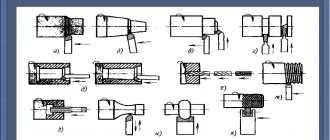
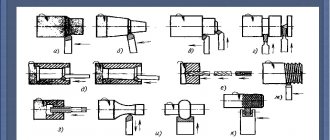
Литье по газифицируемым моделям
Современный технологический уровень массового литейного производства предъявляет все более высокие требования к качеству отливок, их сложности, выходу годных отливок.
В этих условиях одним из перспективнейших направлений является внедрение на существующих литейных производствах технологии литья по газифицируемым моделям (ЛГМ).
Литье по газифицируемым моделям (lost foam casting process) востребовано мировой промышленностью как универсальная металлургическая технология, посредством которой из черных и цветных металлов производятся самые разные изделия, начиная мебельной фурнитурой и заканчивая сборочными элементами для отраслей машиностроения, энергетики, горной добычи и многих других. Впрочем, достоинства этой технологии одной лишь универсальностью не ограничиваются.
Дело в том, что литье по газифицируемым моделям представляет собой еще и довольно-таки дешевую металлургическую технологию – одну из самых дешевых в мире! Добиться этого удалось не только за счет уменьшения числа технологических операций и их общей трудоемкости, но и благодаря сокращению количества отходов массового производства.
Точность литья по газифицируемым моделям крайне высока, сводя процент брака почти что к нулю. Ею же обусловлена и сравнительная простота финишной обработки изготавливаемых по этой технологии изделий, которая ограничивается возможным минимумом операций. Это особенно важно, когда детали изготавливаются из металлов с высокими физико-механическими свойствами (износостойкие чугуны, стали, различные сплавы).
Преимущества чугунного литья
Чугунное литье отличается от отливок из других материалов рядом преимуществ, таких, как:
- дешевизной
- высокой прочностью и износостойкостью
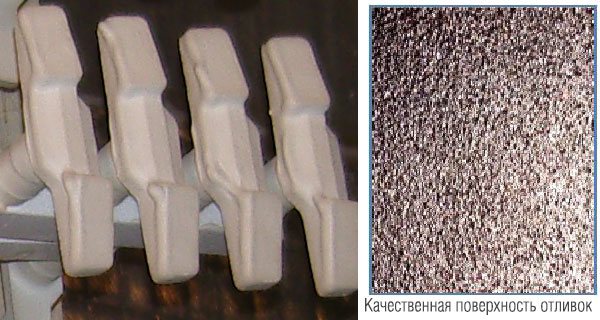
- высоким качеством поверхности, сводящим к минимуму последующую механическую обработку

Характеристики и применение чугуна
Важно отметить, что при использовании современных методов литья дешевле получается не только сама отливка, но и конечная продукция. Многие производства, в конце 20 века заменившие чугунные детали своих изделий на стальные, вернулись или планируют вернуться к проверенному временем материалу на новом этапе его развития
Модельные материалы и способы изготовления
В качестве материалов для газифицируемых моделей шире всего применяется плотный пенопласт (вспененный полистирол) мелких фракций.
Плотный пенопласт для ЛГМ
В зависимости от размеров детали применяются гранулы от 0,2 до 1,0 мм. Материал обладает такими ключевыми свойствами, как:
- Низкая цена.
- Высокая прочность.
- Легкообрабатываемость.
Вторым важным материалом для газифицируемых моделей являются антипригарные покрытия, которыми смазывают поверхность модели перед формовкой. Современные покрытия делают на основе водных связующих, они обладают высокой экологичностью.
Антипригарные покрытия для ЛГМ
Газифицируемые модели для отливок по ЛГМ производятся двумя способами. Небольшие матрицы для массовых отливок делают методом экструзионного вдувания жидкого пенопласта в алюминиевые изложницы. Их изготовляют в свою очередь методом литья или механической обработки. Газифицируемые макеты для изготовления сложных отливок вырезают из твердого куска пенопласта раскаленной нихромовой проволокой, закрепленной в шаблоне или в станке с ЧПУ.
Газифицируемые модели для литья
С помощью склеивания можно создавать газифицируемые модели для литья деталей больших размеров и практически любой конфигурации. Не является больше сложностью любое количество и глубина выступов и впадин, внутренних полостей и переменных уклонов поверхностей. Не требуется высокое искусство проектировщика и модельщика и многие часы ручного труда. Теперь это — простая последовательность операций.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Влияние на экологию
| Отходы | Традиционный метод | ЛГМ-процесс |
| Пыль | 50 кг | 16 |
| Окись углерода | 250 кг | – |
| Окись серы | 1,5-2 кг | 0,2-0,3 кг |
| Твердые отходы | 1200-1500 кг | 0,05 — 0,1 |
| Отработанная вода | 0,3-0,5 м3 | – |
Применение технологий литья по газифицируемым моделям — важный шаг в области охраны окружающей среды. ЛГМ-технологии активно применяются во всем мире.
