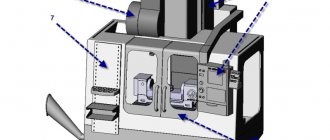
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты
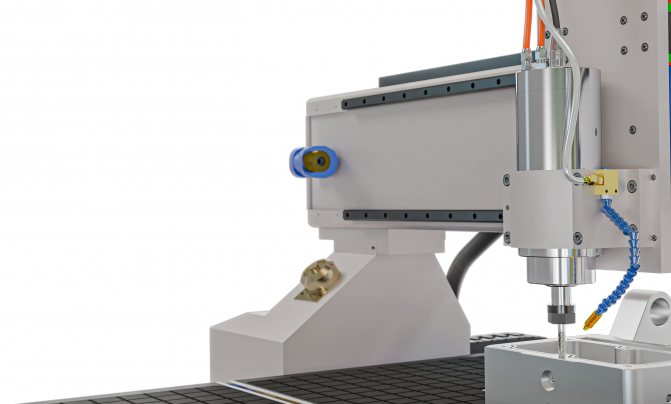
Шпиндельный узел
шпиндельный узел обрабатывающего центра
Этот механизм является одним из самых важных в токарном станке, он обеспечивает основное движение — резание. Шпиндельный узел располагается в передней бабке и может иметь различную конструкцию.
Главные параметры шпиндельного узла передней бабки:
- точность — определяется степенью биения, которая должна быть в определенных пределах. Величины биения устанавливаются с учетом класса точности;
- виброустойчивость — это основной динамический узел, вызывающий колебания бабки и всего станка. Виброустойчивость определяется частотой колебаний конца шпинделя и должна быть у особо точных моделей более 600 Герц, у обычных — более 250 Герц;
- жесткость — будучи компонентом несущей системы, шпиндель влияет на суммарную жесткость;
- сопротивление нагреву — опоры шпинделя, расположенные в передней бабке — это основной источник выделения тепла в станке. От опор тепло постепенно расходится по стенкам бабки, провоцируя ее перекос относительно основания;
- долговечность — она зависит в основном от вида опор и определяет срок использования шпинделя без потери точности.
Видеоролик о точных размерах узлов и деталей токарного станка:
Основные разновидности и назначение
Шпиндель является главным узлом на фрезерных станках всех типов. Его параметры входят в перечень основных технических характеристик оборудования. Режущий инструмент крепится на шпинделе и через него получает вращательный момент от основного привода.
Мощность узла во многом зависит от его конструкции. Все виды шпинделей условно делят:
- домашние, до 1,5 кВТ;
- промышленные, от 3 кВт.
Деление условное. На мощном оборудовании можно мастерить в гараже мебель и делать запчасти. На крупном предприятии массово делают гравировку, используя настольные станки.
Гравер
Шпиндель предназначен для выполнения гравировальных работ на станках с ЧПУ и других операций с малой глубиной обработки. Шпиндельный вал получает обороты непосредственно от двигателя. Скорость и мощность находятся в прямой зависимости. Крепление инструмента цанговое.
Гравером выполняют фрезерные работы:
- обработка плат;
- гравировка по металлу, стеклу и камню;
- выполнение пропилов, пазов и других элементов глубиной до 1,5 мм на мелких деталях.

Граверы используют на фрезерных станках с ЧПУ для создания надписей, рисунков, других изображений по трафарету и программе. Производство деталей единичное и серийное.
Бормашинка
Отличается от гравера большой мощностью и патронным зажимом, устанавливаемым в конус шпинделя. Мощность узла стабильная, не зависит от оборотов.
Шпиндель типа бормашина устанавливается на оборудование для проведения работ:
- глубокая гравировка;
- создание 3D изображений;
- изготовление объемных деталей из дерева и сплавов цветных металлов;
- раскрой листов МДФ, ДСП, фанеры, пластика.
Шпиндель и ведущий вал стоят в одной оси, и соединены муфтой. Число оборотов регулируется на электродвигателе.
Справка! Бормашина работает тише гравера и выполняет глубокую обработку деталей.
DC-мотор
В одном корпусе находятся электродвигатель и шпиндельный вал, соединенные жестко. Применяются на станках с ЧПУ для обработки металлов и мягких материалов. Скорость вращения до 12000 об/мин, мощность 400 Вт. Крепление инструмента цанговое.
