78
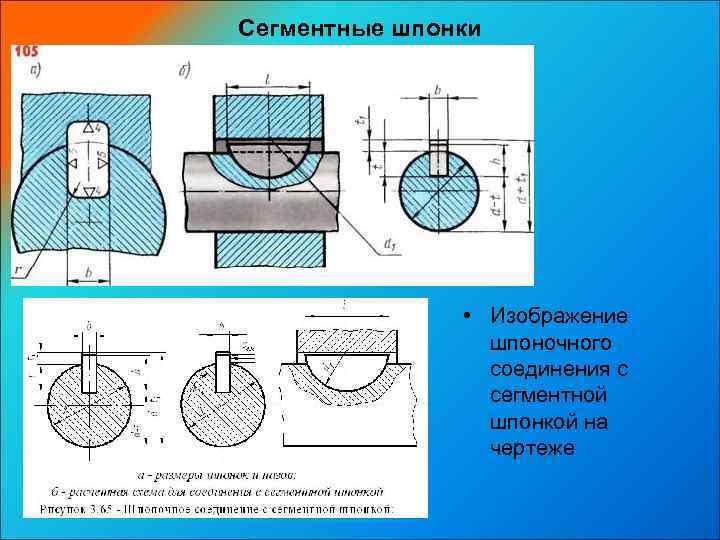
Соединения шпоночные с сегментными шпонками по ГОСТ 24071
| Диаметр вала d, мм | Сечение шпонки bxhxD | Длина шпонки l | Глубина паза вала t1 | Глубина паза ступицы t2 | r или Sх45° | r1 или S1х45° |
| св. 12 до 14 | 4х6; 5х16 | 15,7 | 5,0 | 1,8 | 0,25 — 0,4 | 0,16 — 0,25 |
| св.14 до 16 | 4х7; 5х19 | 18,6 | 6,0 | 1,8 | 0,25 — 0,4 | 0,16 — 0,25 |
| св. 16 до 18 | 5х6; 5х16 | 15,7 | 4,5 | 2,3 | 0,25 — 0,4 | 0,16 — 0,25 |
| св. 18 до 20 | 5х7; 5х19 | 18,6 | 5,5 | 2,3 | 0,25 — 0,4 | 0,16 — 0,25 |
| св. 20 до 22 | 5х9х22 | 21,6 | 7,0 | 2,3 | 0,25 — 0,4 | 0,16 — 0,25 |
| св. 22 до 25 | 6х9х22 | 21,6 | 6,5 | 2,8 | 0,25 — 0,4 | 0,16 — 0,25 |
| св. 25 до 28 | 6х10х25 | 24,6 | 7,5 | 2,8 | 0,25 — 0,4 | 0,16 — 0,25 |
| св. 28 до 32 | 8х11х28 | 27,3 | 8,0 | 3,3 | 0,4 — 0,6 | 0,25 — 0,4 |
| св. 32 до 38 | 10х13х32 | 31,4 | 10,0 | 3,3 | 0,4 — 0,6 | 0,25 — 0,4 |
| св. 38 до 44 | 12х19х65 | 59,1 | 16,0 | 3,3 | 0,4 — 0,6 | 0,25 — 0,4 |
Пример условного обозначения шпонки исполнения 1 по ГОСТ 24071-80 сечением b × h = 5 × 6,5 мм : Шпонка 5×6,5 ГОСТ 24071-80 То же, исполнения 2 сечением b х h1 = 5 х 5,2 мм Шпонка 2-5×5,2 ГОСТ 24071-80
Rimoyt.com
Шпоночные соединения. Виды шпонок: призматические, сегментные, клиновые
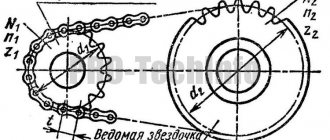
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки, маховика и т.д.). Шпонка – деталь, соединяющая вал и ступицу. Она служит для передачи вращающего момента от вала к ступице или наоборот.
Шпоночное соединение: вал, ступица, призматическая шпонка
Достоинствами шпоночного соединения являются простота конструкции, низкая стоимость, удобство сборки-разборки, вследствие чего их широко применяют во всех отраслях машиностроения. К недостаткам шпоночного соединения можно отнести ослабление вала и ступицы шпоночными пазами. Шпоночный паз не только уменьшает поперечное сечение, но и вызывает значительную концентрацию напряжений. Шпоночные соединения не рекомендуют для быстроходных динамически нагруженных валов.