В традиционном литейном производстве основной источник токсичных веществ, выделяемых в атмосферу, — это связующие материалы и синтетические смолы, используемые при изготовлении стержней и форм. При заливке, вредные вещества выделяются в воздух производственного помещения, и его очистка представляется довольно сложным мероприятием. При ЛГМ-процессе модель для отливки создается из пенополистирола. В процессе выжигания полистирол полностью разлагается на газообразные составляющие. Опоки с моделями для заливки подключены к вакуумной системе, поэтому все вредные газы поступают сразу в систему очистки, практически не попадая в помещения.
Литьё по газифицируемым моделям относится к малоотходному производству. Формованный песок тщательно просевается, подается элеваторами в охладитель, после чего возвращается на формовку. При этом удаляются вредные газы и пыль. Антиприграрные покрытия на водных связующих практически не загрязняют песок и легко отделяются при просеивании и в системе охлаждения. Один-два раза в год песок очищают методом терморегенерации. Для удаления пыли на производствах используются аспирационные установки и циклоны с высокой степенью очистки. Многократное использование песка позволяет добиться минимальных потерь — всего 0,5-1 % (пыль кварцевого песка, остатки краски). На комплексах литья по газифицируемым моделям используется оборотное водоснабжение плавильных печей. Используемое тепло не утилизируется. Оно используется для обогрева производственных помещений, а также подается в помещения для сушки и хранения полистирольных моделей. Это позволяет значительно снизить внешнее водопотребление и слив отработанной воды в канализацию, а также минимизировать потребление электрической или тепловой энергии, требуемой для обогрева. Это скорее относится к косвенной защите окружающей среды. Водоснабжение не сильно влияет на экологичность производства, но снижение потребления энергии от внешних источников снижает вред, наносимый природе котельными или электростанциями.
Изготовление моделей в пресс-формах
Процесс заключается в повторном нагреве подвспененных и активированных гранул полистирола, помещенных в пресс-форму, в результате которого они окончательно вспениваются и спекаются между собой, образуя пенополистирольную модель отливки.
Подготовленные гранулы засыпают или задувают сжатым воздухом в смазанную специальной смазкой рабочую полость пресс-формы так, чтобы они полностью заполнили ее объем. Смазками служат: раствор синтетического термостойкого каучука, силиконовая жидкость, глицерин.
Нагрев гранул в крупносерийном и массовом производстве целесообразно проводить способом так называемого «теплового удара»: перегретый пар с температурой 125 – 135оС под давлением 0,2 – 0,35 МПа подают непосредственно в пресс-форму, заполненную гранулами полистирола. Проходя между гранулами, турбулентный поток пара интенсивно вытесняет воздух, находящийся в порах засыпки, и равномерно по всему объему нагревает полимерный материал, который окончательно вспенивается. Образующийся конденсат под действием расширяющихся гранул отжимается к стенкам пресс-формы и удаляется через специальные дренажные отверстия.
При небольших объемах производства чаще используют более простые, но менее производительные способы:
- ванный, когда пресс-форма с подвспененными гранулами помещается в ванну с водой, нагретой до кипения. По окончанию процесса пресс-форму охлаждают в проточной воде;
- автоклавный, когда перфорированная пресс-форма, заполненная гранулами, помещается в автоклав, куда подается «острый» пар под давлении 0,13 – 0,145 МПа при температуре 105 – 115оС. Перфорация пресс-формы в виде отверстий в стенках диаметром 0,35 – 1,5 мм, а лучше щелей шириной 0,25 – 0,5 мм служит для подачи пара внутрь пресс-формы, а также для удаления воздуха и конденсата во время расширения и спекания гранул.
Литье по газифицируемым (выжигаемым) моделям из сополимера и пенополистирола. ЛГМ-процесс.
ЛГМ-процесс (POLICAST) – современная технология производства высокоточных отливок, позволяющих значительно уменьшить расходы на передел и снизить себестоимость готовой продукции. Пенополистирол относится к так называемым твердым пенам или ячеисто-пленочным дисперсным системам, которая в физической химии определяются как дисперсия газа в твердом веществе.
