Поводковые устройства
К
атегория:
Токарное дело
Поводковые устройства
Далее: Резцы для обработки наружных цилиндрических поверхностей и установка их в резцедержателе
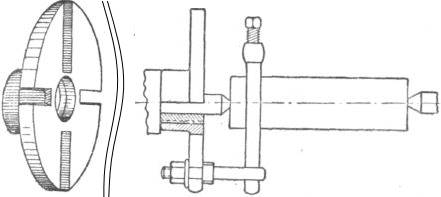
Для передачи вращения от шпинделя к заготовке, устанавленной в центрах, применяют поводковые устройства. Простейшее из них — токарный хомутик. Отогнутый хвостовик хомутика входит в радиальный паз планшайбы, закрепленной на шпинделе станка. Вращаясь вместе со шпинделем, планшайба увлекает за собой хомутик, а вместе с ним установленную в центрах заготовку. Применяют также хомутики с прямыми хвостовиками, для работы с ними используются поводковые планшайбы, у которых роль поводка выполняют палец или планка. Работа с хомутиком представляет определенную опасность: возможны случаи захвата хвостовиком хомутика одежды рабочего. Поэтому в целях безопасности применяют планшайбы с защитными кожухами (безопасные планшайбы). Чтобы не повредить поверхность зажимаемой заготовки, на нее надевают разрезную втулку или под зажимной болт подкладывают резину.
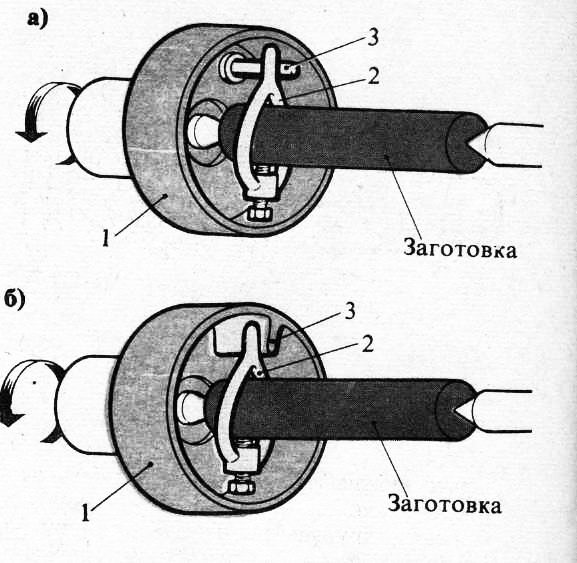
Для сокращения времени на установку и снятие хомутика применяют быстродействующие и самозажимные хомутики. Основной деталью самозажимного поводкового хомутика является кольцо, которое надевают на заготовку, установленную в центрах. При включении шпинделя планг;айба воздействует на поводок, который, поворачиваясь на оси, захватывает заготовку рифленой рабочей поверхностью. При резании этот хомутик тем надежнее зажимает заготовку, чем больше сечение стружки.
