Конструкция и принцип работы фрезерного станка ВМ127МФ1 с УЦИ:
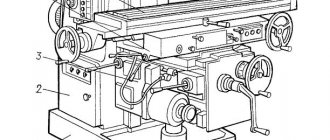
подачи стола могут осуществляться вручную или механически, при этом линейки УЦИ считывают перемещение стола и передают всю информацию на дисплей. Износ инструмента или направляющих стола не влияет на точность передачи данных. Шпиндель имеет вертикальное направление и возможность наклона. Консоль подразумевает движение стола в продольном, поперечном и вертикальном направлении. Размеры – 400*1600мм, наибольшие параметры среди промышленных станков. Наклон вертикальной головки станка ВМ127МФ1 с УЦИ позволяет фрезеровать детали под различными углами, при использовании дополнительной оснастки, это поворотные столы, делительные головки, можно изготавливать шестерни, наклонные зубья колес, пазы. К плюсам станка вертикально-фрезерного ВМ127МФ1 с УЦИ относится жесткий мощный привод: узлы чугун, передачи шестерёнчатые, позволяющий обрабатывать легированные сплавы, чугунные заготовки с высокой точностью. Для долговечности всех узлов на фрезерном станке имеется система подачи смазки. Для обработки тяжелых заготовок без изменения точности рабочий стол движется по П-образным направляющим. Все необходимые органы управления станка (включение двигателя, механических подач, подачи шпинделя и зажим инструмента) располагаются на лицевой части станка. Сам блок УЦИ с основными командами крепится на кронштейне, который выносится право от рабочей части станка. Через коробку фрезерного станка ВМ127МФ1 с УЦИ передается 18 скоростей на шпиндель. При цикличной обработке заготовок подключается ускоренный ход стола, устройство срабатывает при возвратном перемещении. При серийной обработке деталей рекомендуется включение подачи СОЖ, она поступает от собственного небольшого двигателя через насос в рабочую зону фрезерования. Класс точности фрезерной обработки консольно-фрезерного станка ВМ127МФ1 с УЦИ – П по ГОСТ 8-82, повышенный.
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.
Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически;
- надежность агрегата в тяжелых эксплуатационных условиях;
- наличие сервоконтролерного привода подач, имеющего обратную связь;
- наличие возможности оснастить аппарат устройством цифровой индикации;
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода;
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа;
- защитная муфта от перегрузок;
- упоры подачи, выключающие рабочие элементы агрегата;
- система блокирования включения подач;
- блокировка ручной и механической подач;
- система, осуществляющая торможение шпинделя.
Технические характеристики консольного вертикально-фрезерного станка ВМ127МФ1 с УЦИ:
| Параметры рабочего стола: | |
| Размеры, мм | 400*1600 |
| Ход: | |
| — продольный, мм | 1010 |
| — поперечный, мм | 320 |
| — вертикальный, мм | 420 |
| Т-образные пазы стола, шт | 3 |
| Высота от торца шпинделя до стола, мм | до 500 |
| Вылет шпинделя от направляющих, мм | 420 |
| Шпиндель станка | 50 |
| Ход пиноли, мм | 80 |
| Наклон вертикальной головки, гр | ±45 |
| Всего скоростей подач стола, шт | 18 |
| Механическая подача стола, мм/об | 25 – 1 250 |
| Ускоренный ход стола, м/мин | 3 |
| Вес заготовки, кг | 800 |
| Класс точности по ГОСТ 8-82 | П |
| Лимб подачи, мм | 0,05 |
| Скорость вращения шпинделя, об/мин | 40 – 2000 |
| Мощность основного двигателя, кВт | 11,0 |
| Общая мощность станка, кВт | 16,0 |
| Габариты ВМ127МФ1 с УЦИ, м | 2,6*2,3*2,4 |
| Вес ВМ127МФ1 с УЦИ, кг | 4 300 |
Электрическое оборудование аппарата
Для электрооборудования станка характерно следующее описание:
- напряжение постоянного тока — 65 В;
- общая сила тока от трех двигателей станка — 20 А;
- напряжение локального освещения — 24 В;
- напряжение переменного тока — 110 В;
- значение тока для предохранителей и выключателя — 63 А.
Установка для фрезерования ВМ 127М, пришедшая на смену устаревшей модели ВМ 127, оснащена 5 выключателями:
- вводным;
- блокирующим подачи в процессе зажима фрезы;
- запуска привода подач импульсного типа, когда оператор станка изменяет скорость его работы;
- отключающим охлаждающий насос;
- выключающим привод рабочего стола.
Модель 127М содержит специальные пускатели:
- запускающие торможение шпинделя;
- фиксирующие время остановки и включения шпинделя;
- фиксирующие показатель торможения шпинделя;
- подключающие напряжение в 380 В к электрическому двигателю и насосу станка;
- запускающие быстрый ход;
- регулирующие включение привода.
Для электрического оборудования характерно трехфазное питание. Вторичные источники питаются от переменного (110 В) и постоянного напряжения в 56 В.
