Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками. Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие. Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности; тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.
Комплект поводковых патронов МК2
Возможности и технические характеристики деревообрабатывающего токарного оборудования
При конструировании токарного станка по дереву своими руками конструкция агрегата может быть достаточно простой. Однако чтобы агрегат качественно мог выполнять возложенные на него функции, перед тем как конструировать токарный станок по дереву своими руками, следует изучить специфику оборудования и особенности его использования.
При конструировании токарного станка по дереву своими руками конструкция агрегата может быть достаточно простой
Для выполнения при помощи агрегата минимального перечня технологических операций по обработке древесины станок в своей конструкции должен включать следующие конструктивные элементы:
- раму;
- переднюю бабку;
- заднюю бабку;
- электропривод;
- блок для осуществления регулирования скорости вращения;
- специальные фиксаторы.
Помимо этого для осуществления точной обработки древесины конструкция станка должна иметь специальный упор для режущих инструментов, имеющих разную форму.
При необходимости выполнения сложных операций в конструкции станка должна быть предусмотрена возможность смещения обрабатываемой заготовки по отношению к центру оси вращения.
Основным конструктивным элементом токарного станка для деревообработки является электропривод. Чаще всего в качестве последнего применяется трехфазный электродвигатель. По этой причине следует позаботиться о том, чтобы к мастерской была подведена трехфазная линия электроснабжения. Частота вращения электромотора, применяемого в конструкции агрегата, должна быть не больше 1500 оборотов в минуту. В зависимости от типа электромотора подключение его к сети осуществляется по типу «звезды» или «треугольника».
Основным конструктивным элементом токарного станка для деревообработки является электропривод
Наиболее распространенными размерами токарного станка по дереву, сконструированного своими руками, являются следующие параметры:
- длина – 800 мм;
- ширина – 400 мм;
- высота – 350 мм.
Такие размеры агрегата позволяют осуществлять обработку заготовок, которые имеют диаметр до 250 мм и длину до 200 мм без применения центровки при помощи задней бабки. Закрепление заготовки осуществляется на спецпланшайбе. При использовании задней бабки для центровки длина заготовки может быть увеличена до 400 мм.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.
Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.
Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Поводковый патрон
Двухкулачковые поводковые патроны нормализованы ( МН 4051 – 62), они могут иметь плавающий ( подпружиненный) центр.
Быстро вращающийся поводковый патрон с хомутиком в-некоторых случаях может быть причиной травмы.
| Защитный кожух, используемый при работе с поводковым патроном. |
Быстро вращающийся поводковый патрон с хомутиком является источником повышенной опасности и может быть причиной травмы.
Пневматический рычажный поводковый патрон применяется для закрепления и вращения заготовок, установленных в центрах.
Пневматический рычажный поводковый патрон применяется для закрепления и вращения заготовок, установленных в центрах.
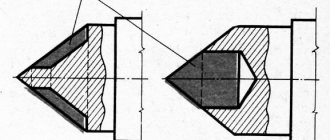
Обычный универсальный поводковый патрон изображен на фиг. Под действием сил резания обрабатываемая деталь поворачивается по направлению хода часовой стрелки и кулачки прочно заклинивают деталь. С возрастанием крутящего момента заклинивание, а следовательно, и сила зажима увеличиваются.
| Двухкулачковый поводковый патрон с эксцентриковыми сменными кулачками автоматического действия.| Патроны поводковые двухкулачковые и утопающие центры ( размеры в мм. |
Такие поводковые патроны в зависимости от их диаметра могут вмещать грузы общей массой от 3 до 6 кг. Тогда, например, при m – 3 кг, г 45 мм, п – 500, 1000, 2000 об / мин центробежная сила, прижимающая кулачки к заготовке, соответственно будет Рц 34, 138, 552 кгс.
Переналаживаемый поводковый патрон конструкции Одесского завода прецизионных станков. Переналадка патрона осуществляется перемещением планок 2 относительно втулок 3 к центру или от центра патрона. Положение планок фиксируется шайбами 7 посредством винтов.