Шпоночные соединения можно разделить на две группы: ненапряженные и напряженные. К ненапряженным относят соединения призматическими и сегментными шпонками, к напряженным – соединения клиновыми шпонками.
Шпонки стандартизованы: — призматические шпонки – ГОСТ 23360-78 — сегментные шпонки – ГОСТ 24071-97 — цилиндрические шпонки (штифты) – ГОСТ 3128-70, ГОСТ 12207-79 — клиновые шпонки – ГОСТ 24068-80 — тангенциальные клиновые шпонки – ГОСТ 24069-97, 24070-80
В машиностроении наибольшее распространение нашли ненапряженные неподвижные шпоночные соединения как более простые в изготовлении, клиновые шпонки применяются редко.
Шпонки: призматические, сегментные, клиновые
Шпоночное соединение призматической шпонкой
Призматические шпонки применяют для неподвижных и подвижных соединений. В случаях, когда ступица должна перемещаться вдоль вала, устанавливают направляющие или скользящие призматические шпонки. Шпоночные пазы на валах выполняют фрезерованием дисковой (предпочтительнее, так как быстрее и точнее) или концевой фрезой, в ступицах – протягиванием или долблением. Концы призматических шпонок могут скругленными или плоскими (на рисунке).
Призматические шпонки
Призматические шпонки вставляют в паз вала с натягом (рабочие грани — боковые), а в паз ступицы по посадке с зазором.
Сегментные шпонки можно считать разновидностью призматических шпонок. Глубокая посадка шпонки обеспечивает ей более устойчивое положение по сравнению с призматической шпонкой, однако глубокий паз также и значительно ослабляет вал, поэтому сегментные шпонки применяют, в основном, для закрепления деталей на малонагруженных участках вала.
Клиновые шпонки представляют собой клинья обычно с уклоном 1:100. В отличие от призматических и сегментных шпонок у клиновых шпонок рабочими являются широкие грани, а на боковых гранях имеется зазор. Клиновые шпонки создают напряженное соединение, способное передавать вращающий момент, осевую силу и ударные нагрузки. Однако клиновые шпонки вызывают радиальные смещения оси ступицы по отношению к оси вала на величину радиального посадочного зазора и контактных деформаций, а следовательно, увеличивают биение установленной детали. Поэтому область применения клиновых шпонок в настоящее время невелика. В точном машиностроении и в ответственных соединениях их не используют.
Виды шпонок: призматическая, сегментная, клиновая
Призматические шпонки. Расчет на срез и смятие
Момент с вала на ступицу передается боковыми гранями шпонки. На этих боковых гранях возникают напряжения смятия см, а в продольном сечении шпонки – напряжения среза ср. Сечение шпонки подбирают по известному диаметру вала d из стандарта, а длину принимают на 5…10 мм меньше длины ступицы. Затем проверяют прочность соединения на смятие по формуле: , где Ft — окружная сила, Н; Aсм — площадь смятия, мм2; Mk — крутящий момент, Н х м; d – диаметр вала, мм; k – глубина врезания шпонки в ступицу, мм; h – высота шпонки, мм; t1 – глубина паза на валу, мм; lp – расчетная длина шпонки, мм; [см] – допускаемые напряжения смятия, МПа.
На срез стандартные шпонки не проверяют, так как размеры поперечного сечения b и h подобраны таким образом, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. При необходимости проверки на срез используют следующую формулу: , где b – ширина шпонки, мм; [ср] – допускаемое напряжение на срез, МПа. В тех случаях, когда одна шпонка не может передать заданного момента, устанавливают две или три шпонки. Однако, следует учитывать, что установка нескольких шпонок связана с технологическими затруднениями, а также ослабляет вал и ступицу. Поэтому многошпоночные соединения практически не применяют. Их заменяют зубчатыми соединениями.
Материал шпонок
Стандартные шпонки изготовляют из конструкционной углеродистой стали с пределом прочности не менее 500 МПа. Чаще всего применяют стали марок Ст6; 45; 50; 60. Значение допускаемых напряжений смятия зависит от режима работы, прочности материалов вала и ступицы, типа посадки ступицы на вал — в пределах [см] = 60…150 МПа (меньшие значения для чугунных ступиц и при неравномерной и ударной нагрузке, большие – для стальных ступиц).
