Главная
О компании
Справочник
Труба нержавеющая
Трубный прокат из высоколегированных сталей обладает уникальными эксплуатационными характеристиками: труба нержавеющая из стали 12Х18Н10Т (одной из самых распространенных марок нержавеющей стали) может использоваться при температуре от −196 до +600°С. В высоко агрессивных средах рабочая температура для нержавеющих труб достигает + 350°С, в азотной, фосфорной, уксусной кислоте, в растворах солей и щелочей средняя скорость годовой коррозии составляет всего 5-20 мкм в год (мкм/год). Такие свойства в сочетании с износостойкостью (предел прочности стали 12Х18Н10Т равен 510 МПа) делают нержавеющие трубы незаменимыми при возведении промышленных объектов, в авиа, машино- и приборостроении, нефтехимической и химической промышленности, фармацевтическом и пищевом производстве.
Легированный трубный прокат различают по способу производства:
- холодно и теплодеформированные трубы нержавеющие ГOCT 9940-81;
- горячекатаные трубы нержавеющие ГOCT 9941-81;
- электросварные трубы из коррозионно-стойких марок сталей ГOCT 11068-81.
В зависимости от класса, область применения нержавеющих труб имеет разграничения: холодно и теплодеформированные трубы отличаются высокой точностью изготовления и зеркальной (блестящей) поверхностью, благодаря чему используются для производства мебели, отделки интерьеров; горячекатаный прокат применяется для монтажа технологических трубопроводов, производства оборудования, в строительстве; электросварные трубы не предназначены для эксплуатации в условиях повышенного давления (расчетное рабочее давление до 16 МПа), вследствие чего не используются для ответственных трубопроводов.
Диаметры нержавеющих труб – ГОСТ и таблица размеров
Трубы из нержавеющих стальных сплавов сегодня активно используются для монтажа систем отопления, водопровода и канализации. Выбирая диаметры нержавеющих труб по специальной таблице размеров, можно успешно подбирать такие изделия для решения различных задач.

Для каждого типа нержавеющих труб существуют предельно допустимые отклонения от параметров, определенные соответствующими стандартами
Все трубы, для производства которых используется нержавеющая сталь, выпускаются в строгом соответствии с нормативным документом. ГОСТ оговаривает не только химический состав материала их изготовления, но также технологии их производства, размеры и сортамент.
Технические характеристики и свойства
Параметры профильной трубы из нержавеющей стали:
- Вид профиля трубного проката.
- Геометрические размеры ширины, высоты и длины отрезка.
- Толщина стенки.
- Масса 1 метра погонного.
- Марка стали и ее характеристики.
Для производства профильных нержавеющих изделий в основном используют марку аустенитной стали AISI 304 (российский аналог 08Х18ХН10). Это кислотостойкий материал, не подвержен коррозии, способен краткосрочно выдержать воздействие температур до +900 °С. Плотность металла составляет 7,9–7,93 г/см2, модуль упругости — 193–200 ГПа, модуль сдвига на уровне 86 ГПА.
Срок службы
Профильный металлопрокат из нержавеющей стали может эксплуатироваться без потери первоначальных свойств не менее 50 лет.

Параметры классификации
Весь сортамент труб, изготавливаемых из нержавеющей стали, подразделяется на несколько категорий. Параметрами, по которым осуществляется такое разделение, являются:
- конструктивные особенности (шовные и бесшовные);
- технология производства (холоднокатаные, холоднотянутые и горячекатаные);
- форма поперечного сечения (круглые и профильные);
- толщина стенки (толстостенные и тонкостенные).
Нержавеющие трубы различных размеров активно используются для обустройства коммуникаций, по которым транспортируется холодная и горячая вода, а также для монтажа канализационных систем. Такие трубы, отличающиеся значительным диаметром, успешно применяются для монтажа магистральных нефте- и газопроводов.

Соотношение внешнего диаметра к внутреннему у толстостенных нержавеющих труб находится в диапазоне 0,05–0,1
Высокая популярность трубопроката, изготовленного из нержавеющей стали, объясняется целым перечнем его достоинств:
- исключительной долговечностью;
- возможностью эксплуатации под высоким давлением;
- устойчивостью даже к значительным температурным перепадам;
- высокой пластичностью;
- устойчивостью к коррозии, демонстрируемой даже при эксплуатации в условиях постоянного воздействия агрессивных сред.