Переналаживаемый штырьковый поводковый патрон конструкции НИИПТМАШ ( г. Краматорск) предназначен для установки заготовок типа валов диаметров 80 – 240 мм. Заостренные штырьки могут переустанавливаться в корпусе 8 по различным окружностям в зависимости от диаметра заготовок. Сменные крышки 10, закрепляемые на корпусе 8, имеют соответствующие овальные отверстия, входящие в лыски штырьков 9, для предотвращения их от проворота. Штырьки 9 опираются сферическими концами на сферическую пяту 6, установленную на подпятнике 5, что обеспечивает самоустановку штырьков по торцу заготовки. Вылет плавающего центра 11 и регулировка силы пружины осуществляется вращением стакана 3 за предусмотренные для этой цели лыски. При установке заготовки в центрах вращающийся центр задней бабки поджимает заготовку в осевом направлении и штырьки врезаются в торец заготовки на одинаковую глубину независимо от неперпендикулярности торца заготовки относительно ее оси.
| Обработка детали на жестком и плавающем передних центрах. |
Применение поводкового патрона с хомутиком связано с рядом недостатков.
Применение поводковых патронов исключает надобность в пользований хомутиками, чем достигается экономия времени на установку и закрепление детали и устраняется возможность вибрации детали при ее обработке. В патронах типа А на плите 2 укреплены щеки 3, установленные на размер квадратного конца центровой оправки. В патронах типа Б устанавливаются ведущие кулачки 4 для зажима сырых деталей.
Применение поводкового патрона вместо обычного хомутика создает возможность для повышения жесткости установки обтачиваемых валов. Заготовка, заклиненная между двумя эксцентричными кулачками, представляет собой как бы одно целое с подвижной частью патрона. Однако наличие гарантированных зазоров в сопряжениях патрона ( не выбираемых при закреплении заготовки) значительно снижает жесткость всей системы в целом. За счет этих зазоров сохраняется сходство с шарнирной опорой, так как при этом остается возможность поворота заготовки на небольшой угол.
AlfFisher. Моя работа: Самодельный токарный патрон.
Посмотрел сегодня видео своего коллеги — Кирилла https://www.youtube.com/watch?v=f6-aA3AwTm8 и решил написать этот пост. Вопрос самодельного патрона для токарного станка по дереву мне приходилось решать когда-то давно, когда на моем станке еще не было 3-х кулачкового патрона.
Поскольку конструировал патрон исходя из скромных возможностей, старался сделать максимально простую конструкцию.
=
На диск установлены 2 самодельных металлических зажима (3).
Чтобы сделать работу более безопасной, на планшайбу (2) установлено дополнительное ограждение 1, склеенное из нескольких слоев фанеры.
|
| Рис. 1 Устройство патрона. |
Для доступа к зажимным болтам в защитном ограждении вырезаны 2 окна (4), позволяющие использовать торцевой ключ. Зажимы я делал в виде отдельных элементов, но при монтаже, для уменьшения габаритов патрона, сварил вместе (на несколько точек). Это позволило использовать для крепления к диску только 4 болта.
| Рис. 2 Зажимы и центр. |
Зажимы прикреплены к планшайбе на болты М6, которые ввинчены с обратной стороны, и срезаны за-под-лицо с плоскостью зажимов. Чтобы болты не вывинтились от вибрации, торцы резьбы закернены. После крепления зажимов, диск привинчен к фланцу.
| Рис. 3 Устройство зажима. |
Основа зажима (2) сделана из уголка 60 х 60. Одна полка укорочена и в ней нарезана резьба М10, Во второй полке просверлены 2 крепежных отверстия (3) и нарезана резьба М6. Чтобы уменьшить люфт зажимного болта в отверстии, к основе приварена дополнительная гайка (4).
Зажимная губка сварена из уголка (7) сечением 35 х 35 и металлического бруска с двумя отверстиями (5). В одно отверстие входит проточенный до Ф 6 мм, зажимной болт (1). На проточенной части сделана канавка шириной 4 мм.
Во второе отверстие запрессован контрящий штифт (6), не позволяющий губке соскочить в зажимного болта.
Продольный ход каждой губки — приблизительно 35 мм, что позволяет зажимать квадрат сечением от 30 до 65 мм, а при использовании дополнительных прокладок — можно зажимать бруски и меньшего сечения.
Чтобы детали не выскальзывали из губок, на внутреннюю поверхность наклеена наждачная бумага № 40.
Немного позднее я постараюсь снять видео о своей конструкции патрона.
А на этом на сегодня — все.