Указанный станок фрезерный имеет два пульта управления: передний и боковой. На переднем пульте запускаются задачи:
- остановка шпинделя;
- включение шпинделя;
- перемещение подач в ускоренном темпе;
- запуск функции аварийного выключения.
Боковой пульт оснащен режимами:
- выключения при аварии;
- включения насоса для охлаждения;
- зажимания и разжимания фрезы;
- импульсного включения шпинделя.
Описание схемы электрической принципиальной.
Источник питания — трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников:
- а) переменного тока — 24В, 110В;
- б) постоянного тока — 56В.
Работа составных частей электрооборудования.
Работа станка в наладочном режиме.
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) ycтановить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4 который подает напряжение на двигатель механизма зажима инструментаМ4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончание зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1 который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим»
удерживать рукой. При этом срабатывают пускатели КМ5Л. Пускатель КМ5.3 подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжим
инструмента контролируется визуально. ^ч
Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1и реле времени КТ1 и КТ2 Пускатель КМ1 подает напряжение 380В на двигатель М1, a КТ2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя.
Дея выключения шпинделя необходимо нажать кнопку SB4. отключаются пускателем КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2 который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5.6 с замыкающие контакты реле времени КТ2 выключают пускатель КТ2 а К2 соответственно отключит динамическое торможение шпинделя.
Включение насоса охлаждения.
Насос охлаждения включается переключателем Q§2. 380В подается на двигатель
М2 при включенном шпинделе.
Аварийное выключение станка.
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станка.
Примечание. Для повторного включения станка необходимо:
- 1. кнопку SB1 (SB2) установить в исходное положение;
- 2. произвести зажим инструмента.
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Мl кнопкой SB5, двигателя подачи МЗ выключает SQ3.
Электропривод подач представляет собой электромеханическую систему. Включения и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQS,
SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатия кнопки SВ9, включается пускатель К3 и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Регулировка пели торможения шпинделя.
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1иКТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным.
Для проведения регулировки необходимо:
подать питание на станок;
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает 1 сек., повернуть регулятор реле времени KT1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2срабатывает менее , чем 1 сек. после отключения шпинделя тогда регулятор КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. выключить шпиндель станка одновременно с нажатием кнопки SB4 запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не должно быть более 6 секунд.
Доставка запчастей к станку ВМ-127
Доставка осуществляется транспортными компаниями ? по РФ и странам СНГ. По согласованию с заказчиком возможно выбрать нужную ТК. Поломка и ремонт станка всегда означает остановку производства. Мы стремимся сокращать простой оборудования и обеспечить быструю доставку. Работа над заказом начинается с момента получения заявки. Если запчасть для станка есть на складе – срок её отправки минимальный. До терминала отправки из нашего города заказ доставляется бесплатно ?. Получить консультацию и оформить заявку на покупку запчастей для фрезерного станка ВМ-127 можно по телефонам ?, указанным в контактах.
Преимущество заказа запчастей в у нас
Мы производим запчасти для металлообрабатывающих станков более 20 лет. Наши специалисты накопили уникальный опыт производства деталей. Мы предлагаем как отдельные узлы, так и самые востребованные части к фрезерному станку ВМ-127, выполняем капитальный ремонт и профилактические работы, в т.ч. с выездом к заказчику. Наши преимущества ?:
- ✅ Качество запчастей. Производство деталей контролируется на всех этапах, по окончанию производственного процесса принимается ОТК.
- ✅ Наличие серьёзного складского запаса на самые востребованные детали и узлы. Опыт производственной деятельности позволяет нам прогнозировать расходные детали и обеспечивать наших заказчиков максимально быстро.
- ✅ Вся отгружаемая продукция сопровождается заводской документацией.
- ✅ Мы гарантируем оперативную отправку и качественную упаковку заказа.
- ✅ Так как наше предприятие – это производитель, то нужные запчасти заказчик получает по «заводской», самой низкой цене, которая не включает услуги посредника.
- ✅ На детали даётся гарантия. Мы стремимся к повышению качества и каждый гарантийный случай – это повод скорректировать наш производственный процесс и улучшить продукцию.
При заказе наши специалисты ?? окажут консультационные услуги и проведут подбор деталей, необходимых для ремонта фрезерного станка ВМ-127. Мы располагаем всеми возможностями для изготовления необходимой детали или оснастки по чертежам заказчика.
Votkinski Zavod BM127M Вертикальный станок
Этот сайт использует куки. Продолжая просматривать Exapro, вы соглашаетесь использовать куки на нашем сайте.