Следует также отметить, что минимальный срок эксплуатации стальных нержавеющих труб соответствует 10 годам.
Основные разновидности
ГОСТ оговаривает в том числе и сортамент труб из нержавейки, который включает в себя изделия:
- используемые для транспортировки жидких и газовых сред – водогазопроводные;
- покрытые специальным антикоррозийным составом;
- отличающиеся незначительной толщиной стенки и имеющие резьбу на концах (такие стальные трубы, диаметры которых могут быть различными, также обладают уменьшенным весом);
- произведенные по сварочным технологиям и имеющие продольные швы;
- бесшовные, изготовленные по горячекатаной технологии.
На каждом из типов нержавеющих труб, сортамент и диаметры которых оговариваются ГОСТом, следует остановиться подробнее.
Диаметр труб данного типа, как указывает ГОСТ, может варьироваться в достаточно широких пределах: 15–50 мм. Такие нержавеющие трубы в зависимости от того, для эксплуатации под каким давлением они предназначены, подразделяются на легкие, стандартные и армированные.

Параметры водогазопроводных труб
ГОСТ оговаривает, что концы водогазопроводных труб должны быть срезаны под углом 90°, а сварные швы, имеющиеся на их поверхности, должны быть полностью проваренными и герметичными. В соответствии со стандартом, на поверхности таких стальных труб могут иметься незначительные сколы, но в целом их стенки должны отличаться гладкостью и отсутствием трещин.
Трубы с антикоррозийным покрытием
Такие трубы, которые также указаны в сортаменте продукции из нержавеющих сталей, отличаются тем, что на их поверхность нанесено цинковое покрытие, обеспечивающее дополнительную коррозионную устойчивость. В соответствии с нормативным документом, на них не должно быть непокрытых цинком участков, вздутий покрытия, заусенцев и других дефектов.
Размеры резьбы, если она нанесена на концы таких труб, не должны превышать 10 процентов от длины самого изделия.
Тонкостенные трубы с резьбой
Эти трубы, выпускаемые в различных типоразмерах, используются в тех случаях, когда необходимо выполнить ремонт или изменить конструкцию трубопровода. Изделия данного типа, позволяющие получать надежные и герметичные соединения, не бывают толстостенными и не производятся с большими размерами поперечного сечения.

Параметры труб легкой серии, изготавливаемых под резьбу
На поверхности горячекатаных труб, которые могут быть и толстостенными, отсутствуют сварные швы, что придает таким изделиям высокую герметичность и позволяет им выдерживать даже очень значительное давление. Эту продукцию, типоразмеры которой также оговорены в сортаменте, отличают гладкость стенок и минимальный коэффициент теплового расширения.
Наиболее распространенными сферами применения таких труб, размеры которых могут варьироваться в достаточно широких пределах, являются:
- монтаж магистралей для подачи холодной и горячей воды;
- обустройство канализационных систем;
- монтаж теплосетей и коммуникаций другого назначения.
Размеры бесшовных горячедеформированных нержавеющих труб
Следует иметь в виду, что как тонкостенная, так и толстостенная трубная продукция, произведенная при помощи сварки, может применяться для подачи воды, используемой в технических целях, а не для питья или приготовления пищи.
Способы сварки
В производстве сварных труб из нержавеющих сталей применяются следующие основные способы сварки:
- TIG (сварка вольфрамовым электродом в инертном газе, без присадочного металла);
- плазменная сварка (в сочетании с TIG);
- HF (сварка токами высокой частоты);
- Laser (лазерная сварка);
- Electron beam (электронно-лучевая сварка).
В промышленной практике наиболее применяемыми являются первые три способа. Лазерная технология, которая гарантирует высокий уровень качества, несмотря на значительные первоначальные капиталовложения, получает все более широкое распостранение. Электронно-лучевая сварка применяется нерегулярно по причине сложности технологического процесса, который предполагает наличие установок глубокого вакуума в процессе всего цикла сварки. Считается, что в настоящее время технология TIG или TIG в сочетании с плазменной сваркой составляют около 65% всех европейских сварочных производств. 30% приходится на сварку HF и остальное – на лазерную сварку. В действительности не существует конкуренции между различными системами сварки, но, как правило, требования к технологии сварки зависят от сферы применения сварных труб.