Преимущества DC-моторов:
- отсутствие биения;
- высокая точность;
- низкий уровень шума.
Шпиндель конструкции DC-мотор устанавливают на фрезерные станки с револьверной головкой и коротким циклом операций. Регулировка оборотов инструмента производится через изменение режимов работы электромотора.
Важно! При большой скорости обработки, DC—мотор не относится к высокопроизводительному оборудованию. Время его работы несколько минут
Он быстро перегревается и требует остановки.
Прямошлифовальная машина
Вращательный момент с электродвигателя на шпиндель передается через редуктор. Мощность и частота вращения не регулируются. К прямошлифовальным машинкам имеется большой набор инструмента, которым выполняют:
- зачистку наружных и внутренних поверхностей;
- удаление заусенцев;
- обработку углов и торцов;
- фрезеровку по плоскости;
- вырезку пазов.
При установке дисковой пилы, производится порезка и раскрой листовых заготовок из пластика, дерева, цветных металлов.
Важно! Режим работы станка с прямошлифовальным шпинделем, регулируется подачей стола и глубиной реза.
Профессиональный
Профессиональный узел предназначен для длительной работы с большими нагрузками. Он отличается от маломощных моделей:
- имеет водяное охлаждение;
- шпиндельный вал закреплен в шарикоподшипниках;
- вращение передается через многоступенчатую коробку скоростей;
- работает тихо.
Достоинство узла заключается в отсутствии в нем щеток. Они быстро изнашиваются, искрят и способствуют нагреву шпинделя.
Важно! Профессиональные шпиндели работают от трехфазного тока. Для установки их на домашнем оборудовании, требуется частотный преобразователь.
Нюансы выбора
Стоит отметить, что шпиндели для фрезерных станков с ЧПУ встречаются чаще, чем изделия для «простых» станков. Ничего удивительного тут нет: подобные аппараты сами почти вытеснены. Но нужно еще сразу уточнять, предназначено ли устройство для работы по металлу или по дереву. Использовать как бытовые агрегаты в промышленности, так и индустриальные дома – не следует. И то и другое означает лишь напрасную затрату средств. В любом случае на первом месте при отборе оказывается мощность.
Экономия на ней категорически противопоказана. Чем больше прилагаемое усилие, тем дольше будет работать устройство (в известных пределах, конечно). Рекомендуемые значения:
- для сверлильных и гравировочных работ хватит показателя менее 600 Вт;
- стандартные работы с деревом и листами металла требуют уже 0,8-1,4 кВт;
- ежедневная заводская работа с ЧПУ подразумевает минимум 1,6 кВт.
Фанеру и другие плитные древесные материалы обрабатывают на мощностях до 3 кВт, а массив дерева, алюминий, бронзу — до 6 кВт.
Однако следует еще понимать, что сама фрезеровка может идти по разным сценариям. При силовом методе темп кручения фрезы намного превосходит интенсивность движения вала. При скоростном – сама режущая часть движется небыстро, но подается активно. Такие подходы применяются, соответственно, при приоритетах на оперативность работы и качество результата. Разумеется, шпиндель подбирают соответствующего класса.
Строение суппорта
Создание фрезерного станка с чпу по металлу своими руками
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Регулировка и настройка
На традиционных станках с зафиксированным в одном положении шпинделе регулировка оборотов двигателя проводится классическим, механическим способом, за счет коробки скоростей. На изображении рычаг регулировки скоростей шпинделя на традиционном фрезере:

На шпинделях с встроенным электродвигателем регулировка выполняется электрическим способом, за счет снижения и повышения тока, подаваемого на электродвигатель.
Сам шпиндель перед работой не требует специальной настройки. Внимание уделяется правильному расположению и надежному закреплению фрезы, согласно инструкции по эксплуатации для каждого станка. Неправильно вставленная фреза может делать выборку не на той глубине, где предусмотрено или выскочить из зажима во время работы.
Электрооборудование плоскошлифовального станка
Вращение шлифовального круга на плоскошлифовальных станках всегда осуществляется от встроенного электродвигателя. Вертикальное движение шпинделя может осуществляться как вручную, так и с помощью серводвигателя. Основное преимущество использования серводвигателя — это наличие обратной связи по скорости и другим показателям.