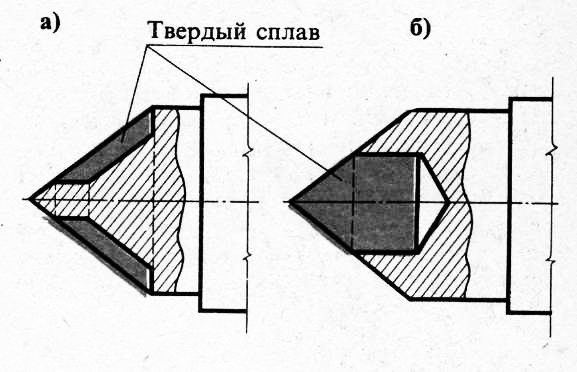
1. ТВЕРДОСПЛАВНЫЕ ЦЕНТРЫ: а — с наплавленным слоем твердого сплава, б — с впаянным наконечником
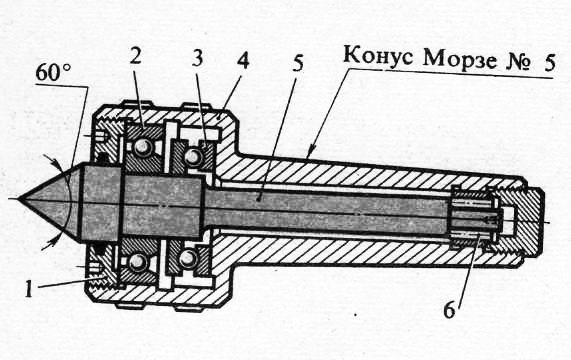
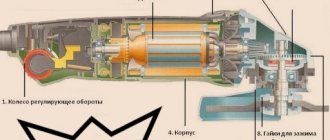
2. ВРАЩАЮЩИЙСЯ ЦЕНТР ДЛЯ ЛЕГКИХ РАДИАЛЬНЫХ НАГРУЗОК (ДО 200 КГ): 1 — крышка. 2 — радиальный подшипник. 3 — торный подшипник. 4 — корпус с хвостовиком. S — центр. 6 — игольчатый подшипник
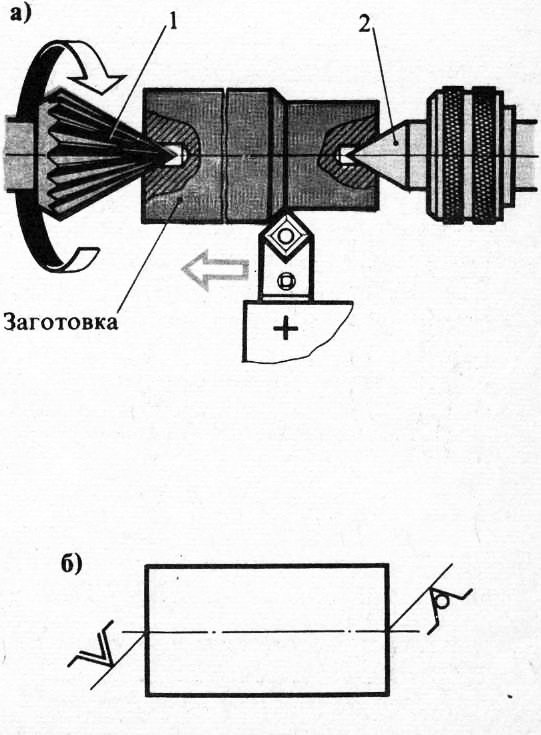
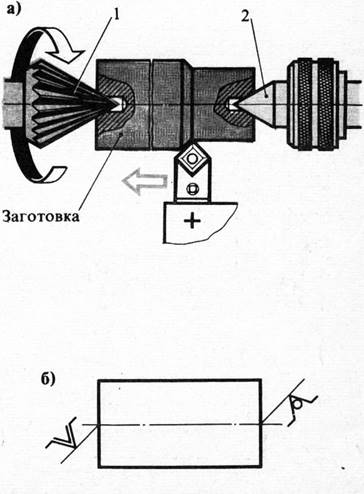
3. ПРИМЕНЕНИЕ ХОМУТИКА (а), СХЕМА ОБОЗНАЧЕНИЯ (б): 1 — планшайба, 2 — передний центр. 3 — хомутик. 4 — задний центр, 5 — пиноль
4. БЕЗОПАСНЫЕ ПЛАНШАЙБЫ: а – с поводковым пальцем, б – с поводковой планкой плбнка) “ 3- поводок (палец или
5. САМОЗАЖИМНОИ ПОВОДКОВЫЙ ПАТРОН 1—кольца, 2 —ось. 3 —пружина. 4 — поводок
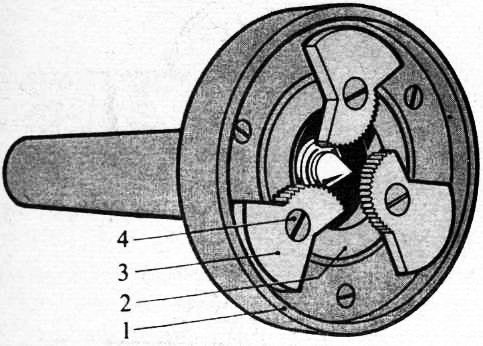
6. САМОЗАЖИМНОИ ПОВОДКОВЫЙ ПАТРОН: 1 — планшайба, 2 — «плавающее кольцо», 3 — кулачок, 4 — ось кулачка
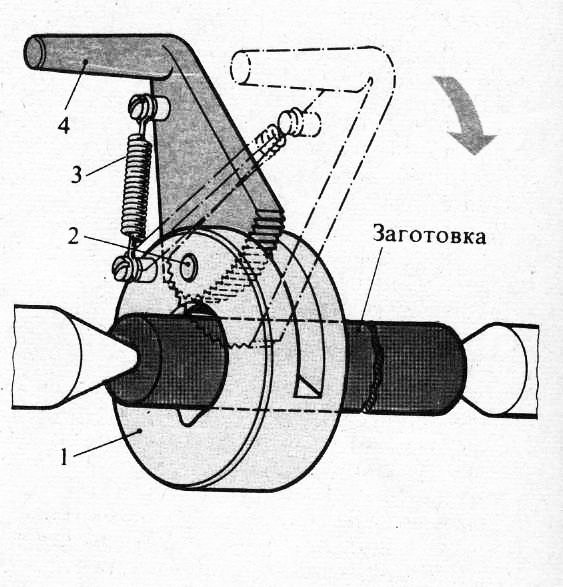
7. ПОВОДКОВАЯ ОПРАВКА: 1 — корпус оправки с коническим хвостовиком. 2 — поводковая шайба с торцовыми зубцами. 3 — плавающий центр. 4 —пружина. 5 — регулирующий винт пружины
Передачу крутящего момента от шпинделя на заготовку часто осуществляют специальным поводковым самозажимным патроном (планшайбой) с эксцентриковыми кулачками. Конструкция такого патрона токаря-новатора В. К. Семинского показана на рис. 36. Наличие «плавающего кольца», на котором расположены оси кулачков, позволяет закреплять заготовки с неровной наружной поверхностью (например, поковки).