Условное обозначение
В условном обозначении призматической шпонки указывают номерисполнения (кроме исполнения 1), размеры поперечного сечения bхh, длину шпонки l и номер стандарта. Призматическая шпонка исполнения 1 (скругленная с двух сторон) и размерами b = 8 мм, h = 7 мм, l = 18 мм:
Шпонка 8х7х18 ГОСТ 23360-78.
Размеры шпоночного материала
При производстве проводится учет размеров шпоночного материала. В большинстве случаев на производственную площадку поставляется пруток. Длина его может составлять около 1000 миллиметров, в некоторых случаях выпуск проводится под заказ. Наиболее распространены следующие размеры шпонки:
- 4×4.
- 5×5.
- 22×22.
- 25×25.
- 32×18.
- 40×40.
На момент выпуска продукта проводится контроль качества при применении несколько различных методов, среди которых также визуальный осмотр.
От области применения рассматриваемого изделия во многом зависит и форма. Выделяют следующие виды:
- Клиновые.
- Призматические.
- Сегментные.
- Тангенциальные.
- Цилиндрические.
Сталь характеризуется достаточно высокой податливостью к механической обработке. В большинстве случае изделие получают из заготовки, в качестве которой выступает пруток.
Материал и напряжение
Для изготовления стандартизированного соединителя применяется среднеуглеродистая чистотянутая сталь. Основными марками стали являются Ст6, Ст45, Ст50. Применяемая сталь должна иметь напряжение смятия не менее 600 МПа. Эта величина во многом зависит от материала, из которого изготовлена ступица двигателя или машины. В основном, для производства ступицы применяется сталь. Реже используется чугун. Если ступица выполнена из стали, то при неподвижном соединении напряжение может быть в пределах от 150 до 210 МПа. У чугунной ступицы этот показатель составляет от 90 до 120 МПа. Если нагрузка постоянная, то напряжение может быть увеличено.
Напряжение в шпонке на линии среза должно находится в пределах с 70 до 120 МПа. Увеличенные напряжения могут допускаться, если нагрузка является постоянной
Выходной вал редуктора под шпоночное соединение изготавливается из стали. Он может быть односторонний или двусторонний. Двусторонний устанавливается в том случае, когда передача крутящего момента от редуктора проводится на две машины. При необходимости, вторая машина может быть отсоединена и работать только одна сторона. Или можно установить односторонний вал.
Разновидности
Главным критерием выбора призматической шпонки является то, для какого виды соединений она предназначена.
В том случае, если соединение неподвижное, используют закладные призматические шпонки. В подвижных соединениях применяют направляющие или скользящие призматические шпонки. Использование направляющих актуально, когда движение ступицы происходит по продольной оси с валом, при этом она проскальзывает по самому пазу. Скользящий тип подразумевает жесткое закрепление в паз и движение вдоль него.
На производстве изготовление шпонок всех типов должно быть выполнено по соответствующим ГОСТам. Данные документы содержат рекомендуемые размеры для изделий в соответствие со стандартными размерами валов.
В случаях, когда вал или шпиндель имеет нестандартный диаметр, следует проводить подробный расчет допусков и посадок для паза.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Понятие шпонки
Соединительный узел состоит из вала, ступицы и самой шпонки. Соединительным элементом двигателя и машины может быть ступица колеса, звездочка, шестеренки или другая деталь.
Шпонка — это металлический брус, который устанавливается в соединительные пазы входного или выходного валов и ступицу двигателя или машины. Она предназначена для передачи силы вращения со ступицы двигателя на валы редуктора, с них — на ступицу машины.
Для изготовления паза под соединитель, применяют дисковую или концевую фрезу. Паз в ступице изготавливают методом протягивания резца.
Типы шпонок, их размеры, формы и варианты установки определены соответствующими стандартами и нормативами.
Дополнительные требования, отражающие потребности экономики страны
А.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок — чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
A.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу R
.