Продольное и поперечное движения рабочего стола так же может осуществляться как вручную, так и с помощью двигателей. В данном случае используются гидравлические двигатели, так как они способны обеспечить максимально плавное движение рабочего стола, без рывков и задержек. Гидродвигатели в основном используются для продольного движения.
Все плоскошлифовальные станки KAMIOKA и L&W доступны как в ручном управлении, так и управлении с помощью электродвигателей.
Способы охлаждения
Охлаждение обычных электродвигателей организовано продувкой ребер на корпусе закрепленным на валу двигателя вентилятором. В закрытом корпусе шпинделя организовать охлаждение сложнее. Оно решается двумя способами – принудительной продувкой через вентиляционные решетки и каналы внутри корпуса или с помощью водяного охлаждения.
Водяное охлаждение чаще встречается на промышленных станках. Требует дополнительных устройств, трубопроводов, но охлаждает систему значительно эффективнее, чем воздух.
Эксплуатационные свойства ШУ
Вам будет интересно:Мощность одной секции алюминиевого радиатора: особенности и отзывы
Жесткостью и точностью набор важных технико-физических показателей шпинделя не ограничивается. Среди других значимых свойств данного механизма стоит выделить:
- Вибростойкость. Способность ШУ к обеспечению стабильного вращения без колебаний. Полностью исключить вибрационный эффект представляется невозможным, однако благодаря тщательным конструкционным расчетам его удается минимизировать, снижая действие источников поперечных и крутильных колебаний наподобие пульсирующих сил в зоне обработки и крутящего момента в приводе станка.
- Быстроходность. Характеристика скорости шпиндельного узла, отражающая количество допустимых для оптимального рабочего состояния оборотов в минуту. Иными словами, предельно допустимая частота вращения, которая определяется конструкционными и технологическими качествами изделия.
- Нагрев подшипников. Интенсивное тепловыделение является естественным производным фактором при механической обработке на высоких скоростях. Поскольку нагрев может привести к деформации элементной базы, этот показатель должен рассчитываться в ходе проектирования. Наиболее чувствительным к тепловому воздействию компонентом узла является подшипник, изменение формы которого может нарушить функцию шпинделя. В целях снижения тепловых деформирующих процессов изготовители должны придерживаться норм допустимого нагрева наружных подшипниковых колец.
- Несущая способность. Определяется через коэффициент работоспособности шпиндельных подшипников в условиях предельно допустимых статических нагрузок.
- Долговечность. Временной показатель, указывающий на количество часов наработки изделия до капитального ремонта. При условии обеспечения сбалансированных показателей осевой и радиальной жесткости шпиндельного узла долговечность может достигать 20 тысяч часов. Минимальные показатели времени наработки до первого отказа составляют две и пять тысяч часов, что характерно соответственно для шлифовальных и внутришлифовальных станков.
Как подобрать шпиндель для станка ЧПУ
Фрезерный шпиндель – это главный элемент любого станка ЧПУ. Его основная задача – быстро и качественно выполнять обработку заготовок. При этом он должен обладать способностью выполнять широкий спектр операций обработки, бесперебойно выполнять свои функции на протяжении всего срока службы.
При выборе станка ЧПУ для изготовления фасадов МДФ в первую очередь важно определиться с мощностью электродвигателя фрезерного шпинделя. Для обработки МДФ или дерева подойдут и малосильные двигатели мощностью до 2 кВт
Однако при этом время процесса фрезерования будет пропорционально мощности фрезерного шпинделя станка ЧПУ. Целесообразность использования подобных станков ЧПУ в промышленном масштабе под большим вопросом.
Чтобы за один проход раскроить панель МДФ, или выполнить профильную фрезеровку фасада потребуется силовой агрегат мощностью около 5 кВт. Чтобы использовать автоматическую смену инструмента, расширить диапазон применяемого инструмента, иметь возможность подключать дополнительные агрегаты – потребуется шпиндель мощностью 10 кВт и более.
Скорость вращения шпинделя при работе станка ЧПУ с фрезеровальным и гравировальным инструментом для обработки древесных материалов варьируется от 12 до 24 тыс. оборотов в минуту. Если же планируется использование дополнительных агрегатов, то электродвигатель шпинделя должен выдерживать нагрузку и работать без потери мощности на скоростях 3-8 тыс. оборотов в минуту.