На рис. 7 изображена поводковая оправка, которая увлекает заготовку зубцами, находящимися на рабочем торце поводковой шайбы. Заготовка поджимается к зубцам центром задней бабки.
Поводком для валиков малых диаметров может служить рифленый поводковый . Для обработки трубчатых заготовок также пользуются «ершами», имеющими на рабочей поверхности зубцы — рифления. Валики небольшого диаметра (до 20 мм) возможно закреплять в обратных центрах. На заготовке предварительно протачивают торцовые конусы и фаски, а передний и задний центры имеют соответствующие отверстия с посадочными конусами. Заготовка увлекается во вращение благодаря трению между передним обратным центром и заготовкой. Метод крепления в обратных центрах применяется только при чистовой обработке. Установка заготовок в центрах (с надеванием хомутика) длится 0,25—0,6 мин (в зависимости от массы детали). Установка в центрах с поводковым самозажимным патроном (планшайбой) или оправкой, а также установка в прижимах трения сокращает время на зажим и снятие детали почти в два раза. Опытные токари обрабатывают валики небольшого диаметра, закрепляя в обратных (с базированием по фаске).
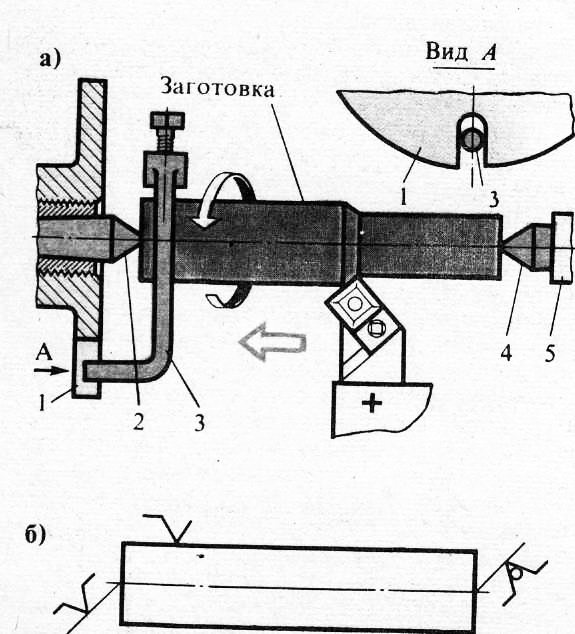
8. ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ПРИ ПОМОЩИ ПОВОДКОВОГО (а), СХЕМА ОБОЗНАЧЕНИЯ (б): 1.2 — центры
Заготовки из проката крепят в трехкулачковом патроне с поддержкой центром, установленным в пиноли задней бабки.
Схема обработки заготовки
Рис № 1. Схема обработки детали. Обозначение элементов устройства: 1- поводковый патрон; 2 – крепежный поводок-хомутик; 3 – фиксирующий болт; 4 –подвижной люнет; 5 – обрабатываемое изделие.
Токарные поводковые патроны, используемые при токарных работах, изготавливается в форме диска с четырьмя пазами и резьбовой втулкой имеющей идентичные размеры со шпинделем передней бабки. При использовании прямого хомутика в патроне устанавливается передвижной штырь фиксирующийся гайкой в пазу крепежного элемента. При проведении обработки заготовки штырь упирается в хвост хомутика. Используемые патроны должны соответствовать ГОСТ 2571-71, ГОСТ 13364-67, ГОСТ 1435-99 и ГОСТ 25557-2006 по всем установленным параметрам.