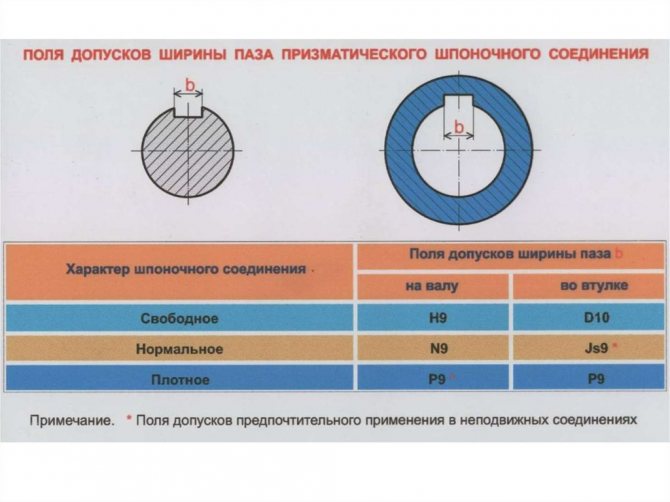
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза b
должны соответствовать полям допусков для вала — Н9, для втулки — D 10.
А.6 Допускаются для ширины паза b
вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11, размера ширины паза втулки — D 10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109 — ГОСТ 24111 ; ГОСТ 24115 — ГОСТ 24117 ; ГОСТ 24119 ; ГОСТ 24120 .
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо t
1 на рабочем чертеже номинальный размер для вала
d
—
t
1 с предельным отклонением для
t
1 по таблице 2 и для втулки вместо
t
2 размер
d
—
t
2 с предельным отклонением для
t
2 по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
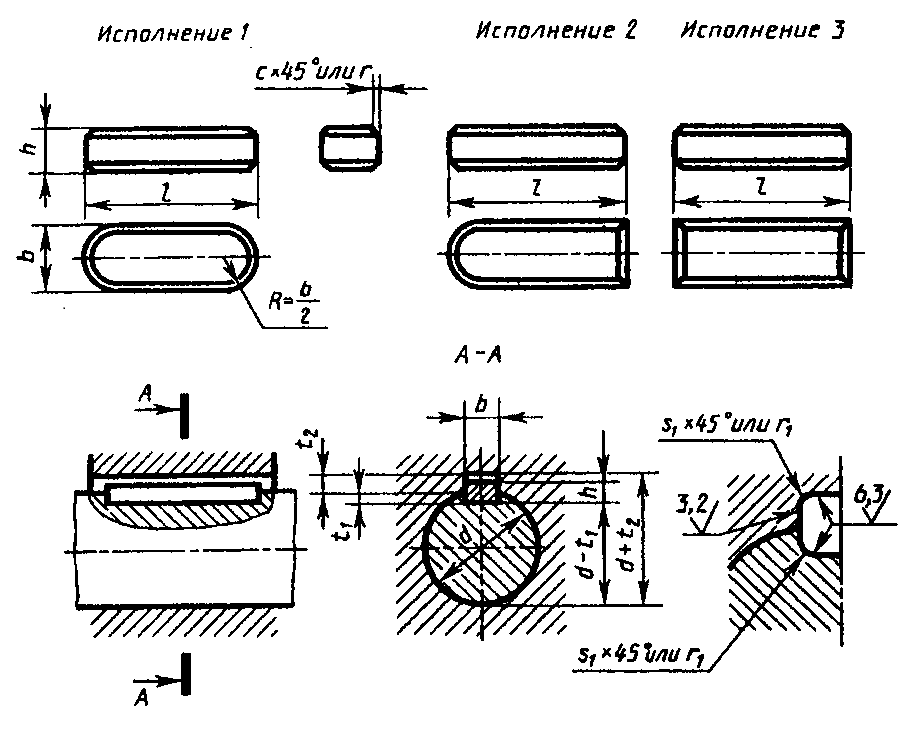
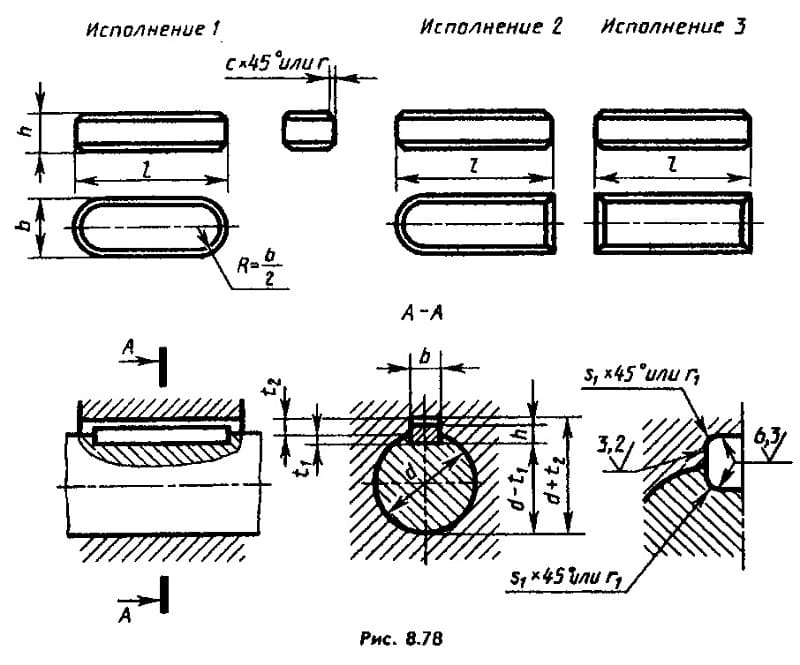
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 | 2,3 2,8 | +0,1 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 | 3,3 3,3 | +0,2 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
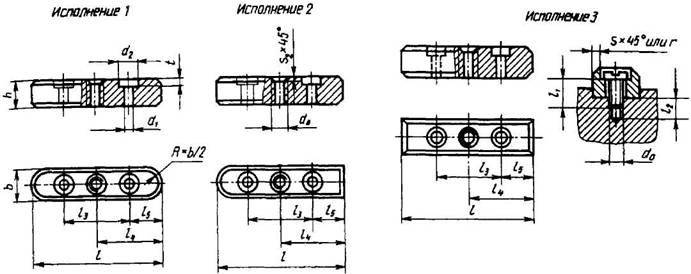
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
Сегментные шпонки по ГОСТ 8786-68.
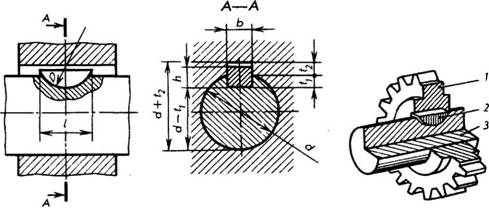
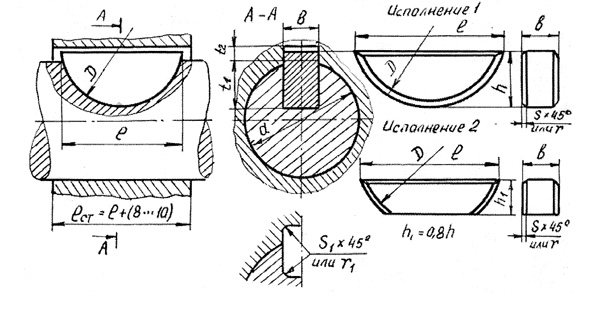
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |
Шлицевые соединения