Метод литья ЛГМ: модель из сополимера или полистирола (пенопласта), полученная в модельных автоматах или автоклавах, покрывают противопригарной краской, засыпают песком в вакуумной опоке и накрывают полиэтиленовой пленкой для создания разряжения. Вакуумная опока подключается к насосу вакуумной системы. Производится заливка жидкого металла в форму и замещение расплавом пенополистирольной модели, которая испаряется в газ. Получаемая отливка имеет чистоту поверхности Rz40 до 7-ого класса точности.
- чугун практически всех марки от СЧ15 до ВЧ50;
- стали от низко- и среднеуглеродистых низколегированных (с содержанием углерода от 0.20%) до высоколегированных, жаропрочных марок сталей и спецсталей;
- цветные металлы: медь, алюминий, бронза, латунь.
Преимущества технологии ЛГМ (POLICAST-process):
- Главные достоинства – возможность производства отливок высокой точности и качества при значительном снижение трудозатрат и себестоимости изготовления.
- Практически безотходное производство – примерно 97% песка повторно используется в системе пескооборота. Потери песка составляет всего 3%, которые складываются на отсев мелкой фракции, обеспыливание и потери в виде просыпи.
- Простая технология формовки без связующих компонентов и формовочных смесей. В технологии ЛГМ для формовки используется только песок.
- Высокая точность литья позволяет минимизировать затраты на финишную мехобработку или даже отказаться от нее.
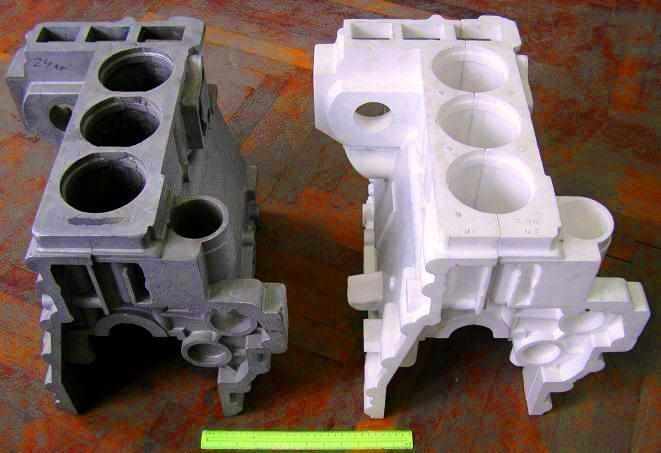
- Используется для изготовления сложных и точных отливок, которые другими способами получить затруднительно. Очень выгодно эта технологии нашла применение для изготовления шнеков, корпусов, звездочек, головок и блоков цилиндров двигателей, художественных и другие отливок.
Этапы проектирования и изготовления комплекса ЛГМ:
- разработка технического задания на проектирование;
- проектирование и изготовление комплекса ЛГМ;
- проектирование и изготовление литейной оснастки;
- поставка оборудования;- монтаж и пусконаладка на площадке Заказчика;
- обучение персонала и запуск оборудования;- отработка технологии литья;
- ввод оборудования в эксплуатацию и постановка на гарантийное обслуживание.
Комплекс литья по газифицируемым моделям состоит из 2-х основных участков: «Белый цех» и «Черный цех». «Белый цех» – это участок изготовления пенополистирольных моделей, покраски и сушки модельных блоков. «Черный цех» – участок формовки и заливки модельных блоков, включающий линию формовки и систему пескооборота.
Литьё по газифицируемым моделям
— способ получения отливок, использующий модель, изготовленную из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол.
Литьё по газифицируемым моделям как новый технологический процесс появился в середине 50-х годов. Его главным назначением было повысить точность литья при значительном уменьшении затрат на оборудование и материалы по сравнению с технологией литья по выплавляемым моделям.
Способ литья по газифицируемым моделям (ЛГМ) обладает рядом преимуществ [ источник не указан 3332 дня
] :
- Резко уменьшить затраты на оборудование
- Сократить число технологических операций
- Благодаря использованию в качестве формовочного материала оборотного кварцевого песка и упрочнения формы вакуумом исключается использование стержней и оборудования для их изготовления
- Сократить операции финишной обработки отливок
- Снизить до минимума количество отходов производства
- Сократить трудозатраты в 2—4 раза
- Снизить потребление электроэнергии в 2—3 раза
- Сократить и оптимально использовать производственные площади
- Уменьшить затраты на вспомогательные материалы в 3—5 раз
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Влияние на экологию
| Отходы | Традиционный метод | ЛГМ-процесс |
| Пыль | 50 кг | 16 |
| Окись углерода | 250 кг | – |
| Окись серы | 1,5-2 кг | 0,2-0,3 кг |
| Твердые отходы | 1200-1500 кг | 0,05 — 0,1 |
| Отработанная вода | 0,3-0,5 м3 | – |
Применение технологий литья по газифицируемым моделям — важный шаг в области охраны окружающей среды. ЛГМ-технологии активно применяются во всем мире.