Скачать ГОСТ 2571-71 «Патроны токарные поводковые»
Если в ходе операции точения с применением токарного станка используется изогнутый хомутик, то штырь не применяется, в виду того, что хвост хомутика устанавливается в паз фиксирующего элемента.
Чертеж № 2. Устройство поводкового патрона. Обозначение: основные элементы, составляющие крепежный элемент обрабатываемой заготовки.
Данная конструкция имеет выступающие детали, что допускает возможность получения травмы специалистом, производящим обработку изделия. Для устранения возможности получения травмы применяется закрытый патрон, выполненный в виде кожуха с приливом и нарезной втулкой идентичной открытому элементу. Хомутик скрыт внутри кожуха, что обеспечивает безопасное проведение работ.
Чертеж № 3. Конструкция поводкового патрона, выполненная с закрытым корпусом. Обозначение элементов: 1- колпак с приливом; 2 – наружная втулка; 3 – хомутик.
Используются также крепежные элементы, в которых не предусмотрено использование хомутика. В целях ускорения обработки изделий взамен хомутков применяются передние центры, которые выполняют одновременно две операции: центровку заготовки и в качестве поводка (Чертеж № 4). При воздействии на изделие заднего центра рифленые насечки более плотно прижимаются к сторонам детали и сообщают ей вращательное движение. При точении полых изделий используются наружные, а при применении валиков – внутренние рифленые центры.
Чертеж № 4. Фиксация заготовки с использованием поводкового патрона. Обозначение: 1,2 – центры.
Обрабатываемая заготовка устанавливается с опорой на центр, а кулачки используются для передачи вращения заготовке. Причем кулачки выполнены плавающими для более полной фиксации детали. Оправка фиксируется с помощью прижимной силы действующей между задней бабкой и передним центром механизма токарного станка, смещающимся влево, вследствие чего кулачки принимают оптимальное положение и более плотно фиксируют заготовку. Опорное коническое кольцо имеет зазор, что позволяет за счет пружин занимать среднее положение. Вращательные движения заготовки обеспечиваются кулачками с рефренной поверхностью.
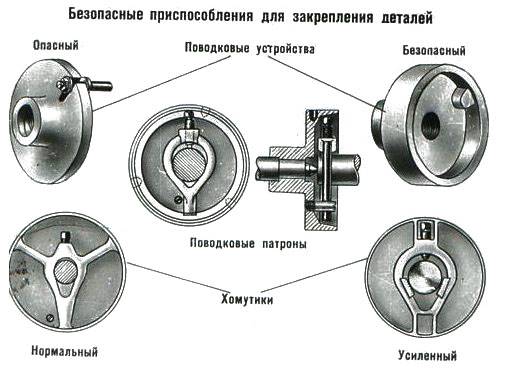
Безопасные и опасные поводковые патроны
Центры
Исходя из размеров и формы заготовок, при их обработке используются центры разнообразных типов (рис. 1). Рабочий угол, образующий вершину центра – а), всегда равняется 60°. Конусные плоскости хвостовой 2 и рабочей 1 составляющих центра должны быть гладкими, без забоин. Любые шероховатости создают погрешности при обработке деталей.
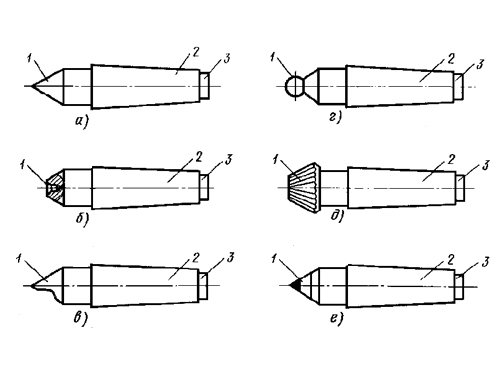
Рис.1. Центры:
а – прямой; б – с обратным конусом; в – со срезанным конусом; г – сферический; д – с рифленой рабочей поверхностью; е – с твердосплавной рабочей поверхностью; 1 – рабочая часть; 2 — хвостовая часть; 3 – опорная часть
Сечение опоры 3 всегда меньше малого сечения конуса хвостовой составляющей 2. Эта особенность позволяет демонтировать центр путем выбивания из гнезда, не повреждая конусную плоскость хвостовой составляющей. На рисунке – б) показан центр, который используется при обработке деталей сечением до 4 мм. На них вместо центрирующих отверстий имеется наружный конус с углом вершины 60°.
Он заходит внутрь конуса центра, из-за этого его называют обратным. При необходимости подрезки торца детали используют центр, срезанный сзади, позиция – в). Его располагают в пиноли задней бабки станка.