Считаем необходимым обозначить в таблице 1 типичные сферы применения нержавеющих труб в зависимости от применяемой сварочной технологии. Сравним две типичные технологии: TIG и HF.
Способ TIG (Tungset Inert Gas)
Этот способ более других употребляется для производства сварных труб высокого качества из нержавеющих сталей. Источником генератора тепла для плавки краев служит дуга, которая образуется между вольфрамовым электродом и трубой. Защитный газ, направляемый на сварочную горелку, обволакивает зону плавки с наружной поверхности трубы и одновременно, но уже другим способом, подается внутрь трубы, чтобы защитить зону плавки и изнутри, удерживаясь там с помощью заглушки. При способе сварки TIG по причине воздействия тепла только на наружную поверхность трубы зона плавления неизбежно окружается обширной зоной термического раздражения, вследствие чего шов оказывается более широким. Но, по этой же самой причине, TIG-шов является более прочным и легче удаляется.
Таблица 1. Рекомендуемые сферы применения труб с различными способами сварки.
| Сфера применения | Способ сварки |
| Декор, в т.ч. для зеркальной полировки Конструкции, в т.ч. строительные Транспорт (разгрузочные установки, кузова) | Высокочастотная (HF) / лазерная (Laser) |
| Пищевая промышленность | TIG |
| Транспортировка малоагрессивных жидкостей | TIG TIG в сочетании с плазменной сваркой Лазерная сварка |
| Транспортировка очень агрессиных жидкостей Химическая, нефтехимическая, газовая, энергетическая, бумажная промышленности | TIG TIG в сочетании с плазменной сваркой Лазерная сварка |
| Теплообменники Испарители Опреснители Фармацевтическая промышленность | TIG |
При соблюдении же технологических параметров сварки не требуется даже дополнительной термической обработки для устранения возможных изменений микроструктуры сварных швов. При этом скорость TIG-сварки невысока и, поэтому, цена готовой трубы будет выше, чем при использовании других видов сварки. Шов, полученный методом TIG плотный, однородный, без пустот и раковин. Прочность сварного шва соответствует прочности основного материала трубы. В директиве ЕС по оборудованию, работающему под давлением (PED – Pressure Equipment Directive), совершенно однозначно указано, что для оборудования, работающего под давлением свыше 0.5 бар могут применяться нержавеющие сварные трубы, произведенные только способом TIG (см. табл. 1).
Высокочастотная сварка (HF)
На первый взгляд, особенно с точки зрения микроструктуры, высокочастотная сварка (HF) имеет весьма интересные характеристики, благодаря тому, что зона плавления резко ограничена, а зона термического раздражения (прилегает к зоне плавления) практически отсутствует. Разогрев краев происходит равномерно по всей толщине, а скорость достижения температуры плавки – около одной сотой в секунду. С геометрической точки зрения высадка шва как внутри, так и снаружи оказывается прочной и прямой. Применение высокочастотной сварки в настоящее время находит все более широкое распостранение, в особенности в областях, связанных с декорированием, строительными конструкциями, промышленным машиностроением. В основном это связано с высокими скоростями, достигаемыми при сварке. Производительность сварки до 20 раз выше, чем при использовании сварки TIG. На первый взгляд может показаться, что технология HF выигрывает как с точки зрения качества, так и с точки зрения производственных затрат. Что касается затрат – тут сомнений нет. Цена труб, произведенных сваркой HF на 10% ниже чем у труб, изготовленных с применением сварки TIG. В отношении качества, однако, необходимо отметить, что наиболее ценное свойство, такое как сжатость зоны плавки, в действительности проявляет себя как слабый пункт, когда речь идет о продукции, требующей высокой надежности, такой как, например, химическое и нефтехимическое оборудование, оборудование для пищевой промышленности, теплообменники и т.д.
Действительно, совершенно очевидно, что необходимые свойства сварного шва могут быть достигнуты только при наличии гарантии сохранения условий и параметров процесса, которые не так легко достигаемы в высокоскоростном процессе HF-сварки. Более того, при недостаточной обработке кромок и ввиду контактного процесса сварки в сварном шве могут образовываться раковины и непровары.