Зубчатый вал – деталь цилиндрической формы, по наружной поверхности которого равномерно расположены впадины (шлицы). Между впадинами находятся зубья. Зубья входят во впадины насаживаемой детали, образуя зубчатое (шлицевое) соединение.
Профили зубьев и впадин бывают прямобочными, эвольвентными (боковые стороны профиля зуба очерчены эвольвентой) и треугольными.
Согласно ГОСТ 2.409–74 зубчатые поверхности валов и отверстия соединяемых с валами деталей вычерчивают упрощенно.
На рис. 9.22, а
показано упрощенное изображение вала с зубчатым участком. Образующие цилиндра впадин должны пересекать линию границы фаски и проходить по ее изображению. При изображении вала в продольном разрезе образующие цилиндра впадин показывают сплошной основной линией, а зубья условно совмещают с плоскостью чертежа и показывают нерассеченными (рис. 9.22,
а
).
На изображении торца зубчатой части вала показывают профиль только одного зуба и двух впадин; окружность, ограничивающую выступы, изображают сплошной основной линией. Дугу окружности, ограничивающей впадины, изображают сплошной тонкой линией (рис. 9.22, б
), фаску на этом виде не показывают. При необходимости допускается изображать большее число зубьев и впадин.
Рис. 9.22.
Шлицевые поверхности:
а, б –
на стержне,
в
– в сечении;
г, д
– в отверстии;
е, ж
– эвольвентные
В сечениях, перпендикулярных оси зубчатой части вала (рис. 9.22, в
), вычерчивают один зуб и две впадины и также проводят дугу окружности впадин.