Центр, имеющий рабочую составляющую со сферической поверхностью – г), используют при обработке детали, несоосной с вращением шпинделя станка.
Центр, у которого рифленая плоскость рабочей составляющей – д), применяют для обработки безповодкового патрона деталей, у которых большие центровые отверстия. В момент операции передний центр вращается вслед за заготовкой, представляя собой только опору.
Задний центр остается неподвижным, поэтому подвергается интенсивному износу. Это следствие потери твердости в результате повышенного нагрева.
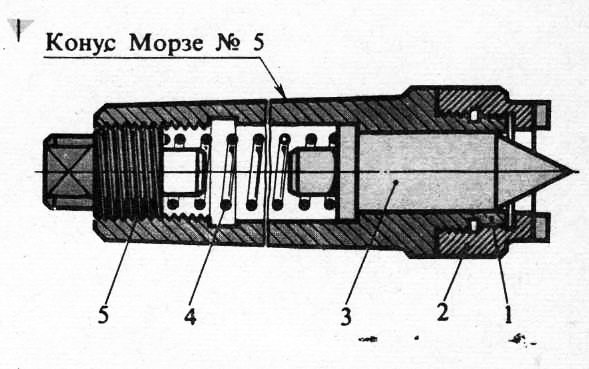
Чтобы предотвратить износ, рабочую составляющую заднего центра выполняют из твердых сплавов – е). Обрабатывая заготовки на больших скоростях резания, при высоких нагрузках, применяют центры вращения сзади (рис. 2).
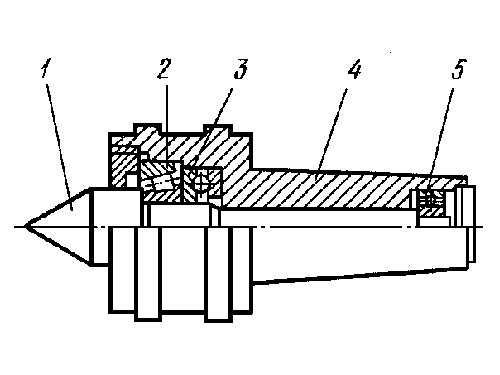
Рис. 2. Вращающийся центр:
1 – центр; 2 – роликовый подшипник; 3, 5 – шариковые подшипники; 4 – корпус
В хвостовую составляющую 4 этого центра в опорах качения 2, 3, 5 установлена ось. На ее конце изготовлена рабочая составляющая 1. Это придает ей вращение вместе с обрабатываемой деталью.
Зубчатые и штыревые поводковые патроны
Для обработки валов, когда необходимо применение станков используются зубчатые и штыревые поводковые патроны, передающие вращение детали через торец с возможностью обработки боковой поверхности.

Комплект зубчатых поводковых патронов
Деталь обрабатывается в передней части плавающего центра, передавая вращательное движение с возможностью возникновения отклонения. Данный вид крепежных элементов обеспечивает надежную фиксацию в осевом направлении позволяя выполнять обработку с высоким качеством.
Хомутики
На рис. 3 показано, что вращение от шпинделя к детали, которая находится в центрах станка, передается посредством хомутиков. Их устанавливают на заготовку, крепят болтом 1 – а). Хвостовиком 2 хомутик упирается в палец на поводковом патроне. Максимально удобен в пользовании хомутик с самозатяжкой – б). Его хвостовик 2 установлен в корпус 5 подвижно на ось 4.
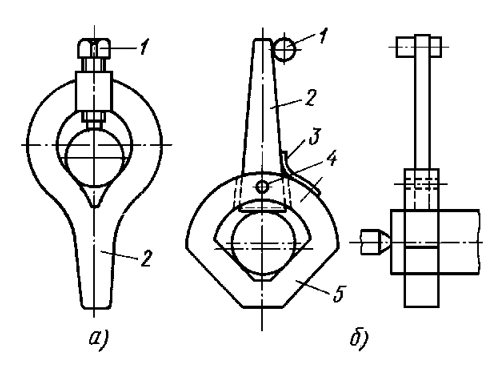
Рис. 3 Токарные хомутики: а — простой: 1 — болт; 2 — хвостовая часть; б — с самозатягиванием; 1 — упорный винт; 2 — хвостовая часть; 3 — пружинная пластина; 4 — палец; 5 — призматический корпус.
Низ хвостовика 2 со стороны детали изготовлен в виде эксцентрика к оси 4 с насечками. Чтобы поместить хомутик на деталь, хвостовик 2 наклоняется к пружине 3. После помещения хомутика, пружина предварительно натягивает деталь хвостовиком. По ходу операции палец-поводок 1 патрона осуществляет полную затяжку детали пропорционально мощности резания.
