Под фразой «шпиндель для фрезерного станка с ЧПУ» обычно принято подразумевать двигатель, с установленным на него цанговым самозажимным патроном (как на ручной фрезерной машинке), который служит для фиксации режущего инструмента, такого как фреза, точильный камень, сверло и т.д, и передачи ему вращательного движения с большой скоростью.

Классификация
Их можно разбить на 2 небольших группы – это домашние и промышленные:
- К домашним относятся различные бормашины, маленькие бытовые фрезеры или дрели.
- К промышленным же относят двигателя, рассчитанные выдерживать высокие нагрузки в процессе работы, имеющие керамические подшипники и, зачастую оснащенные сложной системой жидкостного или воздушного охлаждения и системой подачи смазки непосредственно на участки с большим уровнем трения и нагрева.
При использовании в домашнем станке ЧПУ дрели в роли шпинделя, необходимо понимать, что ее подшипники не рассчитаны на высокую боковую нагрузку и очень быстро начнут «выть», что может привести к высокому нагреву обмоток, уменьшению мощности на валу, и в последствии такой шпиндель просто сгорит.
В данном случае охлаждение не поможет, и необходимо дорабатывать саму дрель, а именно: заменить шариковый подшипник вала на роликовый (желательно с керамическими роликами), жестко зафиксировать его в корпусе и позаботится о постоянном наличии смазки в нем.

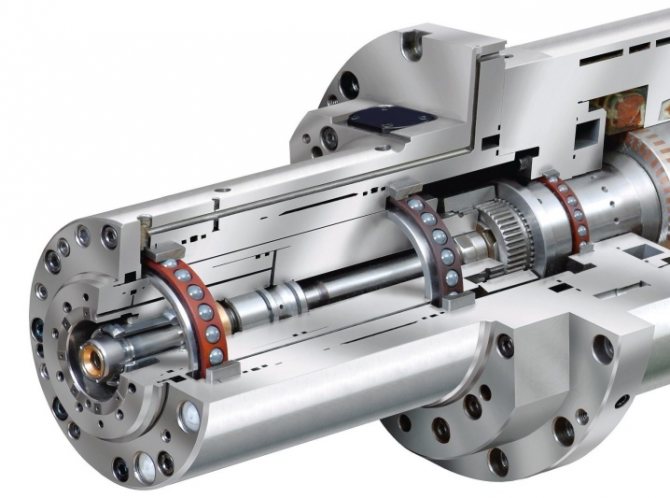
Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Особенности шпинделя зависимо от вида
В основном, во время работы фрезерных станков, все нагрузки перпендикулярны оси шпинделя, а параллельные нагрузки появляются только в момент врезки в тело заготовки. Именно поэтому, необходимо выбирать двигатель, который сможет выдерживать такие нагрузки на протяжении большого периода времени, поскольку работа фрезерных станков может быть непрерывной в течении суток и даже более.
Шпиндели, предназначенные для промышленных целей, не нуждаются в постоянной чистке и смазке подшипников на всем сроке эксплуатации, но, если вы начинаете замечать посторонние звуки в его работе на холостом ходу, лучше все же разобрать корпус двигателя, выдуть изнутри сжатым воздухом все загрязнения (если таковые присутствуют) и хорошо смазать подшипник специальной смазкой, не теряющей своих свойств при высоких температурах.
Помимо всего, промышленный шпиндель оснащен качественным цанговым патроном, имеющим минимальное биение при работе, обеспечивая необходимую точность обработки, минимальную разницу между фактическим и реальным размером фрезы и позволяющий зажимать фрезы с обычным цилиндрическим хвостовиком.
Цанговые зажимы
В основном, самыми распространенными являются цанги типа ER11 и ER16, в которую становится сверло или фреза с диаметром хвостовой части от 2.5 до 3.2 мм, даже если она сделана конусом. Также существуют и патроны, рассчитанные под больший диаметр инструмента, но они используются при грубой обработке металла или фрезеровке по стали и имеют отверстие под зажим инструмента 6 и более миллиметров.

Почему нельзя установить ее на мой домашний станок с ЧПУ, спросите вы?
Если зажать фрезу диаметром 2 мм с диаметром хвостовика 3.2 мм в цанговый патрон, то при обработке вы практически не заметите разницы, но, если установить на любительский станок фрезу, диаметром 10 мм и хвостовиком 3.2 мм, то легко можно деформировать направляющие, поскольку нагрузка на них в таком случае возрастает в разы. В станке все детали должны идеально сочетаться друг с другом, в противном случае с ним будет больше проблем, чем качественной работы. Поэтому рекомендуем вам остановить свой выбор на цанге EP-13, ее вполне хватает для небольших объемов работ и к ней подходит практически любой рабочий инструмент, применяющийся в обработке различных материалов.
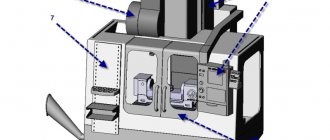
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты
Мощность шпинделя
При выборе мощности шпинделя необходимо руководствоваться золотым правилом – чем больше, тем лучше. Основные правила при выборе мощности:
- Если планируется использование фрезерных станков только для сверловки или гравировки небольших деталей, то будет вполне достаточно шпинделя, мощностью до 600 ватт.
- Для фрезеровки твердых пород древесины и металла нужно рассматривать уже двигателя мощностью от 600 до 1400 ватт.
- В случае, если планируется дальнейшая модернизация станка (бывают станки с двумя шпинделями и более) или нужен большой запас по мощности, необходимо смотреть в сторону шпинделей, имеющих мощность свыше 1.6 кВт, они позволят производить обработку практически любых материалов, а качество работы будет зависеть только от надежности механической части станков с ЧПУ.
Регулировка подшипников
Какой бы хорошей техника ни была изначально, со временем она утрачивает свои положительные качества. Проблемы с подшипниками неизбежны при долгой эксплуатации. Еще раньше они появляются из-за перегрузок и вибраций. Игнорирование этого момента грозит не только плохим качеством обработки, но и повреждениями оборудования. Отрегулировать подшипники (вернее, их зазоры) на консольных фрезерах можно по примерно одинаковой схеме:
- введение оправки;
- прикосновение к цилиндрическому выступу индикаторным штифтом;
- раскачка шпинделя оправкой в опоре;
- отметка наибольших отклонений индикатора (они должны быть не больше 8-10);
- при превышении – регулировка согласно инструкции.
Охлаждение
Как уже было сказано выше, шпиндели могут быть оборудованы как воздушным, так и жидкостным охлаждением. Воздушное представляет собой обычную крыльчатку, закрепленную на валу двигателя и обдувающую его обмотки.
Большим недостатком такого типа охлаждения является тот факт, что крыльчатка не только нагнетает воздух на горячий мотор, но еще и засасывает в его корпус стружку, пыль и все то, что вырезает фреза из заготовки. Также при обработке на низких скоростях воздушное охлаждение малоэффективно, поскольку напрямую зависит от скорости вращения вала шпинделя.