При подборе фрезерного шпинделя станка ЧПУ нельзя забывать о таких параметрах как надежность и долговечность. Некоторые операции станка ЧПУ могут выполняться по несколько часов, и если в середине процесса потребуется заменить щетки коллекторного двигателя фрезерного шпинделя, можно не только упустить драгоценное время, но и потерять фрезу, испортить заготовку.
Современные фрезерные шпиндели для станков ЧПУ с асинхронным двигателем на керамических подшипниках (в том числе их китайские аналоги), с воздушным или водяным охлаждением, обладают запасом надежности и неприхотливостью в обслуживании весь срок эксплуатации. К тому же, набор дополнительных опций поможет обезопасить оборудование от перегрева, внезапных перегрузок, скачков напряжения в сети.
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Разновидности шпинделей по типу использования
Шпиндели делятся в зависимости от предусмотренной мощности.
Маломощные шпиндели — работают в диапазонах 800-1000 Вт. Такие устройства подходят для работы с тонкой фанерой, стружечным композитными материалами и любым другим нетвердым древесным массивом.
Средняя мощность — шпинделей классифицируется диапазонами от 1500/2200 Вт и выше. Имея в распоряжении такой шпиндель, станок с ЧПУ может обрабатывать более твердую древесину.
Высокая мощность — шпинделя классифицируется диапазонами от 3500-6500 Вт и выше. Такие шпиндели могут обрабатывать твердые породы древесины и мягкие металлы, типо алюминия.
Шпиндели по металлу — у них отдельно вынесен шпиндель двигателя из-за чего у них более мощный крутящий момент на ту же мощность шпинделя. Втаком случае можность шпинделя будет зависеть также от желаемой скорости обработки металла и жесткости металла.
Важно отметить, что производитель шпинделя, вне зависимости от заявочной мощности, может давать рекомендации по типу использования. Некоторые шпиндели рекомендуются для раскроя и гравировки, а другие могут выполнять все типы работ, в том числе и фрезерную резку
Также, шпиндели делятся на две группы по мощности — от скорости вращения и от крутящего момента.
Тоесть шпиндель мощьностью 1,5кВт может быть разный по крутящему моменту или по скорости вращения. ДЛя твердых матерриалов важен больше крутящий помент, для мягких больше важна скорость вращения фрезы.
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты
Из каких частей состоит система и какие основные варианты представлены на рынке
Для начала следует разобраться с основными особенностями устройства и только затем разбираться с типами конструкций. На само деле, при всей внешней сложности система удобна в работе, и можно освоить ее за считанные дни.
Устройство
Если рассматривать обычные варианты, то их основными составными частями будут следующие элементы:
- Станина – на ней размещаются и закрепляются все узлы, этот элемент чаще всего делается массивными, чтобы уменьшать вибрацию, обеспечивать надежность и стабильность во время работы. Что касается некоторых вариантов, то данный элемент может отсутствовать в них, речь идет о настольных приспособлениях и ручных фрезерах;
- Рабочий стол предназначен для расположения заготовок при их обработке, тут все достаточно просто: поверхность должна быть прочной, а ее площадь должна обеспечивать нормальное расположение обрабатываемых элементов;
- Для повышения удобства на столе чаще всего располагаются прижимы – для фрезерного станка по дереву их наличие обязательно по той причине, что для обеспечения точности обработки каждый элемент должен быть зафиксирован максимально надежно и прочно. Если производится обработка торцов, то нужно наличие упорной линейки, так вы сможете проводить операцию очень точно и ровно;
Прижимы могут иметь разную конфигурацию в зависимости от характера выполняемых работ
- Вал для фрезерного станка по дереву выполняет функцию передачи усилия от силового агрегата к рабочему элементу, его еще часто называют вал-шпиндель, он располагается на суппорте. Этот узел позволяет не только передавать усилие и четко фиксировать элемент, но и регулировать положение рабочего элемента относительно поверхности рабочего стола в зависимости от особенностей проводимых работ;
- Шпиндель для фрезерного станка по дереву используется для крепления рабочих элементов и располагается на ведущем валу, главное требование к нему – надежность фиксации и простота использования;
Шпиндель должен обеспечивать быструю смену рабочих узлов
Чтобы делать на материалы пазы, снимать торцы в определенной форме и делать другие работы, применяются специальные фрезы для фрезерного станка по дереву, на рынке представлено огромное количество типоразмеров и конфигураций, поэтому вы сможете подобрать оптимальный вариант для любого типа изделий;