Меню
- Home
- Купить Электроника 108
- Машины для приготовления пищи 3448
- Металл — литейное производство / прессы 1497
- Металл — станки 10307
- Металл — листовой металл 4441
- Другое промышленное оборудование 2527
- Упаковка — кондиционирование 3881
- Фармацевтическая — Химическая 2169
- Пластик — резина 2648
- Печатные машины
. Вертикальный фрезерный станок4h 5h Фрезерный станок револьверный фрезерный станок
0 штук выбрано, всего
Посмотреть детали
Стоимость доставки: Зависит от количества заказа. Время выполнения: 30 дней после получения оплаты Персонализация:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)
Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше
Образцы: 3 170,00 $ / комплект, 1 комплект (минимальный заказ): Купить образцы , New Ce, Iso Вертикально-расточной станок с цилиндрической головкой Bm200
NEW CE, ISO Сверлильно-фрезерный станок с цилиндрической головкой ISO BM200
Вертикально-фрезерно-расточный станок BM200 сочетает в себе все функции и простую работу традиционной сверлильно-фрезерной машины с цилиндрической головкой и простой в эксплуатации Система управления SJMC EasyTouch. Благодаря совместной работе стандартного механического маховика и электронного маховика легко может быть выполнена расточка корпуса цилиндра и обработка плоскости фрезерования.С превосходной системой EasyTouch даже новая рука может легко научиться управлять машиной.
BM200 особенно подходит для точной работы переоборудованного двигателя: расточка, фрезерование, обработка ступенчатых отверстий, обработка канавок ….. гарантирует высокую стабильность всей обработки
Особенность:
1. шпиндель с расточным резцом может направленно запускать и останавливать расточку
2.Точное управление нулевым набором оси Z
3. Точность повторного позиционирования оси Z ≤ 0,005 мм
4. QuickChange — шпиндель
5. Одностороннее включение расточки 1,2 мм
6. Дополнительный 3-осевой УЦИ.
Характеристика:
1. Операционная система EasyTouch
Левое и правое движение стола, подъем и опускание шпинделя, а также вращение Все шпиндели приводятся в движение серводвигателем, который, комбинируя со специальной системой EasyTouch, обеспечивает точное числовое управление движением трех осей на всей машине.
2. Малый размер для выдачи высокого крутящего момента
BM160 имеет компактную конструкцию, с рабочей площадью 1,5 м 2 меньше, чем у аналогичных машин. Тем не менее, с максимальным рабочим моментом 120 Нм, его небольшой размер демонстрирует мощные возможности обработки. Благодаря шпинделю BM160, приводимому в действие серводвигателем мощностью 4 кВт и оснащенному системой ременной передачи тяжелой нагрузки, шпиндель способен поддерживать постоянный мощный выходной крутящий момент 120 Нм при 200–500 об / мин и даже поддерживать постоянную мощность 100 Н.М на более высокой скорости от 500 до 780 об / мин. Высокий крутящий момент на высокой скорости обеспечивает высокую эффективность BM200.
3. Точная и мощная система шпинделей
Продуманно спроектированная система шпинделей с 3 шпинделями от малого до большого, вы можете легко удерживать один из них одной рукой, плюс более хитрая конструкция с быстрой сменой, что способствует на смену шпинделя в течение 5 минут человеком. Несмотря на то, что все шпиндели изящны, их режущая способность очень высока.Проникновение режущего инструмента с одной стороны шпинделя MA52 и MA60 может достигать 1,5 мм с точностью сверления 0,005 мм.
4. Опциональная фрезерная головка MP300 оснащена 8 режущими кромками, , а подача фрезерования за один раз для облицовки составляет 1 мм, так что, независимо от чугунной или алюминиевой детали, может быть достигнута идеальная шероховатость поверхности. С плоскостностью, превышающей 0,013 мм / 300 мм, его точность обработки обеспечивает эффект заземления и, таким образом, он может заменить заземление фрезерной обработкой.
Основные технические характеристики
и между фрезерным столом
| Модель | BM200 | 9012 9012 901 9015 (901) (901) 9000 (5) (929) (929) (929) (9000) (9000) (9000) | Без | |
| Буровая емкость | 200 мм | |||
| Макс.Глубина сверления | 350 мм | |||
| Макс. Зона фрезерования (Д × Ш) | 300 × 920 мм | Без фрезерования | ||
| Частота вращения шпинделя | 50 ~ 1000 об / мин Бесступенчато | |||
| 9015 9105 9015 9005 100000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000009000 10 ~ 900 мм / мин (0,01 ~ 0,2 мм / об) | ||||
| Номинальный крутящий момент расточки при 50-500 об / мин | 58 Н.M | |||
| Номинальный крутящий момент расточки при 500-780 об / мин | 22 NM | |||
| Траверса шпинделя | 600 мм | |||
| 0 ~ 700 мм | ||||
| Расстояние между осью шпинделя и вертикальной плоскостью каретки | 380 мм | |||
| Продольная подача рабочего стола по электрике | 9 мин. | Ручное движение | ||
| Быстрый продольный рабочий стол с электрическим приводом | 1200 мм / мин | Ручное движение | ||
| 0000 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 5 9 5 000 000 5 5 5 5 5 5 000 000 000 000 9 000 000 000 000 9 000 5 000 000 000 000 000 000 000 Рабочий стол | ||||