Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
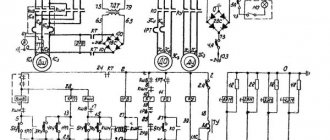
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
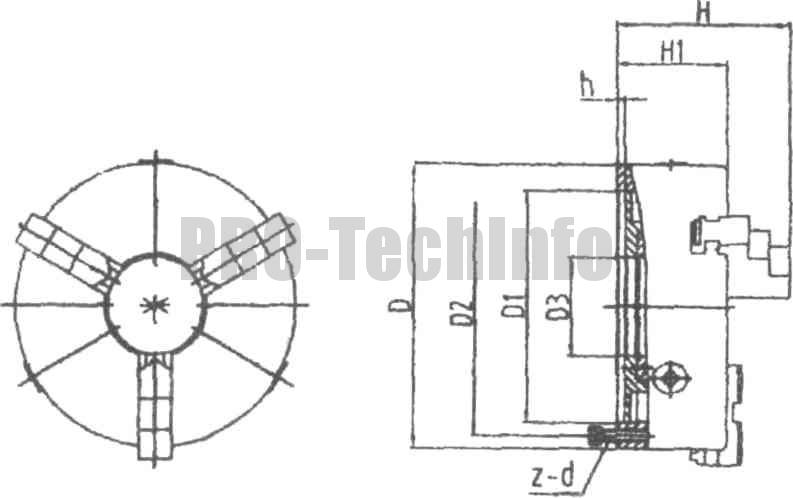
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
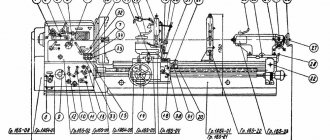
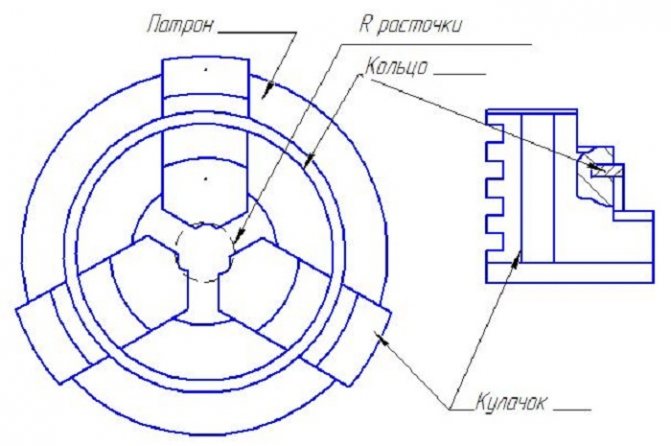
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.

Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
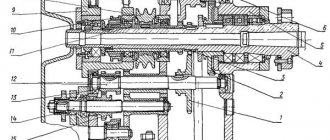
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
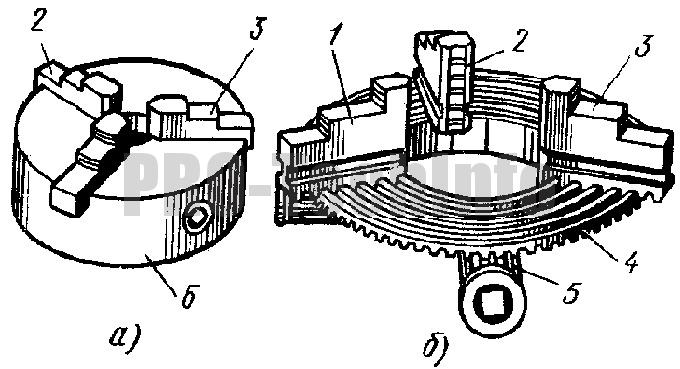
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
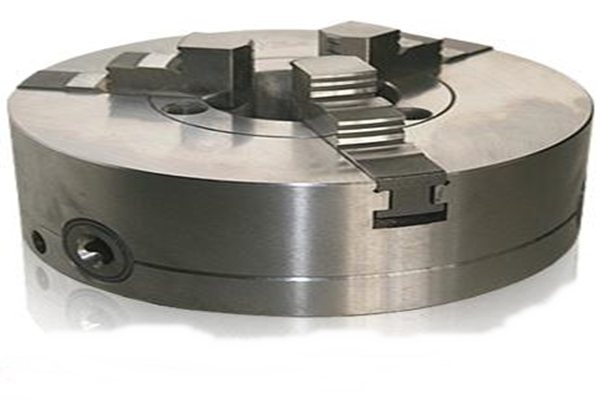
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
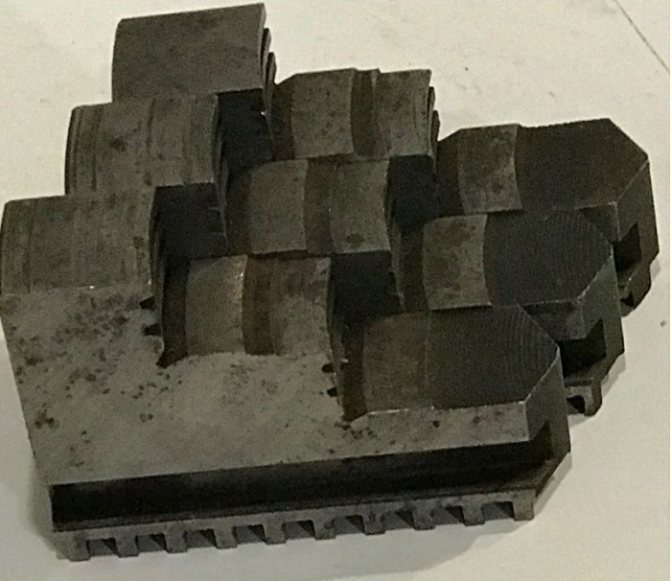
Виды и назначения
Кулачки подразделяют на следующие виды:
- прямые (детали закрепляются с наружной стороны);
- обратные (крепление с внутренней стороны детали);
- накладные или «сырые кулачки» (фиксация деталей с большим диаметром);
- сборные (рейки, с закаленными накладными кулачками).
Прямые
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей «на разжим» и по одной призме, работающей «на сжим».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.

Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
Обратные
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжим» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.
Накладные
Изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной термической обработки, в связи с чем, ещё именуются «сырыми кулачками». Крепятся к рейкам (поставляются в комплекте к патрону), что устанавливаются вместо прямых или обратных кулачков.

Накладные («сырые кулачки») выполняются соразмерно формам заготовок для обеспечения высокой точности центрирования.
Сборные
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя – та же рейка с гребёнками (движется по спиральному диску);
- верхняя – накладка (со стандартной закалкой рабочей зоны).
Накладки, это кулачки – перевертыши (прямые — обратные). Отличаются от накладных или «сырых» кулачков тем, что подвергаются обязательной термической обработке.
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.

Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.

Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.

Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.

Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.

Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.