Технические характеристики
Корпус патрона выполнен из высококачественного специального чугуна
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Схема III:
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
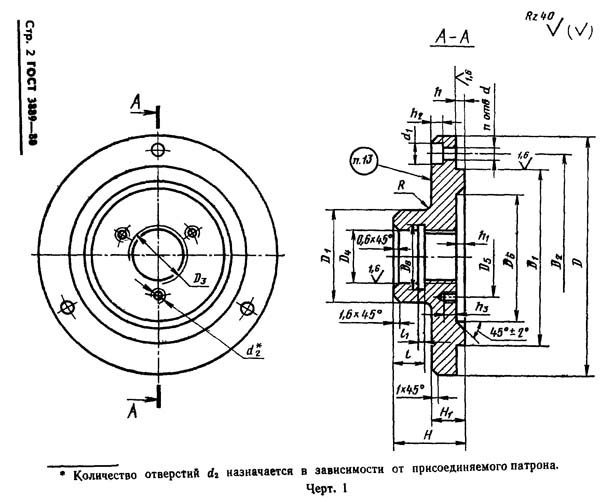
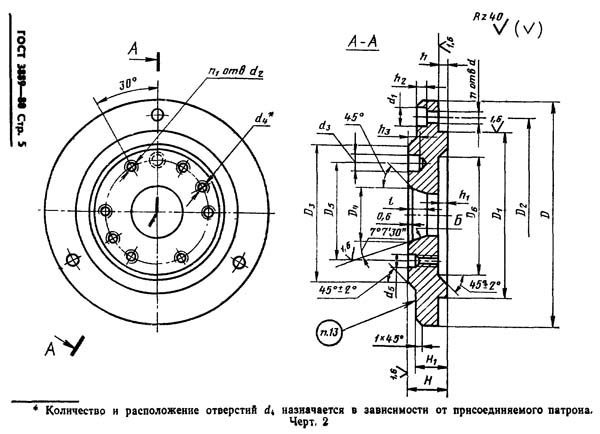
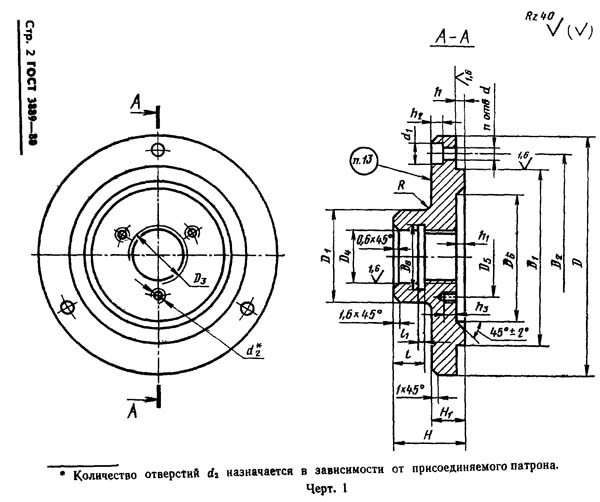
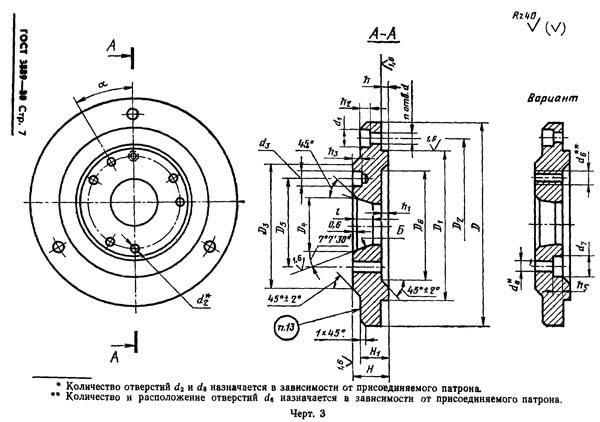
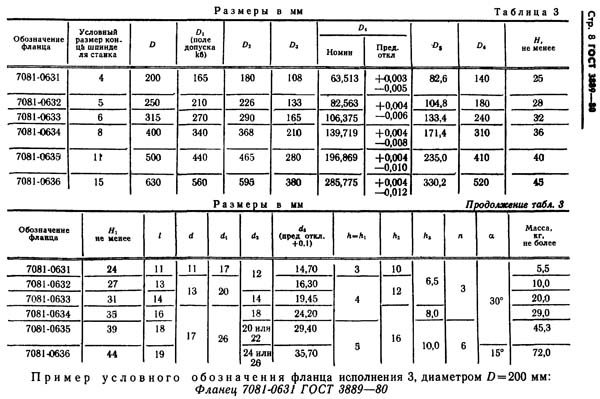
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
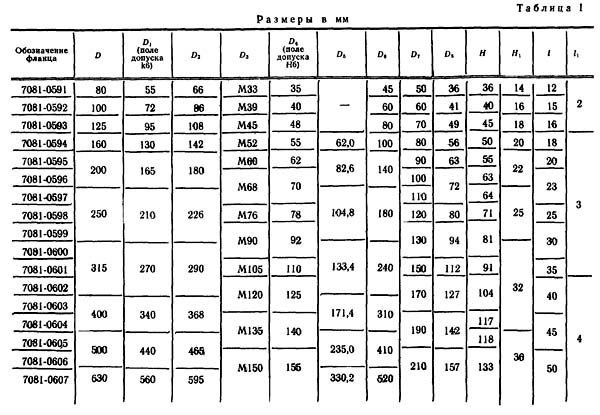
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
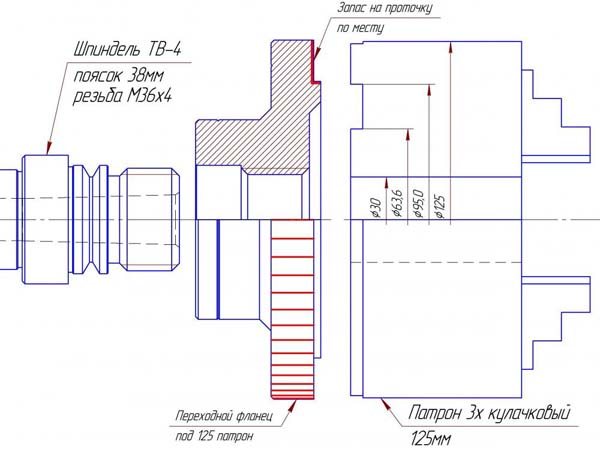
Пример: фланец промежуточный к токарному станку ТВ-4