Ставьте лайки, пишите комментарии, задавайте вопросы и делитесь в соцсетях :).
alffisher.blogspot.com
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.

Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.
Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.

Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Государственные стандарты регламентирующие конструкцию и размеры токарных патронов
- ГОСТ 1654 — Патроны токарные общего назначения. Общие технические условия
- ГОСТ 2571 — Патроны токарные поводковые. (для шпинделей по ГОСТ 12593-72 и ГОСТ 12595-85)
- ГОСТ 2675 — Патроны токарные самоцентрирующие трехкулачковые. Основные размеры
- ГОСТ 14903 — Патроны токарные самоцентрирующие двухкулачковые
- ГОСТ 24351 — Патроны токарные самоцентрирующие 3- и 2-х кулачковые клиновые и рычажно-клиновые
- ГОСТ 24568 — Патроны магнитные. Технические условия
- ГОСТ 3890 — Патроны четырехкулачковые с независимым перемещением кулачков
- ГОСТ 16157 — Патроны мембранные для шлифования отверстия в зубчатых колесах
Государственные стандарты регламентируют эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- Ряд возможных внешних диаметров патронов и соответственно диапазон размеров заготовки: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- Способ крепления патрона на шпинделе. Присоединительные размеры: диаметр центрирующего пояска или центрирующего конуса;
- Расположение и размеры крепежных отверстий в токарном патроне;
- Пределы частот вращения токарного патрона;
- Диаметр отверстия в корпусе патрона для установки прутка или трубы;
- Точность токарного патрона
Виды универсальных аппаратов
Современные производители предлагают пользователям обширный перечень токарных станков. Среди наиболее популярных можно выделить следующие их виды: токарно-винторезный, токарно-фрезерный, токарно-карусельный, токарно-револьверный.
Винторезный станок
Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Если выбор пал на токарно-винтовой станок, рекомендуется учитывать такие его свойства:
- Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
- Максимальная длина детали. Этот показатель в большинстве моделях не превышает 2033 мм.
- Масса станка. С увеличением веса увеличивается уровень жесткости устройства, что имеет непосредственное влияние на точность выполняемой операции. Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
Фрезерное устройство
При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
Универсальный токарно-фрезерный станок можно использовать для выполнения таких видов операций, как точение проходное, нарезание резьбы, накладывание фаски, выборка галтелей, вырезание прямых и криволинейных пазов, сверление отверстий. Это стало возможным благодаря наличию фрезерной части, расположенной в вертикальной плоскости станины. Такие станки нередко устанавливаются в школьных мастерских.
Популярность токарно-фрезерного оборудования обусловлена наличием присущих ему достоинств:
- Доступность. Комбинация двух видов станков приводит к экономии средств.
- Компактный размер. Его можно устанавливать в мастерской с небольшой площадью.
- Возможность монтажа разнообразных дополнительных элементов (резец, сверло, метчик, развертка, фреза, стамеска).
При выборе этого вида оборудования необходимо учитывать такие его характеристики:
- расстояние между центрами;
- размер заготовки;
- диаметр торцовочной и концевой фрез.
Наличие этих качеств обуславливает популярность токарно-фрезерного оборудования у пользователей.
Карусельный аппарат
Станки этого вида в основном применяются для обработки большого диаметра (больше 2000 мм) и размеров на больших предприятиях.
Револьверный агрегат
Основное предназначение этого вида устройств заключается в обработке заготовок, выполненных из калиброванного прутка. Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
https://youtube.com/watch?v=QkSWxDsgXVw
Станки с числовым программным обеспечением
В процессе работы с этим видом станков требуется минимальное участие оператора. Стоит также отметить возможность выполнения всех типов операций с высокой точностью.
Каждый из вышеперечисленных видов токарных станков по металлу имеет особенности конструкции и предназначение.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.
Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.
Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.
Как сделать своими руками?
Заранее продумайте, как изделие будет закрепляться на станке, и, если нужно, изготовьте или купите резьбовую втулку. После этого можете продолжить.
- На имеющейся пластине наметьте окружность и две оси, проходящие через ее центр и пересекающиеся под углом 90 градусов.
- Вырежьте лобзиком лицевую панель по метке, и хорошо отшлифуйте ее.
- Вдоль полученной оси вырезаются пазы в нескольких сантиметрах от центра и в двух-трех сантиметрах от края.