Если детали, имеющие зубчатые отверстия, вычерчивают в продольном разрезе, впадины условно совмещают с плоскостью чертежа (рис. 9.22, г). На изображении торца зубчатого отверстия показывают профиль одного зуба и двух впадин, дугу окружности впадин проводят сплошной тонкой линией (рис. 9.22, д
).
Все рассмотренные выше правила применяют и при изображении деталей зубчатых соединений эвольвентного и треугольного профилей. Чертежи этих деталей дополняют изображениями образующих делительных цилиндров (рис. 9.22, е
) и делительных окружностей (рис. 9.22,
ж
), которые вычерчивают тонкими штрихпунктирными линиями.
Применяют три способа центрирования отверстия детали на валу при зубчатом соединении прямоблочного профиля: по внутреннему диаметру, по наружному диаметру и по боковым сторонам зубьев.
Зубчатые шлицевые соединения можно представить себе как многошпоночные. Пример шлицевого соединения двух деталей показан на рис. 9.23.
Рис. 9.23.
Шлицевое соединение
Обозначаются шлицевые соединения на сборочных чертежах следующим образом:
• соединения с числом зубьев z = 8, внутренним диаметром d
= 36 мм, наружным диаметром/) = 40 мм, шириной зуба
b
= = 7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования и по размеру :
• то же, при центрировании по наружному диаметру с посадкой по диаметру центрирования и по размеру :
• то же, при центрировании по боковым сторонам:
§ 33. Чертежи шпоночных и штифтовых соединений
Гост 29175-91
33.1. Изображение шпоночных соединений. Одно из наиболее распространенных разъемных соединений деталей — шпоночное (см. рис. 209).
Шпонка предназначена для соединения вала с посаженной на него деталью: шкивом, зубчатым колесом, маховиком и др.
Чтобы шкив вращался вместе с валом, в них прорезают пазы (шпоночные канавки), в которые закладывают шпонку.
Рис. 222. Детали шпоночного соединения
На рисунке 222 даны наглядные изображения деталей шпоночного соединения. Стрелками показано, как они соединяются. На наглядном изображении соединения призматической шпонкой (рис. 223) втулка показана в разрезе, чтобы ясно была видна шпонка. На полках линий-выносок нанесены цифры. Они соответствуют номерам, которые присвоены деталям.
Рис. 223. Соединение шпонкой
Чертежи деталей, входящих в соединение, приведены на рисунке 224, а сборочный чертеж — на рисунке 225. Заметьте, что на сборочном чертеже шпонка показана нерассеченной. Как вам известно, так поступают в том случае, когда секущая плоскость проходит вдоль сплошной (непустотелой) детали.
Рис. 224. Чертежи деталей шпоночного соединения
На чертеже соединения призматической шпонкой показывают небольшой промежуток — зазор между верхней плоскостью шпонки и дном канавки во втулке.
Рис. 225. Сборочный чертеж шпоночного соединения: 1 — вал; 2 втулка; 3 — шпонка
Каждая шпонка на сборочном чертеже имеет условное обозначение. Например, запись Шпонка 12х8×60 означает, что призматическая шпонка имеет следующие размеры: ширина 12 мм, высота 8 мм, длина 60 мм. Запись Шпонка сегм. 8×15 читают так: шпонка сегментная, толщина 8 мм, высота 15 мм. Так как размеры шпонок стандартизованы, то, следовательно, стандартизованы форма и размеры шпоночных канавок (пазов) на вале и во втулке. Выбирают эти размеры в зависимости от диаметра вала, входящего в соединение.
В таблице 4 (выписки из ГОСТ 23360—78) указаны диаметр D вала, соответствующие ему размеры шпонок (ширина b, высота h) и глубина шпоночных пазов (t для вала, t1 для втулки).
Таблица 4. Шпонки призматические (в мм)
Например, диаметр вала равен 18 мм. Пользуясь таблицей, находим размеры шпонки. Ее ширина б = 6 мм, высота h=6 мм. Длину шпонки l выбирают в необходимых пределах. Возьмем ее равной 30 мм. Глубина паза на валу t = 3,5 мм, глубина паза во втулке t1 =2,8 мм.