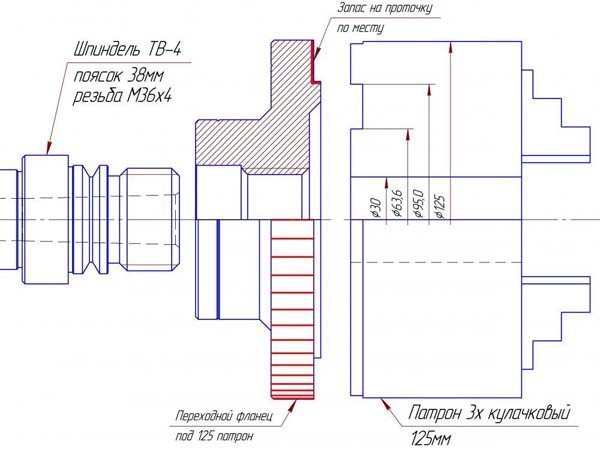
Фланец промежуточный к токарному станку ТВ-4
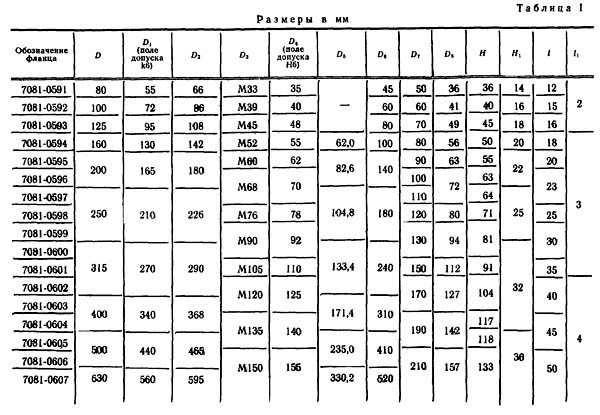
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
Какие еще ГОСТы связаны с токарными патронами
На различные токарные детали для металлообрабатывающих станков разработаны собственные стандарты, которые закрепляют все необходимые параметры. Основные ГОСТы:
- ГОСТ 24351-80 Для самоцентрирующихся трех- и двухкулачковых клиновых и рычажно-клиновых элементов.
- Стандарт 3890-82 Для четырехкулачковых деталей с независимым перемещением кулачков» с указанием основных и присоединительных размеров.
- 14903-69 Для самоцентрирующихся двухкулачковых элементов.