Такой вариант как фрезы по дереву для станков насадные используется для работ по приданию торцам определенной конфигурации для крепления и соединения элементов
Виды оборудования
В настоящее время на рынке представлены несколько основных вариантов:
- Станки с ЧПУ являются самым высокотехнологичным вариантом, их отличительная особенность – наличие процессора, который позволяет обрабатывать информацию и работать по заранее заданным параметрам. Это обеспечивает наивысшую точность обработки и минимум огрехов, ведь не нужно делать все своими руками, весь процесс контролирует компьютер;
- Горизонтальное оборудование имеет рабочий стол и, соответственно, обрабатывает заготовки в горизонтальной плоскости. В вертикальных установках рабочий узел расположен в вертикальной плоскости и может двигаться вверх-вниз, что позволяет упростить обработку некоторых элементов;
- Ручные фрезеры сложно назвать станками, но зато они доступны по стоимости и позволяют справиться с большинством мелких работ. Кроме того, с их помощью можно соорудить небольшое стационарное приспособление, в этом случае схема фрезерного станка по дереву будет представлять собой конструкцию для крепления инструмента, которая может иметь и копир, чтобы изготавливать изделия по образцу;

Чертеж фрезерного станка по дереву своими руками в таком случае даже не нужен – вам нужно сделать систему крепления оборудования и продумать фиксацию заготовок
Настольные варианты чаще всего предназначены для бытовых нужд и представляют собой неплохие решения за разумные деньги.
Каждая фреза по дереву для станка имеет свою конфигурацию, целесообразно иметь под рукой целый набор с самыми ходовыми вариантами
Особенности конструкции шпинделя
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Что использовать для настольных станков
Если вам необходимо оснастить настольный станок с ЧПУ подходящим шпинделем, сейчас доступно несколько довольно привлекательных вариантов. Выбирать устройство вам.
Ручные граверы. Стоит такое устройство от 500 рублей. Особых сильных качеств не имеет, но если вам предстоит выполнить ремонт или фрезеровку мягких материалов с небольшими фрезами, то этот агрегат вполне подойдет для оснащения станка с вертикальным шпинделем. Недостатки — это небольшая скорость вращения и незначительная мощность. Бормашины. Работают очень тихо, оснащаются надежным фиксатором для патрона. При малых оборотах двигателя крутящий момент почти не меняется. Это обеспечивает серьезное превосходство устройства перед гравером. Шпиндель от двигателей DC. При мощности 0,4 кВт обеспечивают крутящий момент в 12000 оборотов за минуту. Выполнять различный ремонт, фрезерные работы с таким шпинделем удобно, поскольку обеспечивается слабое биение, работает агрегат тихо. Плюс цанга выполнена по широко используемому стандарту. Но есть недостатки — незначительные показатели мощности, сильный нагрев, который вынуждает искать эффективное охлаждение
Для работы устройство потребует отдельный источник питания, к чему также важно быть готовым.
Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент.
Конструкция
Выбор типа конструкции зависит от назначения обрабатывающего станка, его размеров, мощности привода, кинематической схемы, максимальной скорости с которой он должен вращаться.
Несмотря на обилие квалификационных признаков, узел состоит из следующих деталей:
- корпус;
- фиксирующие опоры (количество зависит от выбранной схемы);
- комплект подшипников;
- элементы крепления заготовки.
Корпус выполнен в форме вала. Он изготавливается цельным или полым в виде трубы. В нём расположены элементы крепления заготовок, режущего инструмента. Для различных станков его выполняют по индивидуальной конструкции.
Входное отверстие шпиндельных узлов может выполняться в форме цилиндра или конуса (например, конуса Морзе, как у сверлильных станков). Для создания конуса в цилиндрический шпиндель вставляют специальную скалку.
В эти пазы вставляются сухари. После размещения хвостовика режущего инструмента производится крепление при помощи болтов.
Если по техническим причинам невозможно выполнить шпиндель в форме трубы (то есть полым) крепление оправок имеющих конический хвостовик производится накидным колпаком. Стенка оправки в этом случае снабжена двойным буртиком. В нём вырезаны лыски. В самом корпусе колпака выточена прямоугольная направляющая. В процессе сборки производится вращение оправки, которое позволяет надёжно закрепить устанавливаемую деталь. Такая конструкция позволяет производить быструю смену инструмента. В отдельных конструкциях предусмотрен специальный механизм крепления. Он предусматривает не только вращательное, но и поступательное движение.
