Как правильно выбрать токарный режущий инструмент
Токарные режущие инструменты могут обрабатывать поверхности практически любого типа. В зависимости от используемой державки, можно изготовить деталь как цилиндрическую, так и с фасонной поверхностью. Выбирая инструмент для металлообработки, стоит обратить внимание на множество факторов, определяющих их качество. Так, надежное оборудование не может стоить дешево. Если выбирать между ценой и качеством, лучше сделать ставку на последний аспект, но за качество, конечно, нужно платить. Но при этом следует понимать, что хороший режущий агрегат прослужит намного дольше и в целом позволит сэкономить.
Особое внимание следует уделить материалу режущей части. В настоящее время подавляющее большинство предпочитают выбирать изделия из твердых сплавов, которые наряду с износоустойчивостью позволяют работать практически с любыми металлами.
Важной деталью являются режущие кромки. Они должны быть прочными, так как от этого зависит стойкость во время обработки детали. При быстром износе режущей кромки необходимо чаще менять оборудование, а это приводит к увеличению стоимости обработки и, соответственно, себестоимости изделия.
В зависимости от обрабатываемого металла выбирается тот или иной вид твердого сплава, из которого изготовлена режущая часть, и режимы резания. Быстрорежущая сталь подходит только для низкой скорости работы и работы с мягкими материалами. А вот изделия из твердого сплава, минералокерамики или кубического нитрида бора – имеют высокий уровень износоустойчивости и позволяют работать с высоким уровнем производительности.
Оснастка для токарного инструмента, срок службы
Если вы решили приобрести токарный инструмент, то стоит заранее подумать о том, какая оснастка вам дополнительно необходима. Дело в том, что ввиду высоких скоростей работы даже самый дорогое оборудование не сможет работать качественно, если оснастка отстает, поэтому необходимо обзавестись державкой. Они помогают удерживать его в фиксированном положении, что положительно сказывается на результатах работы. При необходимости осуществления точного надреза, вы должны быть уверенны в том, что инструмент не соскользнет – это поможет обеспечить державка. Она крепится непосредственно к станку. Многие державки имеют сразу несколько отверстий, что позволит непосредственно в процессе работы менять насадки, что существенно ускорит процесс. Также можно выбрать державки с регулируемым замком, что позволит варьировать поддерживаемый токарный инструмент в заданном диапазоне. Это опять же позволит экономить на оснастке, покупая одно изделие вместо одного.

Оснастка для токарных станков
На токарных станках обрабатываемые детали типа валов устанавливают в центрах по центровым отверстиям. Один центр расположен в шпинделе передней бабки, а второй — в пиноли задней бабки токарного станка. Патрон устанавливают и закрепляют на конце шпинделя передней бабки станка.
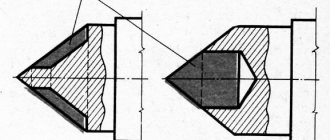
Центры подразделяют на следующие тины:
- 1) неподвижные нормальные и специальные (рис. 4.1);
- 2) вращающиеся нормальные и специальные (рис. 4.2, 4.3);
- 3) рифленые специальные (рис. 4.1, д
); - 4) срезанные (рис.4.1, в).
Конусная поверхность центра предназначена для установки детали и имеет угол при вершине 60, 90, 120°; хвос товик цен тра изготовляют с конусом Морзе определенного номера (№ 0, 1,2, 3, 4, 5, 6).
Невращаюшиеся центры станков от трения сильно нагреваются и изнашиваются; применяются при черновой обработке при малых частотах вращения. Для уменьшения износа и увеличения срока их службы используются вращающиеся задние центры, менее точные, чем невращаюшиеся. Задний центр
(рис. 4.2) применяют для установки заготовок с центровыми отверстиями, а задний центр, показанный на рис. 4.3, — для обработки заготовок полых деталей.
Рис. 4.1.
Токарные центры различных типов:
1,2
и
3
— соответственно рабочая, хвостовая и опорная части
Рис. 4.2.
Конструкция вращающеюся заднего центра
Рис. 4.4.
Плавающий передний центр
При обработке ступенчатых валов на многорезцовых станках для получения заданных линейных размеров заготовку вала устанавливают на плавающий (подпружиненный) передний центр.
На рис. 4.4 показана схема такого подпружиненного центра: центр 2
утапливается в корпус
1
под действием заготовки, поджимаемой задним центром. Торец детали всегда занимает фиксированное положение, определяемое торцом корпуса /.
Рис. 4.5.
Патроны трехкулачковые самоцентрирующие
Рис. 4.3.
Конструкция грибкового заднею центра для установки полых валов
Для зажима деталей по наружной цилиндрической поверхности применяют разнообразные самоцентрирующие и поводковые патроны.
Пагроны трехкулачковые токарные са- моценгрирующие (рис. 4.5) выпускаются по ГОСТ 2675-80 следующих размеров: 80, 100, 150, 200, 250, 315, 400 и 500 мм (по наружному диаметру). Снабженные спирально-реечным механизмом они обеспечивают зажим и центрирование заготовки по оси вращения патрона с погрешностью 0,05. 0,15 мм. Время зажима в таком патроне составляет от 0,3 до 0,9 мин. Зажим осуществляется специальным ключом с квадратом. Кулачки применяют сырые и закаленные, они могут быть также сменными.