- Госстандарт 2848-75 Конусы инструментов. Допуски. Методы и средства контроля.
- Госстандарт 12595 – 2003 – станки металлорежущие.
- Госстандарт 3889 – Фланцы к самоцентрирующимся патронам.
- Стандарт 12593-72 – размеры фланцев шпинделей
Вся данная техническая документация позволяет обобщить и классифицировать разновидности этих основных элементов токарной оснастки.

Трехкулачковые варианты с диаметром в 250 мм чаще всего используются в токарных станках, как на промышленном, так и на бытовом уровне. Поэтому стандарты их изготовления по всем параметрам должны четко соблюдаться.
Документ, регламентирующий самоцентрирующиеся спирально-реечные элементы, содержит подробные размеры, а также отдельные схемы и чертежи данной детали, по которым можно выявить соответствие заявленных данных. При малейшем нарушении параметров, указанных в ГОСТе, значительно снижается, качество рабочего процесса токарного станка.
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
Преимущества:
- более сильный зажим;
- большая точность;
Недостатки:
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Патрон двухкулачковый для установки деталей типа тройников
Установочная призма 1 и зажимающий кулачок 2 — сменные, это позволяет устанавливать детали, имеющие патрубки, диаметром до 50 мм. Поворот на углы 90° и 180° производят совместно с кронштейном 3. Положение кронштейна фиксируется пальцем 4 при повороте замковой оси 5.
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
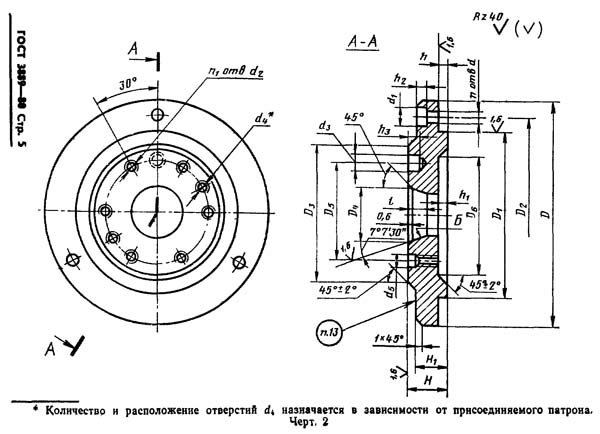
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
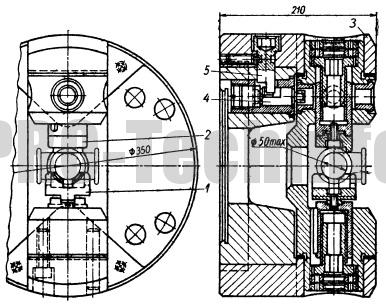
Патроны переналаживаемые универсальные для крепления заготовок по фланцевой поверхности
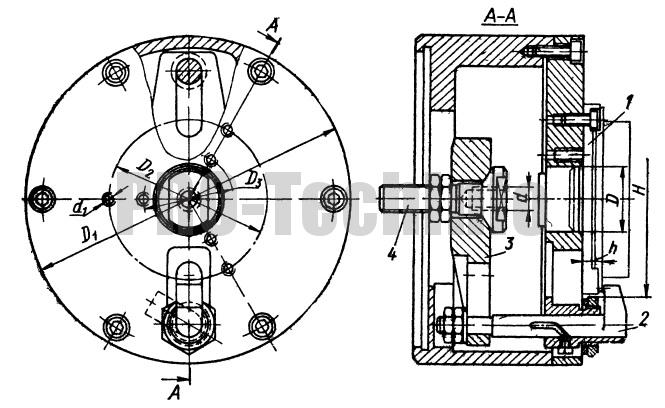
Предназначаются для крепления заготовок с поджимом к торцовой поверхности. Для установки различных заготовок патроны оснащают сменными наладочными устройствами 1, которые центрируются по отверстию.
Зажимающие элементы — два кулачка 2, закрепленные на качающейся траверсе 3, соединенной с пневмоприводом болтами 4. Настройку кулачков на заданный размер осуществляют путем их радиального передвижения. Поворот кулачков происходит автоматически посредством направляющих байонетных пазов. Привод патрона пневматический.
Размеры в мм
| H | D ( доп. откл. по А) | D1 | D2 | D3 | h | d | d1 | ||
| min | max | min | max | ||||||
| 65 | 145 | 50 | 250 | 125 | 68 | 15 | 38 | M16 | M8 |
| 80 | 190 | 320 | 175 | 70 | 24 | 46 | M10 | ||