Сварной шов, полученный методом HF неплотный, в нем присутствуют пустоты, которые самым отрицательным образом сказываются на прочности сварного соединения. Симптоматичен тот факт, что сферы применения техники высокочастотной сварки весьма ограничены и сведены к производству труб декоративного, структурного или механического назначения при полном исключении их применения в термоустановках, оборудовании пищевой, химической и нефтехимической, фармацевтической промышленности.
Типоразмеры
В перечень типоразмеров нержавеющих трубных изделий включены следующие параметры:
- величина условного прохода – внутренний диаметр, который может варьироваться в пределах 10–150 мм (чем больше данный параметр, тем более высокой проходимостью отличаются трубы);
- размеры резьбы (в соответствии с требованиями стандарта, данный параметр может варьироваться в интервале 3/8–6 дюймов);
- наружный диаметр, который, учитывая размеры сварного шва, может варьироваться в интервале 17–156 мм;
- наружный диаметр стальных труб, которые изготовлены без использования сварных соединений, – 16–159 мм.
Основные размеры нержавеющих труб
Трубы из нержавеющих сталей в зависимости от их типа производятся в соответствии с требованиями разных нормативных документов:
- ГОСТ под номером 3262-75 – водогазопроводные;
- 10705-80 – полученные при помощи сварки;
- 20295-85 – предназначенные для прокладки магистральных трубопроводов.
В каждом из вышеперечисленных нормативных документов приведены таблицы, в которых указан сортамент и типоразмеры подобной продукции.
Нормативные документы
Технические условия производства, химический состав сырья, геометрические параметры для каждой формы сечения профильных труб из нержавейки регламентируют несколько нормативных документов (ГОСТов).
Стандарты и ГОСТы
Российские производители, выпускающие профильную трубную продукцию из коррозионно-стойкой стали, в зависимости от применяемой технологии используют следующие стандарты:
- ГОСТ 11068-81 — для электросварного трубного проката.
- ГОСТ 9940-81 — для бесшовных труб, изготовленных по методу профилирования.
Сортамент и типоразмеры профильного трубного проката из нержавейки устанавливают следующие нормативные документы:
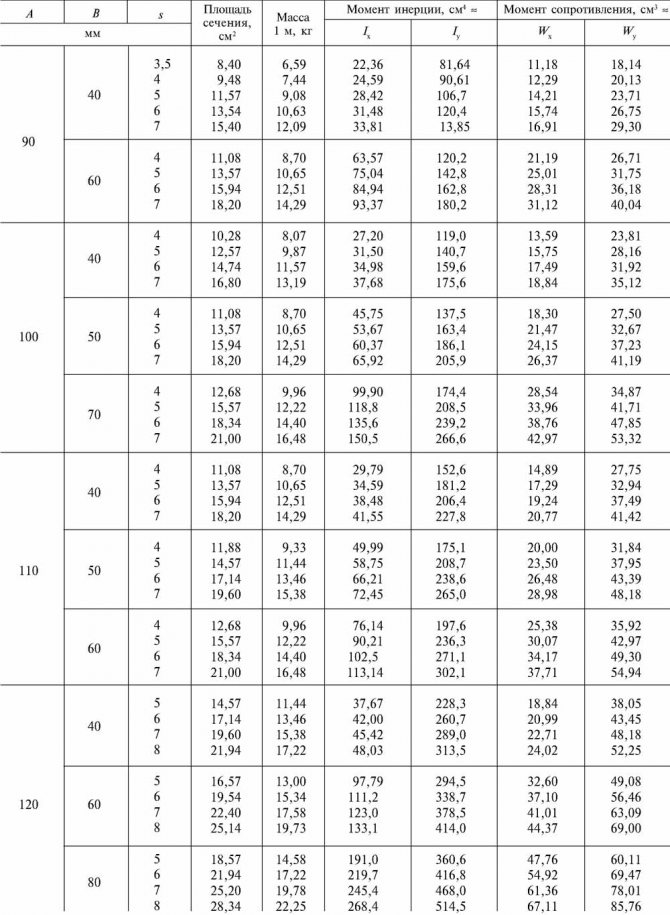
- ГОСТ 8639-82 — для квадратного профиля.