Для механизированного зажима применяют самоцентрирующие трехкулачковые клиновые быстропереналаживаемые патроны, конетрукции которых показаны на рис. 4.6. Они предназначены для базирования и закрепления заготовок типа вал и диск при обработке на токарных станках.
Рис. 4.6.
Самоцентрирующие трехкулачковые клиновые патроны для обработки заготовок типа вал
(а)
и диск
(б)
[7]
Патрон (рис. 4.6, а)
состоит из корпуса 7, основных
1
и накладных
3
кулачков, сменной вставки
6
с плавающим центром
5
и эксцентриков
2,
в кольцевые пазы которых входят штифты
13.
Быстрый зажим и разжим накладных кулачков при их переналадке осуществляется тягами
4
через эксцентрики
2.
Для обработки заготовок типа вал в патрон устанавливают сменную вставку 6 с плавающим центром
5
и выточкой по наружному диаметру. Заготовку располагают в центрах (центре
5
и заднем центре станка) и зажимают плавающими кулачками с помощью втулки
8
с клиновыми замками, которая соединена с приводом, закрепленным на заднем конце шпинделя станка. Разжим осуществляется с помощью фланца
11.
Для выполнения работ в патроне с самоцентрирующими кулачками сменную вставку
6
заменяют вставкой
14
(рис. 4.6,
б),
которая не имеет выточки по наружному диаметру, благодаря чему обеспечивается самоцентрирование патрона. Патрон крепят на шпиндель станка с помощью фланца
12.
К приводу патрон присоединяют втулкой
9
и винтом
10.
Зачем нужны токарные инструменты по металлу, и какими они бывают?
Сегодня токарные инструменты по металлу широко используются в производстве и изготовлении разнообразных деталей и механизмов при обработке тел вращения. При этом разнообразие технических решений в области токарных режущих инструментов огромно. Выделяют несколько групп:
- нейтральные, правые или левые (определяют направление резания);
- по материалу – из быстрореза или из твердого сплава;
- цельные или составные, состоящие из нескольких элементов.
Приведенная классификация демонстрирует лишь малую часть различий в конструкции. И хотя все они отличаются друг от друга функциональным предназначением, они имеют и некоторые общие черты.
Как правильно выбрать токарный режущий инструмент
Токарные режущие инструменты могут обрабатывать поверхности практически любого типа. В зависимости от используемой державки, можно изготовить деталь как цилиндрическую, так и с фасонной поверхностью. Выбирая инструмент для металлообработки, стоит обратить внимание на множество факторов, определяющих их качество. Так, надежное оборудование не может стоить дешево. Если выбирать между ценой и качеством, лучше сделать ставку на последний аспект, но за качество, конечно, нужно платить. Но при этом следует понимать, что хороший режущий агрегат прослужит намного дольше и в целом позволит сэкономить.
Особое внимание следует уделить материалу режущей части. В настоящее время подавляющее большинство предпочитают выбирать изделия из твердых сплавов, которые наряду с износоустойчивостью позволяют работать практически с любыми металлами.
Важной деталью являются режущие кромки. Они должны быть прочными, так как от этого зависит стойкость во время обработки детали. При быстром износе режущей кромки необходимо чаще менять оборудование, а это приводит к увеличению стоимости обработки и, соответственно, себестоимости изделия.
В зависимости от обрабатываемого металла выбирается тот или иной вид твердого сплава, из которого изготовлена режущая часть токарного инструмента по металлу, и режимы резания. Быстрорежущая сталь подходит только для низкой скорости работы и работы с мягкими материалами. А вот изделия из твердого сплава, минералокерамики или кубического нитрида бора – имеют высокий уровень износоустойчивости и позволяют работать с высоким уровнем производительности.
Оснастка для токарного инструмента, срок службы
Если вы решили приобрести токарный инструмент, то стоит заранее подумать о том, какая оснастка вам дополнительно необходима. Дело в том, что ввиду высоких скоростей работы даже самый дорогое оборудование не сможет работать качественно, если оснастка отстает, поэтому необходимо обзавестись державкой. Они помогают удерживать его в фиксированном положении, что положительно сказывается на результатах работы. При необходимости осуществления точного надреза, вы должны быть уверенны в том, что токарный режущий инструмент не соскользнет – это поможет обеспечить державка. Она крепится непосредственно к станку. Многие державки имеют сразу несколько отверстий, что позволит непосредственно в процессе работы менять насадки, что существенно ускорит процесс. Также можно выбрать державки с регулируемым замком, что позволит варьировать поддерживаемый токарный инструмент в заданном диапазоне. Это опять же позволит экономить на оснастке, покупая одно изделие вместо одного.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.

Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Где можно купить токарные инструменты по металлу?
Лучшие цены на товары и гарантируем их качество.Если Вы собираетесь покупать токарный режущий инструмент, то стоит обратить внимание на следующие факторы:
- стоимость;
- репутация фирмы-производителя;
- качество;
- ассортимент.
На сайте нашей Вы можете приобрести токарные инструменты самых известных производителей. Мы гарантируем высокий уровень надежности товара. Также удобным преимуществом станет тот факт, что мы осуществляем доставку до склада потребителя. Мы предлагаем широкий выбор токарных режущих инструментов с оптимальным соотношением цена-качество.