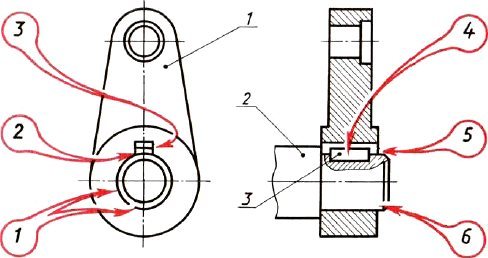
Рис. 226. Чертеж для чтения
- Пользуясь таблицей 4, напишите, какие размеры будут иметь шпонка и пазы соединения призматической шпонкой, если диаметр вала 42 мм.
- На рисунке 226 изображено соединение рычага (дет. 1) с валом (дет. 2) при помоши шпонки (дет. 3). Ответьте на вопросы: Что означают две концентрические окружности, указанные цифрой 1 (в кружке)?
- Что означают две горизонтальные линии, между которыми проходит стрелка цифры 3 (в кружке)?
- К каким деталям относится поверхность, обозначенная цифрой 2 (в кружке)?
- Почему поверхности, обозначенные цифрами 4 и 5 (в кружках), не заштрихованы? К каким деталям они относятся?
- К какой детали относится поверхность, обозначенная цифрой 6 (в кружке)?
33.2. Изображение штифтовых соединений. На рисунке 209 показан штифт Н, препятствующий смещению деталей, скрепленных винтом.
Чертежи штифтов цилиндрических и конических приведены на рисунке 227.
Рис. 227. Чертежи штифтов
На рисунке 228 показано наглядное изображение, а на рисунке 229 сборочный чертеж штифтового соединения. Штифт (дет. 3) находится в отверстии, одновременно просверленном в корпусе (дет. 1) и в вале (дет. 2).
Рис. 228. Наглядное изображение соединения штифтом
Заметьте, что на сборочных чертежах штифты в разрезе показывают, как и другие непустотелые детали, нерассеченнымн, если секущая плоскость проходит вдоль их оси.
Рис. 229. Сборочный чертеж соединения
В обозначение штифта входит его название, размеры и номер стандарта, например: Штифт цилиндрический 5×30. Это значит, что цилиндрический штифт имеет следующие размеры: диаметр 5 мм, длина 30 мм.
Запись Штифт конический 10х70 означает, что у конического штифта меньший диаметр 10 мм, а длина 70 мм.
Соединение штифтом иногда применяют, чтобы предотвратить продольное перемещение деталей, соединенных шпонкой (рис. 230).
Рис. 230. Чертеж для чтения
Рассмотрите чертеж (рис. 230) и ответьте на вопросы:
- Сколько деталей входит в соединение?
- Почему детали 3 и 4 не заштрихованы?
- Каковы размеры детали 3, если она имеет такое обозначение «Шпонка 14х9х35». Выполните ее чертеж и технический рисунок (см. рис. 224).
Проектные рекомендации
В процессе проектирования необходимо соблюдать ряд рекомендаций:
- для одного валового элемента желательно использовать одинаковые по сечению, а лучше, и по длине ш., ориентиром служит меньший по сечению вал;
- при небольшом вращающем моменте желательно монтировать ш. меньшего сечения, по отношению к размерам сечения вала, чем это указано в госстандарте;
- если есть несколько шпоночных пазов, то их размещают на одной образующей;
- если необходимо монтировать две сегментные ш., то их устанавливают вдоль вала в одном пазовом углублении ступицы. Если установить несколько ш. в одном соединении, то это ослабит сцепление. Если есть такая необходимость, то лучше использовать шлицевое (зубчатое) сцепление.
- лучше избегать шпоночное сцепление при тонкостенных полых валах.
Допуски шпоночных соединений
Данное определение является немалозначимым. Для обеспечения качества работы назначают допуски шпоночных соединений
Это важно знать. Определяет шпоночные соединения ГОСТ 2.308–79 «Единая система конструкторской документации
Указание на чертежах допусков формы и расположения поверхностей». Это соответствующая документальная база.
Числовые параметры допусков расположения устанавливают с учетом следующих соотношений: Т (пар) = 0,6 Т (ш); Т (сим0) = 4,0 Т (ш).
Где указанные обозначения предусматривают:
— Т (ш) – допуск ширины паза шпоночного b.
— Т (пар) – указанный параметр параллельности.
— Т (сим) – значение допуска симметричности в диаметральном выражении.
Полученные расчетные параметры данных определений приближают к стандартным. Ориентируются для этого на ГОСТ 24643.