- Распилите угол на четыре равные части, и просверлите отверстие в каждой стороне сверлом одного размера.
- Нарежьте резьбу M8 во второй угловой планке, и вкрутите болт.
- Установите резьбовую втулку для монтажа на вал.
- Закрепите кронштейн на лицевой панели с помощью болтов и шайб.
- Последним шагом патрон устанавливается на токарный станок.

Для закрепления заготовки в этом самодельном патроне угол перемещается и фиксируется затягиванием гайки, и, наконец, заготовка зажимается винтом, вкрученным в резьбу.
Основной материал
Следующий вопрос – из чего делать самодельный токарный станок? Ответ вроде бы очевиден: из металла, ведь не может же быть станок слабее заготовки? А как первобытные деревом сверлили камень? Как древние египтяне деревом и медью (бронзы тогда еще не было) строили пирамиды? И см. выше о главном вопросе станкостроения.
Токарный станок для обработки древесины можно сделать из металла (поз. 1 на рис.), металлодревянным, поз. 2, из подручных материалов с минимальным использование металла, поз. 3 и даже… без станины, поз. 4. Так вот, на любом из них достаточно опытный и аккуратный мастер может долгое время регулярно работать с максимальной для дерева точностью. Древесина – не только благородный, но и благодарный материал.
Самодельные токарные станки по дереву из различных материалов
Какое дерево?
Да, но какое брать дерево? Лучше всего – дуб без дефектов, выдержанный, прошедший полную естественную усушку и усадку. Токарные станки из качественного дуба 100 и более летней давности работают и посейчас. А что до самодельщины – станина и бабки дубового (в прямом смысле) станка делаются очень просто, см. далее.
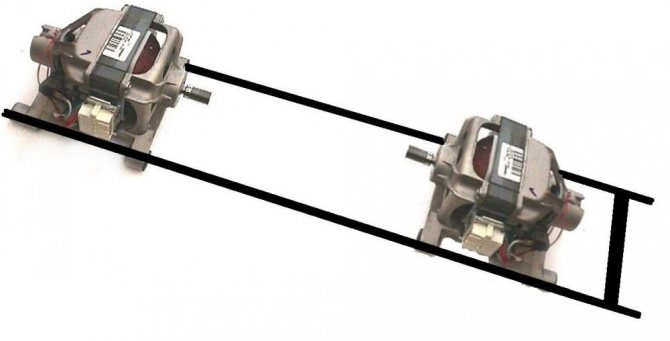
Если же дубовых пиломатериалов подходящего качества нет, то можно обойтись и обычной строевой сосной, но станину придется делать по рамно-балочной силовой схеме. В англосаксонских странах, где дубы давно на учете поштучно, такие домашние токарные станки весьма распространены. Чертежи «английского» токарного станка по дереву со станиной из обычного строевого дерева даны на рис; размеры в дюймах. Это фактически стародавний ножной станок с кривошипом, приспособленный под электропривод. Чтобы вернуть его к энергонезависимому виду, достаточно среднюю стойку станины продлить до низу, поставить на лапу и замонтировать педаль с шатуном, кривошипом и маховиком, см. выше.
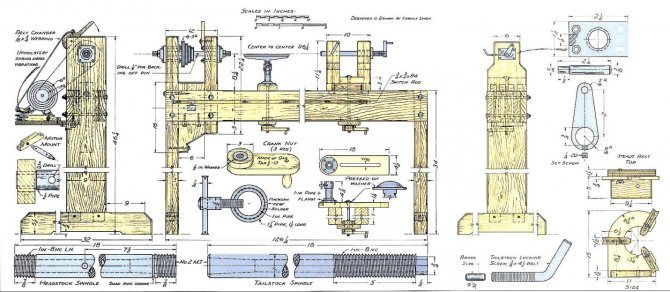
Чертежи токарного станка по дереву со станиной из обычных строевых пиломатериалов
Патроны для токарного станка по дереву, изготовление своими руками
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Четырехкулачковый токарный патрон для станков по дереву
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Планшайба для 4-кулачкового патрона
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода. В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками. Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками. На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Кулачковый токарный патрон 4-кулачковый токарный патрон Ø150 мм 4-кулачковый токарный патрон Ø100 мм
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками. Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие. Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности; тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.