При необходимости концы шпинделей оснащаются коническим хвостовиком. На его конце закрепляется элемент обрабатывающего инструмента. Он крепится в шпинделе с помощью фланца. Применение различных механизмов и способов крепления позволяет производить надёжную установку инструмента, центровку и балансировку.
Все шпиндельные изготавливаются из конструкционной легированной стали. При выборе материала учитывают характеристики станка, требования к шпиндельной головке, условия эксплуатации. Например, износостойкости фланцев, салазок, сухарей, самого корпуса и так далее
Особое внимание уделяется выбору подшипников
Для изготовления шпиндельных улов, применяются инструментальные легированные стали. Наиболее часто используемыми являются следующие марки: Ст45, Ст40Х, 20Х. Они могут заменяться аналогами, как отечественными, так и зарубежными.
Многие характеристики обрабатывающих агрегатов зависят от применяемой последовательности размещения крепежных опор шпиндельного узла на станине.
В современных станках используют три схемы расположения таких опор.
В первой предусмотрены две опоры. Одна является передней, вторая задней. С помощью передней опоры осуществляется осевая и радиальная установка узла. Она получается достаточно сложной в изготовлении и требует тщательной настройки. Задняя опора выполняется динамически плавающей. Это производит демпфирование возникающей линейной деформации всего узла. Особенно явно она проявляется в результате нагрева.
Такая конструкция шпиндельного узла широко применяется при креплении шпинделя в токарных станках средних размеров, сверлильных и фрезерных аппаратах. Горизонтально-расточной станок имеет данную схему. Для увеличения скорости вращения вместо упорных подшипников применяют радиально-упорные. Они позволяют стабилизировать вращение шпинделя и снижаю нагрев.
Во второй схеме опорные подшипники шпинделя располагают в задней опоре. Это позволяет упростить конструкцию и снизить нагрев всего узла. Однако приводит к росту температурных деформаций. Она применяется в шлифовальных станках.
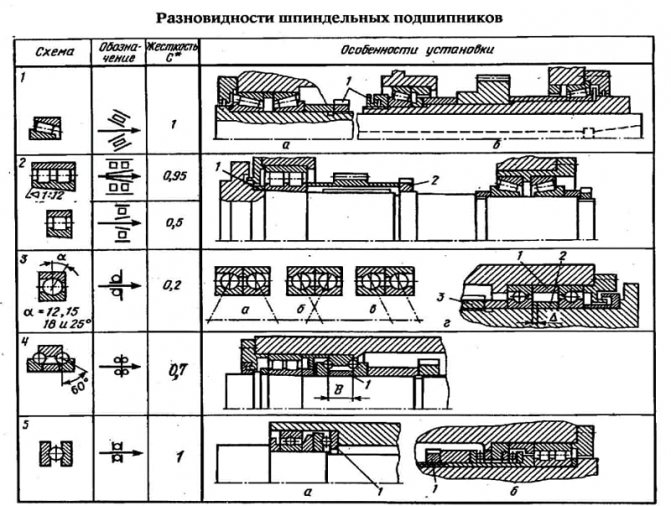
Третья схема является наиболее универсальной. Такая шпиндельная система обладает более высокой надёжностью за счёт повышенной жесткости. При всех её достоинствах она обладает общим недостатком. Для неё требуется проводить регулировку натяжения подшипников раздельно. В результате снижается скорость перемещения узла. Для сверлильного станка чертёж выполняется по схеме с изменением длины подачи. Для увеличения быстроходности и снижения температурных деформаций современные разработчики уменьшают расстояние между опорами на сколько это возможно. Однако маленькое межопорное расстояние ограничивает номенклатуру обрабатываемых деталей. Эту схему применяют в станках средних размеров, которые предназначены для обработки деталей небольших размеров.
Принцип работы
Шпиндельные узлы осуществляют два вида движения: вращательное и поступательное. Для определённой категории агрегатов предусмотрено одновременное применение обоих видов. Например, сверлильные, токарные, расточные, фрезерные в процессе обработки одновременно производят вращение детали (режущего инструмента) и осуществляют подачу к месту обработки.