В традиционном литейном производстве основной источник токсичных веществ, выделяемых в атмосферу, — это связующие материалы и синтетические смолы, используемые при изготовлении стержней и форм. При заливке, вредные вещества выделяются в воздух производственного помещения, и его очистка представляется довольно сложным мероприятием. При ЛГМ-процессе модель для отливки создается из пенополистирола. В процессе выжигания полистирол полностью разлагается на газообразные составляющие. Опоки с моделями для заливки подключены к вакуумной системе, поэтому все вредные газы поступают сразу в систему очистки, практически не попадая в помещения.
Литьё по газифицируемым моделям относится к малоотходному производству. Формованный песок тщательно просевается, подается элеваторами в охладитель, после чего возвращается на формовку. При этом удаляются вредные газы и пыль. Антиприграрные покрытия на водных связующих практически не загрязняют песок и легко отделяются при просеивании и в системе охлаждения. Один-два раза в год песок очищают методом терморегенерации. Для удаления пыли на производствах используются аспирационные установки и циклоны с высокой степенью очистки. Многократное использование песка позволяет добиться минимальных потерь — всего 0,5-1 % (пыль кварцевого песка, остатки краски). На комплексах литья по газифицируемым моделям используется оборотное водоснабжение плавильных печей. Используемое тепло не утилизируется. Оно используется для обогрева производственных помещений, а также подается в помещения для сушки и хранения полистирольных моделей. Это позволяет значительно снизить внешнее водопотребление и слив отработанной воды в канализацию, а также минимизировать потребление электрической или тепловой энергии, требуемой для обогрева. Это скорее относится к косвенной защите окружающей среды. Водоснабжение не сильно влияет на экологичность производства, но снижение потребления энергии от внешних источников снижает вред, наносимый природе котельными или электростанциями.
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.
Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
Влияние на экологию [ править | править код ]
| Отходы | Традиционный метод | ЛГМ-процесс |
| Пыль | 50 кг | 16 |
| Окись углерода | 250 кг | – |
| Окись серы | 1,5-2 кг | 0,2-0,3 кг |
| Твердые отходы | 1200-1500 кг | 0,05 — 0,1 |
| Отработанная вода | 0,3-0,5 м3 | – |
Применение технологий литья по газифицируемым моделям — важный шаг в области охраны окружающей среды. ЛГМ-технологии активно применяются во всем мире.
В традиционном литейном производстве основной источник токсичных веществ, выделяемых в атмосферу, — это связующие материалы и синтетические смолы, используемые при изготовлении стержней и форм. При заливке, вредные вещества выделяются в воздух производственного помещения, и его очистка представляется довольно сложным мероприятием. При ЛГМ-процессе модель для отливки создается из пенополистирола. В процессе выжигания полистирол полностью разлагается на газообразные составляющие. Опоки с моделями для заливки подключены к вакуумной системе, поэтому все вредные газы поступают сразу в систему очистки, практически не попадая в помещения.
Литьё по газифицируемым моделям относится к малоотходному производству. Формованный песок тщательно просевается, подается элеваторами в охладитель, после чего возвращается на формовку. При этом удаляются вредные газы и пыль. Антиприграрные покрытия на водных связующих практически не загрязняют песок и легко отделяются при просеивании и в системе охлаждения. Один-два раза в год песок очищают методом терморегенерации. Для удаления пыли на производствах используются аспирационные установки и циклоны с высокой степенью очистки. Многократное использование песка позволяет добиться минимальных потерь — всего 0,5-1 % (пыль кварцевого песка, остатки краски). На комплексах литья по газифицируемым моделям используется оборотное водоснабжение плавильных печей. Используемое тепло не утилизируется. Оно используется для обогрева производственных помещений, а также подается в помещения для сушки и хранения полистирольных моделей. Это позволяет значительно снизить внешнее водопотребление и слив отработанной воды в канализацию, а также минимизировать потребление электрической или тепловой энергии, требуемой для обогрева. Это скорее относится к косвенной защите окружающей среды. Водоснабжение не сильно влияет на экологичность производства, но снижение потребления энергии от внешних источников снижает вред, наносимый природе котельными или электростанциями.