Комплект поводковых патронов МК2
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Прямые кулачки
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей способом «на разжим» и по одной призме, работающей «на сжатие».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.
Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.
Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.

Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.
Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.
Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Патрон токарный кулачковый: характеристики, схема, классификация
Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры. Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка.
Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра.
В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку.
Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.
Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Прямые
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.
Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.
Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.

Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Поводковые
Зажатие детали происходит специальным поводком. Удобно только для обработки небольших поверхностей.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.

По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.
Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
По материалу изготовления
Чугунные вариации дешевы и не обладают достойным качеством. Сталь дороже и показывает срок службы в 3-5 раз больший.
Чугун
Используется марка от СЧ 30. Минимальное число оборотов. Профессионалы предпочитают не использовать такие вариации ввиду малой эффективности.
Сталь
Конструкция выполняется из материала с показателем от 500 МПА. Максимальное число оборотов и функционал.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Ключ
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.

Пружина
Крепится к ключу. Отвечает за повороты последнего.
Втулка
Соединена с пружиной. Необходима для обеспечения свободного перемещения ключа по механизму.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.
Шестерня
Диск, при помощи которого происходит вращательное движение, приводится в действие шестерней.
Фланец
Является основанием токарного патрона. Соединяет механизмы между собой.
Диск спиральный
Соединяется с шестерней. Отвечает за получение вращения. Регулирует степень и скорость обработки.
Кулачок обратный
Механизм отвечает за крепление обрабатываемой детали изнутри.
Кулачок прямой
Прямая вариация необходима для закрепления предмета снаружи.
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
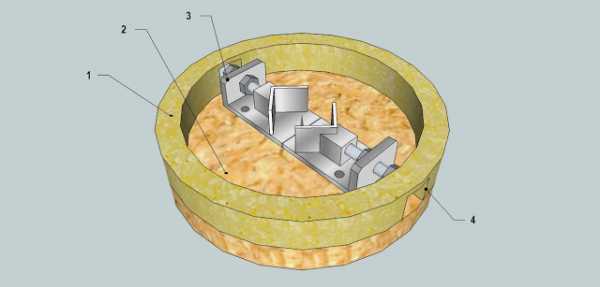
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Как самостоятельно сделать устройство?
В домашних условиях возможно сделать простейшие патроны, поскольку высокое точные детали, получаемые на промышленном производстве, могут не получиться. Настоящему мастеру произвести патрон как для станка по дереву, так и для станка по металлу не составит труда.
По дереву
Алгоритм изготовления патрона для станка по дереву:
- выточить корпус будущего патрона на станке;
- затем оставить корпус в шпинделе токарного станка;
- вставить заготовку от эластичной втулки и через пятачок закрепить ее накидной гайкой;
- в упорную бабку оборудования вставить сверло с диаметром 1 мм и рассверлить зажатую втулку.
Так можно сделать про запас несколько втулок.
Самодельный патрон по металлу
На патрон станка по металлу воздействуют не только поперечные, но и продольные нагрузки. Патрон изготавливается из металлической трубы и крепится 4-мя болтами. Эти болты, входят в приваренные гайки.
Наиболее распространенными являются трехкулачковые патроны. Это массивная планшайба с радиальными пазами.
Общая конструкция и устройство токарного патрона для станка по металлу
Вместе с патроном поставляются комплекты:
- прямых кулачков;
- обратных кулачков;
- вне комплекта поставляться кулачковые рейки.
Наиболее распространен трехкулачковый патрон, состоящий из:
- монолитного или составного корпуса с тремя радиальными пазами для кулачков;
- кулачки (прямые и обратные) выполнены из качественной твердой, закаленной стали высокой прочности, связаны с торцевой резьбой спирального диска;
- спирального диска, с большим зубчатым колесом на его обратной стороне. Связан с зубчатой передачей конической шестерни;
- конических шестерен, вращением ключа, вставленного в квадратное отверстие этой шестерни, спиральному диску сообщается вращательное движение.
Простота технологических приёмов базирования деталей стало причиной популярности и распространения трехкулачкового патрона на станках, применяемых в производстве
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с установленным в нем металлическим рычагом. Превышение длины рычага на 35–40 % относительно высоты ключа, является оптимальной.
На нижнем конце стержня выполнен четырехгранный наконечник, соразмерный с отверстием внутри конической шестерни. Служит ручным приводом кулачков посредством вращения спирального диска во время закрепления заготовки в рабочей зоне станка.