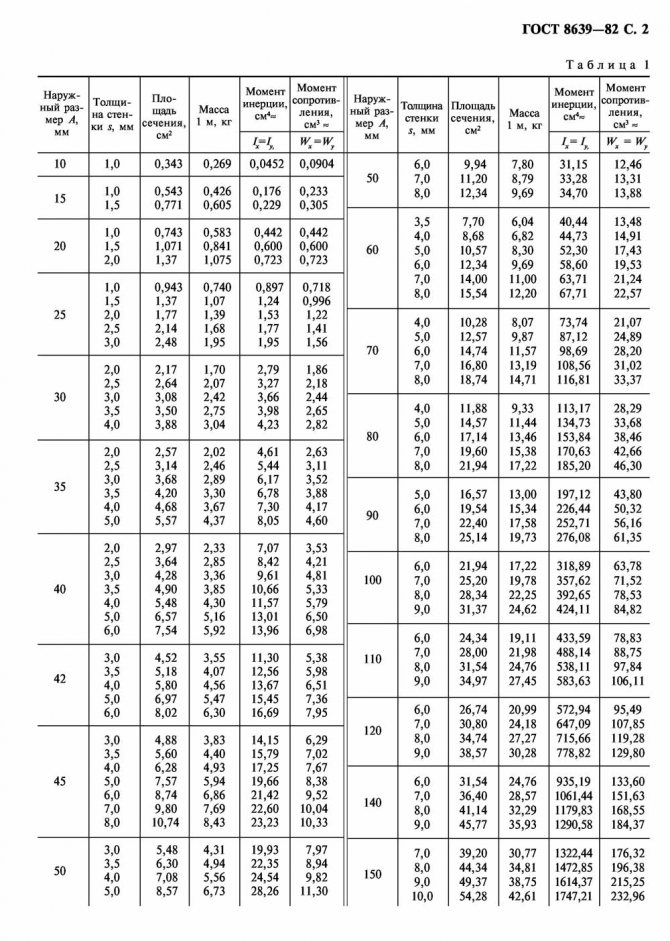
- ГОСТ 8645-68, ГОСТ 8645-78, ГОСТ 8645-86 — прямоугольного сечения.
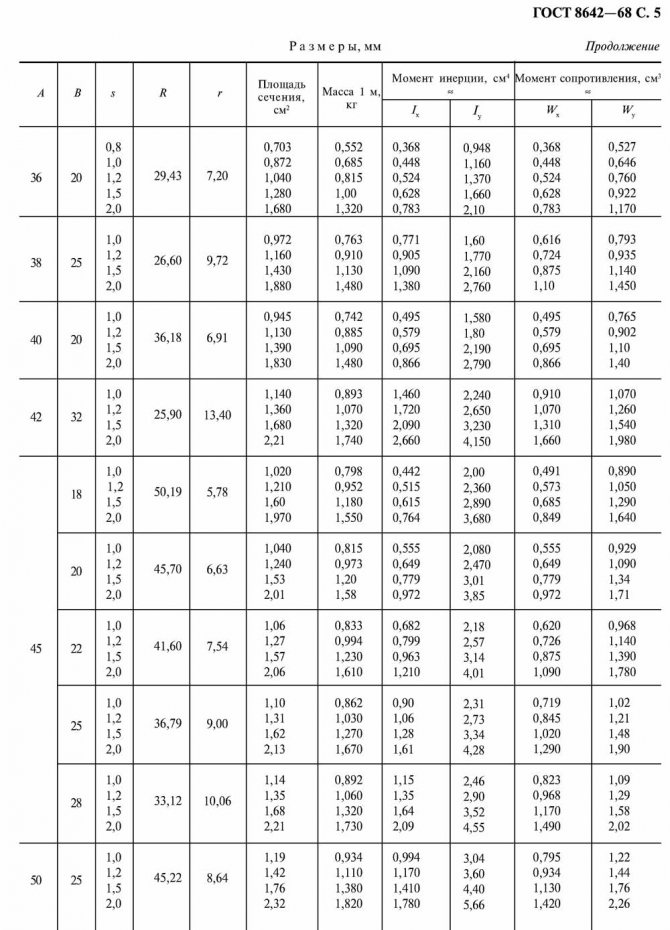
- ГОСТ 8642-68 — на овальные трубы.
Марки и гарантируемые параметры
В таблицах, содержащихся в нормативных документах на трубопрокат, производимый из нержавейки, содержатся различные параметры. В частности, из этих таблиц можно взять информацию о марках сталей, используемых для производства таких труб.