Система водяного охлаждения не имеет такого недостатка, но при ее использовании необходимо отдельное место для резервуара с охлаждающей жидкостью и правильная фиксация трубок с ней на корпусе фрезерных станков, что сильно усложняет конструкцию, если это фрезерный двухшпиндельный станок.
Она гораздо эффективнее системы воздушного охлаждения, поскольку скорость тока жидкости через шпиндель все время одинакова благодаря использованию специальной помпы. Основным условием, которое необходимо соблюдать, имея шпиндель с водяным охлаждением – это то, что нельзя включать двигатель, не включив помпу, поскольку в таком случае он вовсе не будет охлаждаться, очень быстро перегреется и, как следствие, сгорит.
Изготовление фрезерного станка по дереву
Производство оборудования должно выполняться строго по заранее составленной схеме. На ней указывается месторасположение каждого компонента, способ его крепления и размеры.
На первом этапе изготовления необходимо собрать опорную раму для станка. Для этого заранее подготовленные заготовки труб следует соединить между собой. Затем с помощью сварки выполняется их фиксация. После этого сверяются размеры верней части и приступают к производству столешницы.
- На панели ДВП наносят разметку, согласно которой вырезается контур столешницы.
- При вертикальном расположении фрезы в панели делают отверстие.
- Установка электродвигателя и шпинделя. Последний не должен выступать над плоскостью столешницы.
- Монтаж ограничительной планки.
После этого можно проводить первые испытания конструкции
Важно, чтобы во время работы не возникало сильных вибраций. Для их компенсации можно установить дополнительные ребра жесткости
Сборка станка с ЧПУ своими руками
Рейтинг: 3 / 5
Многие считают, что собрать ЧПУ станок своими руками довольно проблематично. Но это не так. Обладая необходимым багажом знаний, устройство можно собрать и в домашних условиях, пусть и нет быстро, как на заводе.
Что потребуется для сборки:
- чертежи ЧПУ станка;
- элементы крепежа и детали;
- сверлильный и токарный станок;
- набор инструментов.
Изготовить домашний ЧПУ станок можно двумя способами: купить набор необходимых для его функционирования деталей или же найти составляющие устройства самостоятельно и собрать их. В сегодняшней статье мы рассмотрим второй вариант.
Для начала нужно выбрать подходящую схему, согласно которой оборудование будет работать. Ее выбор зависит от желаемых характеристик станка, в частности размера, дизайна.
Необходимо купить ходовые винты и другие детали; или же их можно изготовить на токарном и сверлильном станке. В качестве материала подойдет фанера или алюминий.
Из фанеры также целесообразно сделать рабочую поверхность. Оптимальная толщина – 18 – 20 мм.
Особенности работ со станиной
Станина обеспечивает устройству необходимую жесткость. На нее монтируют ШД, ось Z, рельсовые направляющие, рабочий стол (поверхность), а также шпиндель.
Станину лучше всего монтировать без сварных швов, так как они плохо переносят вибрации. Крепеж лучше всего осуществлять с помощью гаек Т-формы. Также нужно 2 подшипника: шпиндельный и скольжения.
В качестве основы станка ЧПУ можно использовать обычный отработавший свое сверлильный станок. Его головку необходимо сменить только на фрезерную. Чтобы данный инструмент двигался во всех трех плоскостях, создается специальных механизм с помощью кареток обычного (МФУ) принтера. Когда вышеуказанная сборка готова, к оборудованию необходимо подключить корректное программное управление.
Собранный по такому принципу станок ЧПУ для домашней мастерской без проблем сможет работать с пластиком, деревом и листами метала небольшой толщины. Так как каретки недостаточно жесткие, с камнем или толстыми листами металла работать не получится. Для мощного ЧПУ станка необходима качественная электроника и двигатель высокой мощности.
Особенности сборки станка ЧПУ
Детали
Рассмотрим особенности сборки станка ЧПУ по дереву для домашней мастерской.
На корпус крепятся первые два шаговых двигателя. Они монтируются за вертикальной осью. Они обеспечивают вертикальное и горизонтальное перемещение фрезерной головки.
Для того чтобы установить шаговые двигатели оси Z, нужно использовать заднюю, переднюю, а также верхнюю пластины. Сделайте подложку фрезерного шпинделя.
Задействуйте резиновую обмотку лучше всего толстого электрокабеля, чтобы зафиксировать вал электрического двигателя. Фиксаторами могут стать прочные винты с втулками из нейлона.