Пружина
Устанавливается на наконечник ключа. По завершении операции, нагрузка от усилий руки на ключ снимается и пружина, распрямляясь, удаляет ключ из гнезда патрона. Если станочник по невнимательности сам не извлекает ключ, то за него это делает пружина.
Втулка
Полый цилиндр, в верхней части которого прорезаны пазы для сухарей-полуколец. Обеспечивает фиксирование конической шестерни в рабочем теле патрона. Во внутренний диаметр втулки устанавливается верхняя часть конической шестерни с канавкой для сухарей-полуколец.
Шестерня
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть сопряжена с пазами втулки посредством сухарей-полуколец.
Малая шестерня постоянно зацеплена с зубьями большой шестерни и предназначено для передачи вращательного движения спиральному диску патрона.
Фланец
Переходной фланец, планшайба. Предназначен для прочного и точного соединения патрона с рабочим концом шпинделя станка. К примеру, на шпинделе ТВ-4 нарезана резьба, на неё устанавливается переходной фланец (планшайба), на который крепится токарный патрон.
Спиральный диск
Спираль Архимеда, улитка, планетарка. Металлический диск, на одной стороне исполнены зубья большой шестерни, постоянно зацепленные с зубчатой передачей конической шестерни.
На другой стороне данного диска вырезан профиль спирали, которая в постоянно контактирует с пазами (рейками или гребёнками) кулачков. Последние, синхронно перемещаясь, работают на зажим, центрирование и фиксацию детали в зоне обработки станка.
Извлечение зажатой кулачками детали происходит обратным вращением ключа патрона.
Обратный кулачок
Применяется для зажима деталей больших диаметров. У каждого кулачка имеются две ступени для крепления деталей на разжим и по одной призме, работающие на сжим.
Ступени кулачков используются для устранения торцевого биения детали. Кроме этого, станочники самостоятельно создают на обратных кулачках дополнительную крепящую базу, работающую на разжим.
Корпус
В зависимости от конструкции и способов крепления к шпинделю условно можно разделить на монолитный (корпус – одна базовая деталь) и составной, в котором корпус разделён на две базовые детали:
- Монолитный с цилиндрическим пояском. Крепится на шпиндель через промежуточный фланец по специальным ГОСТ. Выполняется из качественной стали и реже из чугуна.
- Составной корпус. Базовая деталь разделена на две составные части:
- передняя часть или корпус (иногда – передний полукорпус), в нем размещен спиральный диск и прорезаны пазы для кулачков;
- задняя часть или фланец (часто – задний полукорпус), в нем размещены конические шестерни.
Накладные кулачки
Крепятся на кулачковые рейки токарного патрона. Исполняются из незакаленных сортов стали, называются «сырыми кулачками». Предназначены для крепления деталей большого диаметра.
Как выбрать резцы самому?
Резцы по дереву – обязательный инструмент для обработки древесины. Их можно изготовить самостоятельно или купить в магазине. Резцы по дереву имеют одну конструкцию, хотя различную форму.
Среди резцов по дереву наиболее популярны следующие инструменты:
- Универсальный нож-косяк, который по форме похож на сапожный нож треугольной формы.
- Клюкарза – похожий на стамеску инструмент с изогнутым лезвием.
- Ложкорез – кольцеобразный резец, который используют для вырезания посуды с глубокими углублениями.
- Стамеска, наиболее распространенный тип резца по дереву.
В свою очередь, стамески бываю всевозможных форм для выполнения множества задач.
Резцы для ручного точения древесины различают на следующие типы:
- Полукруглые.
- Плоские косые.
- Отрезные.
- Отрезные с фигурной заточкой.
- Угловые.
- Фасонные.
- Резец-крючок.
- Резец-кольцо.
- Скошенный угловой.
Специальные, могут состоять из двух металлических пластин, которые можно двигать относительно друг друга, благодаря чему можно получать уникальные рез или рисунок. Самыми востребованными резцами для токарных работ являются:
- Рейтер — инструмент с полукруглой формой режущего наконечника.
- Мейсель — инструмент со скошенным плоским лезвием.
Применяется для обработки дерева и доведения его до состояния готового изделия.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина. По центру диск сверлится насквозь для отвода воздуха. Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.