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Преимущества
| № п.п. | Показатель | ПФ | ХТС | ВПФ | ЛВМ | ЛГМ |
| 1 | Точность (макс), класс по ГОСТ 26645-85 | 6…7 | 5…6 | 6…7 | 4…5 | 3…4 |
| 2 | Шероховатость (min, Ra) по ГОСТ 26645-85 | 10…16 | 6,3…10,0 | 3,2…6,3 | 3,2…5,0 | 3,2…6,3 |
| 3 | Расход формовочных материалов/энергоносителей | 1/1 | 2…4 | 0,2…0,5 | 5…10 | 0,2…0,5 |
| 4 | Трудоемкость | — | 0,7…0,9 | 1,1…1,2 | 2,3…2,5 | 0,2…0,8 |
| 5 | Стоимость модельной оснастки | — | 2…5 | 2…5 | ||
| 6 | Затраты на организацию производства | — | 1,1…1,2 | 1,1…1,2 | 1,5…3,0 | 1,8…2,0 |
Затраты на организацию производства ЛГМ, включают в себя проектирование и изготовление пресс-форм. Технология ЛГМ позволяет получать отливки весом от 10 грамм до 2000 килограмм с чистотой поверхности Rz40, размерной и весовой точностью до 7 класса (ГОСТ Р 53464-2009).
- практически все марки чугунов от СЧ15 до ВЧ50, износостойкие
- стали, от простых углеродистых ст. 20-45 до высоколегированных, теплостойких и жаропрочных
- практически все литейные марки бронз, латунь, алюминий
Технология ЛГМ продолжает активно развивается во всем мире, но многие российские компании продолжают использовать устаревшие методы литья — более дорогие, требующие больше усилий и времени. Внедрению современного способа литья по ЛГМ мешает недостаток информации и укоренившиеся стереотипы.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.

Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования: горячая;
- холодная;
- горизонтальный;
- поршневой;
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
Книги с тегом “Литье по выплавляемым моделям”
В учебнике описаны процессы производства модельных комплектов, приготовления формовочных и стержневых смесей, изготовления литейных форм и стержней, плавки, заливки, выбивки и очистки отливок. Приведены конструкции и методы расчета литниковых систем для отливок из различных сплавов.
Изложены основы теории литейных процессов, вопросы приготовления жидких сплавов, а также особенности производства отливок из ковкого чугуна, стали, цветных сплавов. Приведены общие сведения по спе-циальным способам литья.
Учебник написан в соответствии с учебной программой для техникумов по специальности «Литейное производство черных металлов» и предназначен для учащихся машиностроительных техникумов.
В рубрике Литье
Tags: ЛГМ, Литейные сплавы, Литник, Литье, Литье в кокиль, Литье по выплавляемым моделям, Литье под давлением, Литье стали, Литье чугуна, Отжиг отливок, Отливка, Плавка чугуна, Формовка, Формовочная смесь, Формовочный материал
Приведены основные сведения о металлах и литейных сплавах, плавильных агрегатах и технологии плавки. Дана характеристика формовочных материалов к типовых формовочных и стержневых смесей, противопригарных покрытий и др. Проанализированы вопросы проектирования технологии изготовления отливок.
Представлены основные сведения о прогрессивных технологических процессах, средствах их механизации и автоматизации.
Может быть полезен учащимся СПТУ, мастерам технологам литейного производства.
В рубрике Литье
Tags: ЛГМ, Литейные свойства, Литейные сплавы, Литье, Литье в кокиль, Литье в оболочковые формы, Литье по выплавляемым моделям, Литье стали, Отливка, Плавка чугуна, Сталь, Формовочная смесь, Формовочные пески, Центробежное литье, Чугун
Приведены основные сведения по техническим требованиям к отливкам из цветных сплавов, технологичности конструкции литых деталей, литейным цветным сплавам, шихтовым и формовочным материалам, оснастке и оборудованию, технологии литья и термической обработке, финишным операциям, контролю качества и технике безопасности. Для инженерно-технических работников литейного производства может быть также полезен студентам вузов.
В рубрике Литье
Tags: Заливка форм, Литье в гипсовые формы, Литье в кокиль, Литье в оболочковые формы, Литье выжиманием и погружением, Литье по выплавляемым моделям, Литье под давлением, Литье под низким давлением, Особенности заливки, Пламенные печи, Приготовление лигатур, Проектирование отливок, Технические требования к отливкам, Цветное литье, Центробежное литье, Шихта, Электрические печи
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.