Допустимые отклонения от размеров должны находится в пределах указанных в таблице величин
Знание марки материала, из которого изготовлена труба, позволяет получить представление о том, какие из его параметров являются гарантируемыми. Сюда в частности, относятся:
- А – механические характеристики используемой стали;
- Б – ее химический состав;
- В – соотношение химического состава и механических свойств применяемого сплава.
Диаметры нержавеющих труб: ГОСТы и ОСТы
Диаметры нержавеющих труб можно найти в Государственных и Отраслевых стандартах. Они бывают самыми разными, начиная от малых в несколько миллиметров и заканчивая большими (несколько метров). Трубы из нержавеющей стали используются в самых разнообразных отраслях народного хозяйства и промышленности, поэтому и разброс по размеру столь огромен.
Если Вам требуется определенный размер, рекомендуем для начала обратиться к нормативной документации. Вот список основных стандартов, которые могут послужить вам в качестве справочников при поиске необходимого диаметра:
ГОСТ 14162-79. Трубки стальные малых размеров (капиллярные) – определяет технические условия изготовления, и сортамент капиллярных труб из нержавеющей стали. Размеры данных изделий очень малы.
Наличие в ГОСТ это не гарантия…
Хотим сразу уточнить. Как видите, количество разных размеров в указанных стандартах очень велико, а количество заводов, которые занимаются изготовлением труб – не столь огромно. Кроме этого, любой завод, прежде всего, заботится об экономической эффективности своего производства и старается выпускать востребованные виды металлопроката.
Очевидно, что если завод будет иметь в своем ассортименте все вышеуказанные трубы, то он будет вынужден свернуть производство. Это произойдет потому, что огромная часть выпускаемого товара останется лежать на складах невостребованной. В реальном секторе используются только ограниченное количество диаметров. И это может вызвать определенные сложности при поиске.
Поэтому наличие размера в Государственном или отраслевом стандарте вовсе не означает его наличия у поставщиков. Размер может быть указан в ГОСТ но отсутствовать на рынке вообще по причине отсутствия спроса.
Справедливо и обратное: отсутствие размера в стандартах не говорит о том, что его нет на рынке. Стандарты не запрещают выпуск труб промежуточных диаметров и толщин. Производители часто изготавливают такие трубы потому, что на них есть спрос и это выгодно.
Поэтому хотим дать Вам один совет: не ориентируйтесь на стандарты при поиске. Ориентируйтесь на сам рынок и возможности конкретного поставщика.
Виды марок стали
- Быстрорежущие инструментальные марки стали. Обозначаются они обычно буквой «Р» и указывают на содержание вольфрама. Например, это может быть Р12.
- Конструкционные легированные стали. Здесь идет обозначение легирующих элементов Cr (хром), Si (никель), Мо (молибден), Ti (титан). Перечисленные химэлементы повышают показатели коррозионной устойчивости и соответственно обеспечивают бесперебойную эксплуатацию.
- Конструкционные качественные углеродистые стали.
- Сталь обыкновенного качества. Обычно имеет значок Ст. Например, Ст.10, Ст.30. В первом случае содержание углерода составляет 0,10%, во втором 0,30%.
- Литейные конструкционные стали. На них обычно устанавливается индекс «Л».
- Стали нержавеющие.
Также необходимо отметить, что существуют следующие категории: Сп — спокойные стали, Кп — кипящие и Пс — сталь полуспокойного типа.
Нестандартные диаметры
Одни размеры гораздо проще и дешевле найти на рынке, чем другие. Например, трубы диаметром 10, 20, 50, 100 мм найти очень просто. Они есть в наличии у многих поставщиков. Но если вы ищите нержавеющую трубу нестандартного размера, у вас могут возникнуть проблемы. Все зависит от востребованности и способа изготовления проката.
Гоячедеформированные и холоднодеформированные трубы нестандартных и непопулярных размеров найти гораздо сложнее, чем электросварные, так как технология горячего проката требует наличия специального дорогостоящего оборудования. Электросварные трубы изготовить гораздо проще, и поэтому даже если Вы не нашли требуемого размера, ее всегда можно изготовить на заказ.