Шпиндельные узлы станков выполняют одинаковую функцию. Все шпиндельные узлы металлорежущих станков имеют схожую конструкцию.
Принцип действия этого узла основан на получении вращательного движения от двигателя и обеспечении вращения режущего инструмента или заготовки. Способы передачи крутящего момента, крепления детали или инструмента зависят от принятой кинематической схемы.
Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Классификация
Технические характеристики, схемы и эксплуатация фрезерного станка 6р12
При разнообразии фрезерных станков и шпинделей к ним проще их классифицировать по техническим характеристикам:
- Фрезерный шпиндель поворотного типа. Часто изготавливается самостоятельно.
- Вертикально-поворотные механизмы.
- Оборудование с двумя шпинделями.
- Механизмы, применяемые при работе с торцевыми частями.
- Вертикально-поворотные конструкции для ручной обработки.
Если говорить о применении шпинделей в домашних условиях, можно выделить граверы. Их часто устанавливают на самодельных фрезеровочных станках. Однако, эти машинки имеют серьёзный недостаток. Из-за слабого крутящего момента, металл обрабатывается с большим трудом. Чаще всего таким оборудованием обрабатывают древесину или пластик.
Бормашинка
Часто эти приспособления сравниваются с граверами. Главное отличие — сохранение крутящего момента независимо от изменения оборотов. Также бормашинки комплектуются патронным зажимом и работают они тише, чем граверы.
Dc мотор
Специальный механизм, который комплектуется ЧПУ. Работает тихо и не создаёт вибраций. Благодаря наличию ЧПУ, появляется возможность изменять мощность при работе. Ключевой недостаток dc мотора — это плохая система охлаждения, и как следствие быстрый перегрев при работе с твёрдыми материалами. Чтобы не повредить металлические заготовки и не вывести двигатель из строя, требуется дополнительное охлаждение.
DC мотор
Прямошлифовальная машина
Часто это оборудование используют в качестве фрезеровочного шпинделя. С его помощью можно обрабатывать как дерево, так и металл. В комплекте отсутствует устройство для регулировки мощности, что снижает функционал прямошлифовальной машины. Также при работе с металлом она издаёт громкие звуки.
Фрезер sparky
Используется в качестве поворотного фрезерного шпинделя. Достоинствами этого оборудования является большая мощность, высокая производительность и возможность регулировать обороты. Также на фрезерах Sparky хорошее охлаждение, которое не позволяет обрабатываемым материалам перегреваться. Используются для работы с деревом и металлом.
Фрезер kress
Отличное соотношение цена/качество. Могут комплектоваться системами ЧПУ. Высокая производительность, возможность регулировать обороты. Возможно работать с различными материалами.
Профессиональный шпиндель
Это механизм, который был разработан специально для фрезерных станков. На нём устанавливается водное охлаждение, что позволяет работать длительное время без риска испортить заготовку. Характерные особенности этого оборудования — высокая точность и надёжность. Тихий при эксплуатации. Главный недостаток — высокая стоимость.
Производство ШУ в России
Часть шпиндельных компонентов, требуемых для комплектации станков, отечественные производители выпускают на собственных станкостроительных мощностях, опираясь при этом на разработки и опыт еще советской промышленности. Практически не возникает проблем с изготовлением обычных приводных шпиндельных узлов для фрезерного станка или токарных агрегатов, которые не ориентируются на высокоточную обработку. Однако современные высокотехнологичные электрошпиндели производятся в России лишь частями и на основе импортных комплектующих. Связаны данные ограничения не только с отсутствием передовых технологий в этой области, но и с дефицитом квалифицированных кадров, которые должны решать инженерно-технические и производственные задачи.
Шпиндель для фрезерного станка.
На этапе выбора фрезерного станка ,его размеров ,необходимых параметров ,мы в обязательном порядке обсуждаем с заказчиком выбор шпинделя .Он является «главным рабочим инструментом» станка и его параметры будут влиять на работу оборудования в целом .Основными критериями выбора шпинделя являются:
- Обрабатываемый материал
- Вид обработки (3D или 2D раскрой)
Эти два критерия неразрывно связаны между собой и их разделение лишь условно, т.к при работе с одним видом материала мы можем использовать разный вид обработки в зависимости от специфики производства .Во всех параметрах при покупке шпинделя указывается, несколько основных характеризующих ту или иную модель :
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |