Принцип токарной обработки
Токарная обработка представляет собой разновидность механической обработки непрерывно вращающихся заготовок, которая используется для создания деталей типа тел вращения путём удаления избыточного материала.
Для токарной обработки требуется токарный станок, заготовка, зажимное/фиксирующее приспособление и режущий инструмент. Заготовка представляет собой фрагмент прокатного профиля круглого поперечного сечения, который закреплён в рабочем приспособлении. Последнее, в свою очередь которое, само прикреплено к токарному станку, допуская своё вращение с достточно высокой скоростью. Резец, который выполняет формообразование, как правило, представляет собой одноточечный (иногда – многоточечный) режущий инструмент, который также закреплен в токарном станке. Режущий инструмент подаётся к вращающейся заготовке и, в процессе силового контакта с ней срезает материал в виде мелких стружек.
При производстве вращающихся, обычно осесимметричных, деталей токарная обработка находит применение для:
- Получения отверстий – гладких и под последующую резьбу.
- Производства пазов и галтельных канавок.
- Получения конических поверхностей.
- Выполнения ступенчатых диаметральных переходов.
Точением можно получать также и фасонные поверхности. Для этого применяют станки-автоматы или токарные обрабатывающие центры, на которых имеется возможность автоматической переустановки резца/резцов.
Детали, которые изготавливаются исключительно токарной обработкой, чаще применяются с ограниченной программой выпуска. Это могут быть эталонные прототипы валов или и крепёжных изделий, которые производятся по индивидуальному заказу, а затем используются от отработки технологических решений в массовом производстве. Обработка на токарном станке часто применяется в качестве вторичного (или финишного) процесса, когда требуется внести некоторые характеристики контура детали, позволяющие улучшить её геометрические показатели, полученные, например, горячей штамповкой. Благодаря малым допускам и высокому качеству поверхности, которые может предложить токарная обработка, процесс идеально подходит для создания прецизионных деталей типа тел вращения.

Обработка дерева и металла
Для изготовления режущего инструмента применяют следующие инструментальные материалы (рис. 92): углеродистые, легированные, быстрорежущие стали; твердые сплавы; минералокерамику; искусственные алмазы; синтетические материалы (композиты, гек-сомиты) и др.
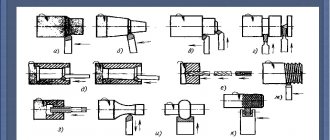
Резцы. Наиболее распространенным видом режущего инструмента, применяемым на токарных станках, являются резцы. По конструкции резцы разделяют на прямые правые и левые и отогнутые (рис. 93). Для определения направления режущей кромки резца кладут ладонь на его поверхность так, чтобы пальцы были направлены к вершине резца. Левым называют резец, главная режущая кромка которого окажется со стороны большого пальца левой руки (рис. 94, а), а правым, режущая кромка которого окажется со стороны большого пальца правой руки (рис. 94, б). Правые и левые отогнутые резцы показаны на рис. 94, в.
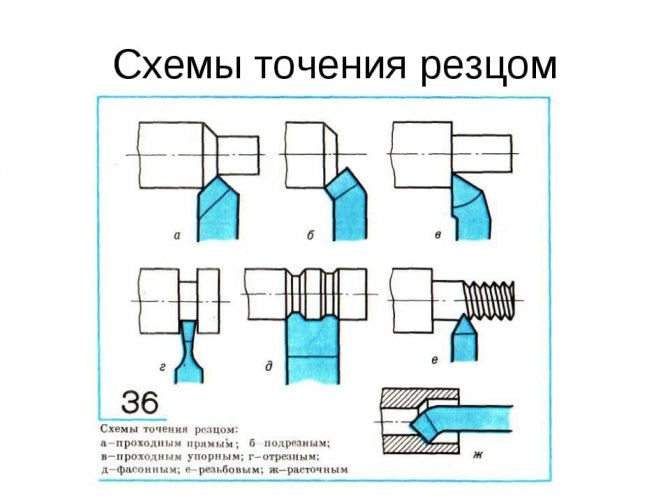
По назначению резцы (рис. 97) разделяют на 1 — проходные; 2 — проходные отогнутые; 3 — подрезные; 4 — отрезные; 5 — расточные; 6 — канавочные; 7 — резьбовые; 8— фасонные; 9 — фасонные виброга-сящие.
Многогранные сменные пластины крепят прихватом (рис. 98) и винтом 3 с разнонаправленной резьбой, пластины (рис. 99) с отверстием — L-образным рычагом и винтом пластины с фасонным отверстием — винтом (рис. 100), пластины с отверстием — клином-прихватом и винтом (рис. 101), пластины с отверстием — штифтом и шариком (рис. 102), пластины — прихватом и винтом (рис. 103).
Передняя поверхность (рис. 104) бывает: 1 — плоская с положительным передним углом; 2 — плоская с отрицательной фаской; 3—плоская с отрицательной фаской и припайным стружколомателем; 4 — криволинейная с отрицательной фаской;
Читать также: Инструментальные легированные стали маркировка
Резцы, оснащенные пластинами из сверхтвердых композиционных материалов (рис. 105),— качественно новая группа инструментов, позволяющая обрабатывать с высокой скоростью резания. Пластины изготовляют круглой, ромбической, квадратной и трехгранной формы.
Сверла являются режущим инструментом, состоящим из рабочей части и хвостовика (рис. 106). Их изготовляют диаметром от 0,1 до 80 мм и используют для образования пластинами из твердого сплава (5).
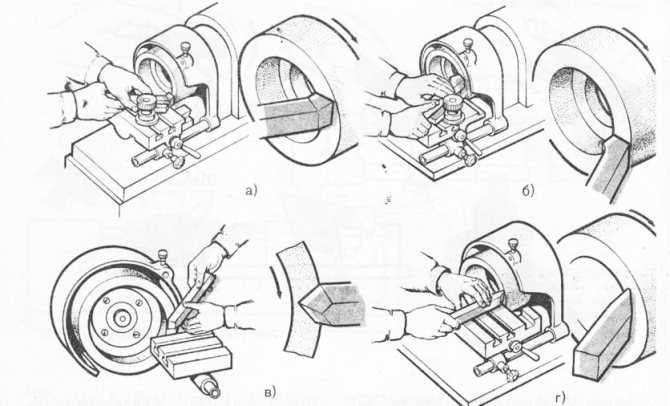
Затачивают инструмент на заводах-изготовителях инструмента. При эксплуатации после достижения критического значения износа инструмент затачивают вновь. Сверла затачивают по задней поверхности (рис. 122).
Разновидность заточки и формы подточки показаны на рис. 123, а…ж.
Контроль заточки сверл осуществляют шаблонами и угломерами (рис. 124).
Резцы затачивают как по задним, так и по передним поверхностям (рис. 125). Если главную режущую кромку 2 (рис. 126, а) затачивают наклонно вниз относительно вершины /, при обработке заготовки из мягкого и вязкого металла стружка 3 направлена в сторону обрабатываемой поверхности. Главную режущую кромку 2 (рис. 126, б) затачивают горизонтально относительно вершины 1. При обработке заготовки из материалов средней твердости образуется стружка скалывания. Если главную режущую кромку 2 затачивают наклонно вверх относительно вершины 1 (рис. 126, в), стружка 3 направлена в сторону обработанной поверхности.
Для затачивания резцов в основном применяют точила и специализированные станки ЗД642Е и ЗА641Е. Фаски и вершину головки резца 1 (рис. 127, а) доводят вручную мелкозернистым карборундовым или алмазным бруском 2. После затачивания резцы проверяют шаблоном и угломером (рис. 127,6).
Развертки затачивают и доводят по передней поверхности при базировании их в центрах. Качество заточки зубьев развертки контролируют шаблонами и на приспособлениях с часовыми индикаторами.
Метчики затачивают по передней поверхности при базировании его в центрах. Для затачивания метчиков применяют приспособление, фиксирующее положение метчика упором. Для контроля метчиков ими нарезают резьбу и затем контролируют ее резьбовыми калибрами. Круглые плашки затачивают на специальных станках МФ-4А (рис. 130). Для проверки качества изготовления плашки нарезают резьбу на контрольном винте, затем резьбу проверяют резьбовыми калибрами.
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Основные виды токарных работ по металлу
Современные токарные станки позволяют выполнять с обрабатываемой заготовкой различные переходы, которые можно подразделить на внешние и внутренние. Внешние операции изменяют наружный диаметр заготовки, а внутренние операции изменяют внутренниё её размеры. Каждый из последующих переходов точения определяется типом используемого режущего инструмента фрезы и траекторией движения этого инструмента, обеспечивающей съём металла.
При классической токарной обработке внешнего контура однолезвийный металлорежущий инструмент перемещается в осевом направлении вдоль наружной поверхности заготовки, удаляя материал и формируя различные элементы: ступеньки, конусы, фаски и т.п. Эти элементы обычно обрабатываются при небольшой радиальной подаче инструмента. Возможно несколько проходов резца, пока не будут достигнуты значения конечного диаметра, установленные требованиями чертежа.
Специфическими переходами при точении металлов считаются:
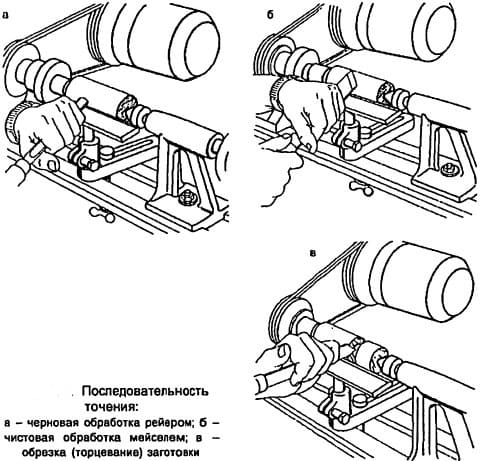
- Торцевание – процесс получения гладкой ровной поверхности на одном из торцов заготовки. Торец может быть получен за один или несколько проходов, в зависимости от осевой глубины резания.
- Обработка канавок, для чего резец перемещается с радиальной подачей, образуя канавку, ширина которой соответствует ширине инструмента. Для формирования канавок различной геометрии можно использовать специальные инструменты.
- Отрезка – переход, для выполнения которого резец перемещается при радиальной подаче до тех пор, пока не достигнет центра или внутреннего диаметра заготовки.
- Нарезание наружной резьбы, для чего резец (обычно с заострённым под углом 600 концом) перемещают в осевом и радиальном направлениях, формируя резьбу на внешней поверхности. Резьба может быть нарезана с определёнными длиной и шагом, причём для её формирования может потребоваться несколько проходов.
Внутренние операции:
- Сверление, при котором сверло внедряется в заготовку в осевом направлении, получая отверстие диаметром, равным диаметру инструмента.
- Растачивание, когда производят увеличение диаметра ранее полученного отверстия. При растачивании получают также различные внутренние элементы — ступеньки, конусы, фаски и т.п. Растачивание обычно выполняется после сверления.
- Развёртка – посредством этого перехода, как и при растачивании, увеличивают существующее отверстие. В отличие от развёртывания, здесь удаляется минимальное количество материала с целью получения более гладкой внутренней поверхности.
- Нарезание внутренней резьбы, которое выполняется метчиком, при его осевой подаче. В существующем отверстии обычно просверливается отверстие, диаметр которого равен диаметру заходной части метчика.
Токарная обработка металла предполагает и иные, специализированные переходы, использующие вращение заготовки.
Режущий инструмент
Инструмент, который требуется для токарной обработки, обычно представляет собой цельные или составные резцы прямоугольной формы. Вставки составного инструмента могут различаться по размеру и форме, но обычно имеют форму квадрата, треугольника или ромба. Инструмент вставляются в посадочное место суппорта станка и подаются к вращающейся заготовка для резки. Режущий инструмент классифицируется по:
- Углу вылета резца – от 0 до 800;
- Форме рабочего торца –квадратный или заострённый;
- Направлению перемещения с суппортом – право- или левосторонние;
- Материалу режущей кромки – стальной или твердосплавный.
Кроме резцов, в качестве рабочего инструмента токарных станков используют свёрла, фрезы, метчики, развёртки и т.п.
Фрезы, в частности, представляют собой цилиндрические многоточечные режущие инструменты с острыми зубьями, расположенными снаружи. Промежутки между зубьями называются канавками и позволяют стружке сходить с обрабатываемой заготовки. Зубья могут быть прямыми или спиральными; наличие угла наклона спирали вдоль стороны фрезы, но чаще они расположены по спирали. Угол наклона спирали снижает нагрузку на зубья за счет перераспределения сил. Чем больше зубьев, тем лучше качество полученной поверхности.
Все режущие инструменты, используемые при токарной обработке, могут быть изготовлены из инструментальных сталей или твёрдых сплавов. Критериями выбора являются твёрдость, ударная вязкость и износостойкость инструмента.
Виды используемого оборудования
Точение металла реализуется на токарно-винторезных станках, станках-автоматах или токарных обрабатывающих центрах. Большинство токарных станков представляют собой оборудование горизонтального исполнения.
Основные узлы токарного станка с ручным управлением:
- Станина – опорная часть оборудования, на которой размещены все остальные его элементы.
- Передняя бабка, в которой расположен электродвигатель и система привода, приводящая в действие шпиндель.
- Шпиндель – поддерживает и вращает заготовку, которая закреплена в цанговом патроне.
- Задняя бабка, фиксирующая противоположный конец заготовки (иногда сюда включают люнет – приспособление, поддерживающее длинные заготовки, жёсткость которых снижена).
- Суппорт – возвратно-поступательно перемещающаяся платформа, на которой закрепляется рабочая головка с инструментом.
Токарные станки могут управляться компьютером, и в этом случае они называются токарными станками с числовым программным управлением. Все операции, выполняемые на таких агрегатах, автоматизированы и управляются встроенным компьютером.
Токарно-винторезные станки. Инструмент, применяемый при работе на токарных станках
Лабораторная работа 5
ТОКАРНО-ВИНТОРЕЗНЫЕ СТАНКИ.
ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ ПРИ РАБОТЕ НА ТОКАРНЫХ СТАНКАХ.
ЦЕЛЬ РАБОТЫ
Изучить устройство токарного станка модели 1К62, типовые инструменты и приспособления, применяемые для работы на станке. Изучить основные типы токарных резцов.
5.1. ОБЩИЕ ПОЛОЖЕНИЯ
Станки токарной группы предназначены для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических и фасонных), подрезания торцов, нарезания резьбы и некоторых других работ. Основным видом режущего инструмента для токарных станков являются резцы. Для обработки отверстий используют также сверла, зенкеры, развертки и др. Для нарезания резьбы применяют метчики и плашки. Главное движение у станков токарной группы (движение резания) осуществляется вращением заготовки. Движение подачи сообщается режущему инструменту. В большинстве случаев это прямолинейное перемещение инструмента: вдоль оси вращения заготовки – продольная подача, поперек оси вращения заготовки – поперечная подача. Иногда инструмент перемещается по более сложной траектории. Токарно-винторезные станки имеют однотипную компоновку и отличаются от токарных наличием ходового винта, что позволяет нарезать резьбу резцом. Металлорежущие станки отечественного производства имеют буквенно-цифровое обозначение моделей. Первая цифра обозначает группу станка, вторая – тип станка в данной группе, третья или третья и четвертая – типоразмер станка в пределах данного типа. Буква в середине марки указывает на модернизацию станка, буква в конце марки – на модификацию. Модель 1К62 расшифровывается следующим образом: цифра 1 означает, что станок относится к первой группе – токарный; буква К – модернизированный; цифра 6 указывает на принадлежность станка к шестому типу – токарно-винторезный; цифра 2 – технический параметр станка – высота центров над станиной (200 мм). Станок 1К62 является универсальным. Он применяется для выполнения различных видов токарных работ на деталях многих наименований, нарезания резьбы и спиральных канавок на торцовых плоскостях заготовки.
5.2. ОСНОВНЫЕ УЗЛЫ СТАНКА И ИХ НАЗНАЧЕНИЕ
Станок модели 1К62 состоит из ниже перечисленных узлов (рис. 5.1). Станина 29 установлена на тумбах, служит для монтажа всех основных узлов станка и является его основанием. На станине монтируются передняя и задняя бабки, суппорт и коробка подач. Передняя (шпиндельная) бабка 1 с коробкой скоростей крепится на левом конце станины. В ней размещена коробка скоростей и шпиндель, которые сообщают заготовке главное движение, а инструменту – движение подачи при выбранной глубине резания. Шпиндель 7 служит для крепления заготовки с помощью приспособлений и сообщения ей вращательного движения. Вал шпинделя делается полым для размещения в нем обрабатываемого прутка. Передний конец шпинделя имеет конусное отверстие, в которое при необходимости устанавливается центр. К торцу шпинделя крепится на резьбе или болтами кулачковый или поводковый патрон для закрепления обрабатываемых заготовок.
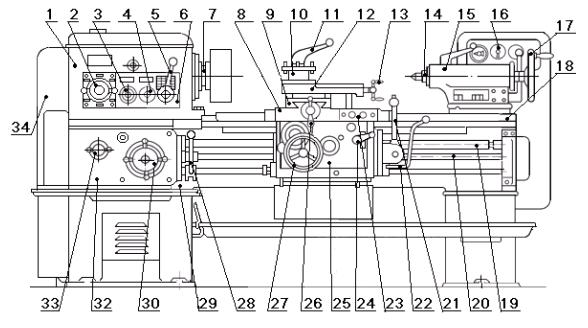
Рис. 5.1. Токарно-винторезный станок модели 1К62: 1 – передняя (шпиндельная) бабка; 2, 3, 4, 5 – рукоятки; 6 – коробка скоростей; 7 – шпиндель; 8 – продольные салазки (каретка); 9 – поперечные салазки; 10 – резцедержатель; 11 – рукоятка; 12 – поворотный суппорт; 13 – рукоятка; 14 – пиноль; 15 – задняя бабка; 16 – переключатель; 17 – маховик; 18 – направляю-щие станины; 19 – ходовой винт; 20 – ходовой вал; 21, 22 – рукоятки; 23 – кнопки; 24 – рукоятка; 25 – фартук; 26, 27 – маховики; 28 – рукоятка; 29 – станина; 30 – рукоятка; 32 – коробка подач; 33 – рукоятка; 34 – гитара
Коробка скоростей 6 обеспечивает 24 различных числа оборотов шпинделя в минуту. На передней панели коробки скоростей расположены рукоятки 2, 5 для установки числа оборотов шпинделя, рукоятка 3 установки числа заходов резьбы и рукоятка 4 установки правой и левой резьбы. Коробка подач 32 расположена на передней стороне станины под передней бабкой. Она обеспечивает получение необходимой величи-ны подачи инструмента или шага нарезаемой резьбы с помощью рукояток 30, 33. Передача к коробке подач осуществляется от шпинделя через гитару 34 со сменными зубчатыми колесами. Далее движение через ходовой вал 20 (при точении) или ходовой винт 19 (при нарезании резьбы) передается на суппорт. Суппорт служит для сообщения резцу движения подачи. Нижняя часть суппорта, называемая продольными салазками или кареткой 8, движется по направляющим 18 станины при продольной подаче. Поперечные салазки 9 перемещаются по направляющим продольных салазок при поперечной подаче. На поперечных салазках расположен верхний поворотный суппорт 12 с резцедержателем 10. Верхний суппорт используется при обтачивании конических поверхностей. Для этого его поворачивают на необходимый угол. Подачу суппорта осуществляют рукояткой 13. Резцедержатель 10 служит для установки и крепления резцов. Он имеет четыре позиции, что позволяет установить одновременно четыре инструмента и менять их, поворачивая резцедержатель рукояткой 11. Фартук 25 крепится к каретке суппорта. В нем расположен механизм, при помощи которого вращательное движение ходового вала 20 или ходового винта 19 преобразуется в поступательное прямолинейное (продольное или поперечное) движение суппорта. Рукоятка 24 служит для включения маточной гайки (при нарезании резьбы). Задняя бабка 15 служит для поддержания обрабатываемой заготовки при работе в центрах, а также для закрепления сверл и других инструментов при обработке осевых отверстий. Корпус задней бабки установлен на направляющих станины и может по ним перемещаться. В отверстии корпуса имеется пиноль 14, которая выдвигается с помощью маховика 17. Корпус задней бабки смещается относительно ее основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей.
5.3. ОРГАНЫ УПРАВЛЕНИЯ СТАНКОМ
Включение (отключение) общего питания станка осуществляется переключателем 16. Кнопки 23 служат для включения (выключения) главного двигателя станка. Рукоятками 22, 28 включают прямое и реверсивное вращение шпинделя. Ручное перемещение продольных и поперечных салазок производится маховиками (с лимбами) 27, 26 соответственно продольной и поперечной подачи. Автоматическая рабочая продольная и поперечная подача инструмента осуществляется рукояткой 21. Кнопкой на этой рукоятке пользуются при ускоренном подводе (отводе) резца к детали.
5.4. НАЛАДКА И НАСТРОЙКА СТАНКА
Наладка станка – это подготовка технологического оборудования и оснастки к выполнению определенной технологической операции. Она включает в себя: – определение способа закрепления заготовки на станке; – установку приспособления на станке; – выбор и установку режущего инструмента. Осевой инструмент устанавливают в пиноль задней бабки, резцы – в резцедержатель. При этом вылет резца не должен превышать 1–1,5 высоты его державки, а его вершина должна находиться на уровне оси центров. Для этого под державку резца подкладывают металлические прокладки, совмещая его вершину с риской на пиноли или корпусе задней бабки. После наладки станка для обеспечения требуемых режимов резания производят его настройку. Настройка станка – это подготовка кинематической части станка к выполнению заданной обработки по установленным режимам резания. Перед настройкой станка на заданные частоту вращения шпинделя и подачу рукоятку включения вращения шпинделя (28) устанавливают в нейтральное (среднее) положение, рукоятки включения продольных и поперечных подач (21) – в нерабочее положение, а суппорт перемещают к задней бабке. Вначале настраивают отдельные кинематические цепи станка (главного движения и подач), а затем устанавливают в определенное положение рукоятки коробки скоростей и коробки подач для получения требуемых скорости резания и подачи. Настройку станка на размер производят в следующем порядке: – рукояткой 22 включают вращение шпинделя; – резец подводят до касания с деталью; – суппорт отводят в крайнее правое положение и устанавливают глубину резания по лимбу рукоятки 27.
5.5. ПРИСПОСОБЛЕНИЯ И МЕТОДЫ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК НА СТАНКЕ
Приспособления предназначены для расширения технологических возможностей станков, повышения их производительности и точности обработки, облегчения работы на станке. По назначению приспособления для токарных станков можно разделить на три группы: – для закрепления обрабатываемых заготовок; – для закрепления режущего инструмента; – специальные приспособления, расширяющие технологические возможности станков. На токарных станках для закрепления заготовки применяются патроны (рис. 5.2, а). Различают самоцентрирующие и несамоцентрирующие патроны. У самоцентрирующих патронов имеется, как правило, три кулачка, которые сдвигаются и раздвигаются одновременно. У несамоцентрирующих патронов обычно имеется четыре кулачка, каждый из которых можно перемещать независимо друг от друга при установке деталей несимметричной формы. Патроны применяются для закрепления заготовок при отношении их длины к диаметру L/D меньше 4. При отношении 4 < L/D < 10 заготовку устанавливают в центрах, а для передачи крутящего момента от шпинделя на заготовку используют поводковый патрон и хомутик. Для установки заготовки в центрах ее необходимо зацентровать, т. е. сделать центровые отверстия с торцов вала. Центры бывают вращающиеся, упорные, срезанные, шариковые и рифленые. Упорные центры
(рис. 5.2, б) делают с твердосплавными наконечниками, что повышает их долговечность. Срезанные центры (рис. 3.2, в) применяют при подрезании торцов заготовки, когда подрезной резец должен подойти почти до оси вращения заготовки. Устанавливаются только в пиноль задней бабки.
Центр со сферической рабочей частью
(рис. 5.2, г) применяют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя (например, при обтачивании конических поверхностей).
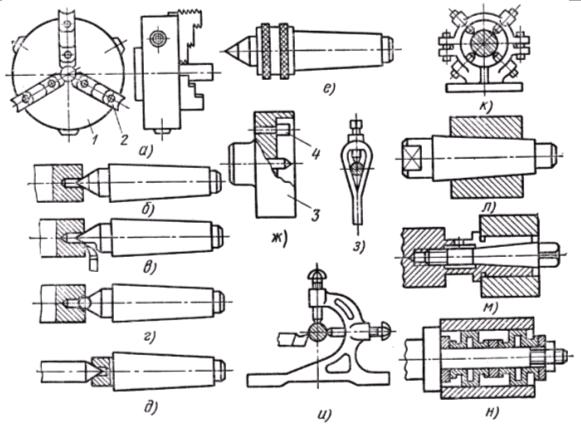
Рис. 5.2. Приспособления для закрепления заготовок на токарных станках: а – патрон (самоцентрирующий или несамоцентрирующий); б – упорный центр; в – срезанный центр; г – центр со сферической рабочей частью; д, е – вращающиеся центры; ж – поводковый патрон; з – хомутик; и, к – люнеты; л – коническая оправка; м – цанговая оправка; н – упругая оправка
Задние вращающиеся центры
(рис. 5.2, е) применяют при резании с большими сечениями срезаемого слоя или при обработке с большими скоростями резания
Центр с рифленой рабочей частью
используют при обработке заготовок с большим центровым отверстием без поводкового патрона. При обработке в центрах крутящий момент передается при помощи поводкового патрона (рис. 5.2, ж) и хомутика (рис. 5.2, з). Поводковый патрон представляет собой корпус, навинчиваемый на шпиндель станка. На торце патрона запрессован палец, передающий крутящий момент на хомутик, который закрепляют на заготовке болтом.
Люнеты (рис. 5.2, и, к) применяют при обработке длинных деталей малого диаметра (L/D больше 10) во избежание их прогиба под действием сил резания. Неподвижный люнет устанавливают на направляющих станины, а подвижный – на каретку суппорта. Для установки деталей типа втулок, колец и стаканов применяют различные типы оправок: конические оправки (рис. 5.2, л), когда заготовка удерживается на оправке силой трения на сопряженных поверхностях; цанговые оправки
(рис. 5.2, м) с разжимными упругими элементами – цангами;
упругие оправки
с гидропластмассой, гофрированными втулками, тарельчатыми пружинами (рис. 3.2, н).
Планшайбы используют для закрепления с помощью прихватов, накладок и болтов, угольников или специальных приспособлений крупных или сложных по конфигурации деталей, которые не могут быть зажаты в кулачковом патроне.
5.6 КИНЕМАТИКА СТАНКА МОДЕЛИ 1K62
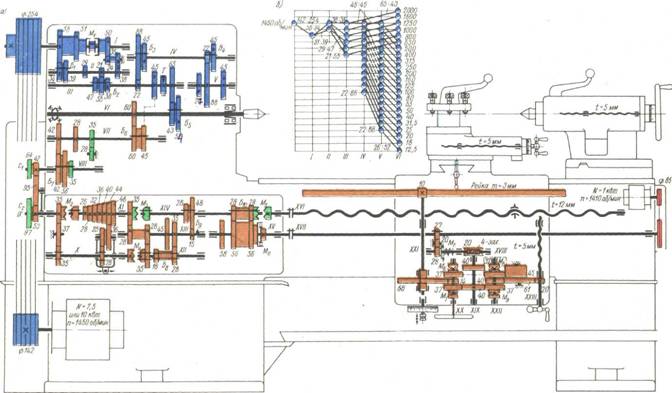
Рис.5.3 Кинематическая схема станка 1К62
Движение резания.
Вращение от электродвигателя мощностью 7,5
кВт
передается клиноременной пере дачей
142
—
254
валу I коробки скоростей. Усиленные многодисковые фрикционы, управляемые муфтой
,
служат для включения прямого или обратного хода шпинделя.
При прямом ходе вал II
получает две различные скорости вращения через двойной подвижный блок шестерен
Б1.
При обратном ходе валу
II
сообщается вращение с одной скоростью шестернями
50
—
24
и
36
—
38.
Наличие тройного блока шестерен
Б2
позволяет получить на валу
III
шесть различных чисел оборотов в минуту. Последние могут быть переданы шпинделю либо непосредственно через шестерни
65
—
43,
когда двойной блок шестерен включен влево (как показано на схеме), либо через перебор, когда блок включен вправо. В этом случае вращение шпинделю
VI
от вала
III
передается двумя двойными подвижными блоками Б3 и Б4, позволяющими получить три различных передаточных отношения: 1; ¼ и 1/16 (четвертое передаточное отношение совпадает со вторым), и зубчатой передачей
26
—
52.
Через перебор шпиндель получает 18 различных скоростей вращения, а всего он имеет 23 скорости — от 12,5 до 2000
об/мин
Движения подач и образования винтовой поверхности.
Привод подач состоит из звена увеличения шага, двухскоростного механизма реверса, гитары сменных колес, коробки подач и механизА подач фартука. Движения подач заимствуются либо от шпинделя через шестерни
60
—
60,
когда блок
Б6
звена увеличения шага находится в крайнем левом положении, либо от вала
III
через шестерни
45
—
45,
когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, используемый в основном для изменения направления вращения ходового винта, имеет
две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного подвижного блока шестерен Б7
вращение от вала
VII
валу
VIII
передается шестернями
42
—
42
с передаточным отношением равным 1, а при среднем положении блока
Б7
— шестернями
28
—
56
с передаточным отношением равным ½; при крайнем правом положении блока
Б7
изменяется направление вращения, которое в этом случае передается шестернями
35
—
28
—
35.
Коробка подач получает вращение от вала VIII
через гитару со сменными блоками шестерен
С1
и
С2.
Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки
С1
и
С2
устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через шестерни
42–95
–
50.
При нарезании модульных и питчевых резьб сменные блоки переворачиваются, и вращение передается шестернями
64
—
95
—
97.
Нарезание дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенной шестерне 35,
установленной на валу
X,
и выключенных муфтах
М2,
М3 и М4. Вращение от вала
IX
передается валу
XIV
через шестерни
35
—
37
—
35,
механизм Нортона, шестерни
35
—
28
и
28
—
35
и множительный механизм, состоящий из двух подвижных двойных блоков шестерен
Б8
и
Б9,
которые обеспечивают получение четырех различных передаточных отношений: 1/8, ¼, ½ и 1. При включении кулачковой муфты
М5
вращение от вала
XIV
передается ходовому винту
XVI.
Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Шестерня 35
на валу
X
выводится из зацепления с шестерней
37,
включаются муфты
М2
и
M4t
а муфта
М3
остается выключенной. В этом случае вращение от вала
IX
валу
XIV
передается муфтой
М2,
валом
XI,
механизмом Нортона, муфтой М4 и множительным механизмом.
Двухвенцовая шестерня Б10
передает вращение ходовому валику
XVII
через двухвенцовую шестерню
56,
обгонную муфту
М0
и вал
XV
для осуществления механических подач суппорта. При смещении шестерни
Б10
влево ее левый зубчатый венец входит в зацепление с шестерней
56,
жестко закрепленной на валу
XV,
и вращение последнему передается помимо обгонной муфты, что необходимо для нарезания торцовых резьб.
От ходового валика XVII
вращение через шестерни
27—20
—
28,
предохранительную муфту
Мп
и червячную передачу
4
—
20
сообщается валу
XIX.
Последний связан передней шестерней
40
непосредственно с зубчатыми венцами кулачковых муфт
М7
и
М9,
a задней шестерней
40
через паразитное колесо
45
— с зубчатыми венцами кулачковых муфт
М6
и М8.
При сцеплении кулачковых муфт М6
и
М7
включается продольная подача суппорта в том или ином направлении; при этом вращение от вала
XX
через шестерни
14
—
66
передается валу
XXI
с закрепленной на нем реечной шестерней
10.
Поперечная подача суппорта в ту или иную сторону включается муфтами М8
и
М9,
после чего вращение от вала
XXII
передается поперечному ходовому винту
XXIII
шестернями
40
—
61
—
20.
При одинаковой настройке коробки подач поперечные подачи имеют вдвое меньшую величину, чем продольные.
Вспомогательные движения.
Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу
85
—
147,
ходовой валик
XVII
и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4
м/мин,
а поперечных — 1,7
м/мин.
5.8. ТИПЫ ТОКАРНЫХ РЕЗЦОВ
По расположению главной режущей кромки
резцы подразделяют на правые и левые. При точении правыми резцами суппорт перемещается справа налево, левые резцы работают при подаче слева направо.
По конструкции головки
резцы классифицируют на прямые, отогнутые и оттянутые.
По технологическому назначению
различают следующие типы резцов: проходные, подрезные, отрезные, резьбовые, канавочные, фасонные, расточные и др. (рис. 5.4).
Проходные резцы
1, 2, 3 предназначены для обтачивания наружных поверхностей и имеют при этом продольную подачу Sпр. Проходной отогнутый резец 1 более универсален, т. к. он используется как для обработки цилиндрической поверхности, так и для подрезания торца и снятия фасок. Проходной прямой резец 2 используют для обтачивания наружных цилиндрических поверхностей и для снятия фасок. Торцовые поверхности обрабатывают
подрезными
4 и проходными отогнутыми 1 резцами, которые при этом имеют поперечную подачу Sпоп. Проходной упорный резец 3 применяют для получения небольших уступов и при обработке ступенчатых валов. Упорный резец имеет главный угол в плане j = 90°. Прорезные 9,
отрезны
е 10,
галтельные
11 и
фасонные
резцы работают с поперечной подачей Sпоп.
Прорезными
резцами 9, 12 обрабатывают кольцевые канавки на цилиндрических и торцовых поверхностях. Прорезной резец имеет главный угол в плане j = 90°.
Отрезные
резцы 10 служат для отрезания части заготовки. Длина головки отрезного резца должна быть больше радиуса разрезаемой заготовки. Галтельные резцы 11 предназначены для обработки галтелей. Фасонными резцами обрабатывают фасонные поверхности. Профиль режущей кромки фасонного резца должен отвечать профилю обрабатываемой поверхности. Резьбовые резцы 7, 8 применяют для нарезания соответственно наружной и внутренней резьбы. Форма режущей части резца должна отвечать профилю нарезаемой резьбы. Расточные резцы предназначены для обработки отверстий: расточной отогнутый 5 – для растачивания сквозного отверстия, расточной упорный 6 – для растачивания глухого отверстия.
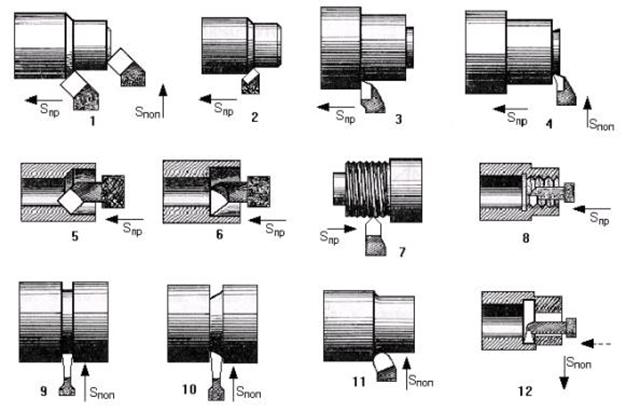
Рис. 5.4. Типы токарных резцов: 1 – проходной отогнутый; 2 – проходной прямой; 3 – проходной упорный; 4 – подрезной; 5 – расточной отогнутый; 6 – расточной подрезной; 7, 8 – резьбовые; 9 – прорезной (канавочный); 10 – отрезной; 11 – галтельный; 12 – расточной упорный
5.8. ЧАСТИ И ЭЛЕМЕНТЫ РЕЗЦА
Токарный прямой проходной резец (рис.5.5) состоит из двух частей: головки и стержня. Стержень служит для закрепления резца в резцедержателе станка. Головка является рабочей частью резца и выполняет работу по срезанию слоя металла с заготовки и состоит из нескольких элементов
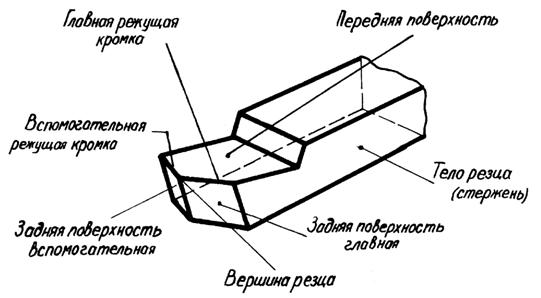
Рис.5.5. Части и элементы резца
Передняя поверхность — Поверхность, по которой сходит стружка.
Главная задняя поверхность — поверхность, обращенная к обрабатываемой поверхности заготовки или поверхности резания.
Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
Главная режущая кромка (лезвие) — Линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка (лезвие) — линия пересечения передней и вспомогательной задней поверхностей
Вершина резца — Точка пересечения главной и вспомогательной режущих кромок.
Кроме этих основных элементов, резцы могут иметь переходные режущие кромки между главной и вспомогательной режущими кромками.
Вершина резца может быть острой, закругленной по радиусу или в виде прямой линии небольшой длины. Закругленные вершины и переходная режущая кромка улучшают чистоту обработки.
5.9. СОДЕРЖАНИЕ ОТЧЕТА
1. Название работы.
2. Цель работы.
3. Маркировка металлорежущих станков.
4. Схема токарного станка с указанием основных узлов.
5.Кинематическая схема станка. Уравнения движения.
6. Приспособления и инструменты, применяемые для работы на станке.
7. Части и элементы резца.
КОНТРОЛЬНЫЕ ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Обозначение металлорежущих станков. 2. Основные узлы токарного станка. 3. Назначение коробки подач. 4. Когда используются ходовой винт и ходовой вал? 5. Назначение суппорта станка. 6. Классификация токарных резцов по назначению. 7. Главный угол в плане проходного упорного резца. 8. Для закрепления каких деталей используются планшайбы? 9. Способ закрепления деталей на станке при L/D больше 10. 10. Приспособления, используемые для установки деталей типа втулок. 11. Для каких целей на токарном станке используются люнеты? 12. В каких случаях на токарных станках для передачи крутящего момента применяются поводковые патроны? 13. Назначение задней бабки токарного станка. 14. Приспособления, используемые для закрепления деталей на токарном станке. 15. Основные типы токарных резцов.
16. Части и элементы резца.