Изготовление партии на заказ может быть хорошим решением в том случае, если требуемая партия довольно велика. Однако это все равно сопряжено с дополнительными сложностями: необходимо договариваться с производителем и утверждать документы.
Поэтому рекомендуем по возможности избегать непопулярных размеров там, где это возможно. Это спасет Вас от множества сложностей в будущем. Ну а если это не удается, звоните в нашу компанию. Мы всегда поможем Вам.
Подводя итог можно сказать:
- В промышленных стандартах не указаны все возможные размеры проката. То, что указано в стандартах и то, что присутствует на рынке – это совсем разные ассортименты.
- Наличие конкретного диаметра на рынке зависит от многих факторов и прежде всего – спроса.
- Нестандартные электросварные трубы найти гораздо проще, чем горячекатаные или холоднокатаные.
- Если можно отказаться от использования непопулярных диаметров в Вашем проекте в пользу более популярных, то лучше всего это сделать. Это сэкономит Вам много времени и денег.
- Если Вам все же очень нужен нестандартный или непопулярный размер – обращайтесь к нам. Мы имеем широкие связи с заводами изготовителями и другими поставщиками. Постараемся помочь Вам всем, чем сможем.
МЕТАЛЛОТЕНДЕР
– металлоторговая система для покупателей и продавцов. Вся информация на сайте носит ознакомительный характер. Для получения точных данных обращайтесь к соответствующим ГОСТ.
На нашем веб-сайте используются файлы cookies, которые позволяют улучшить Ваше взаимодействие с сайтом. Когда вы посещаете данный веб-сайт, Вы даете согласие на использование файлов cookies в соответствии с настоящим уведомлением об их использовании.
Добавить металлопрокат в заявку
Чем подробнее Вы заполните данную форму, тем меньше дополнительных вопросов возникнет у наших специалистов и тем легче будет найти нужный металлопрокат.
Трубы нержавеющие
| Трубы бесшовные холодно- и теплодеформированные из нержавеющей стали |
Трубы нержавеющие
используются в химической, нефтехимической и фармацевтической промышленности и предназначены для транспортировки коррозионно-активных сред.
Трубы нержавеющие
изготавливаются методом горячего прессования из труднодеформируемых коррозионностойких, жаропрочных и жаростойких сталей и сплавов.
Трубы нержавеющие
по длине поставляют:
Трубы нержавеющие
в партии немерной длины допускается 5% труб не короче 0.5м. Трубы поставляют в термообработанном состоянии.
Трубы нержавеющие
изготовляют из коррозионностойких сталей, химический состав которых должен соответствовать ГОСТ 5632-72:
Сортамент нержавеющий труб
немерной длины от 1.5 до 9 м;
| ||||
горячее прессование в комплексе с последующим травлением обеспечивает высокое качество поверхности (шероховатость Ra- 1,1-1,6 мкм).
| ||||
| Наружный диаметр, мм | Толщина стенки, мм | Длина труб, м (не более) | ||
| 5 | 0,2-1,0 | 5-7 | ||
| 6-7 | 0,2-1,5 | 5-12 | ||
| 8-9 | 0,2-2,0 | 5-12 | ||
| 10-13 | 0,2-2,5 | 5-12 | ||
| 14-17 | 0,2-3,0 | 5-12 | ||
| 18-19 | 0,2-3,5 | 5-12 | ||
| 20 | 0,2-4,0 | 5-12 | ||
| 21-24 | 0,3-4,0 | 6-12 | ||
| 25/27/28 | 0,3-4,5 | 6-12 | ||
| 30/32-35 | 0,3-5,5 | 6-12 | ||
| 36 | 0,4-5,5 | 6-12 | ||
| 38/40/42/45 | 0,4-6,0 | 6-12 | ||
| 48/50 | 0,4-7,5 | 6-12 | ||
| 51/53/54/56/57 | 0,5-7,5 | 6-7 | ||
| 60 | 0,5-8,0 | 6-7 | ||
| 63/65/68/70/73/75 | 1,5-8,5 | 7 | ||
| 76/80/83/85 | 3,0-8,5 | 7 | ||
| 89/90 | 4,0-8,5 | 7 | ||
| 95 | 4,0-5,0 | 7 | ||
| 108-530 | 4,0-28,0 | по запросу |
Трубы бесшовные горячедеформированные из коррозионно-стойкой стали
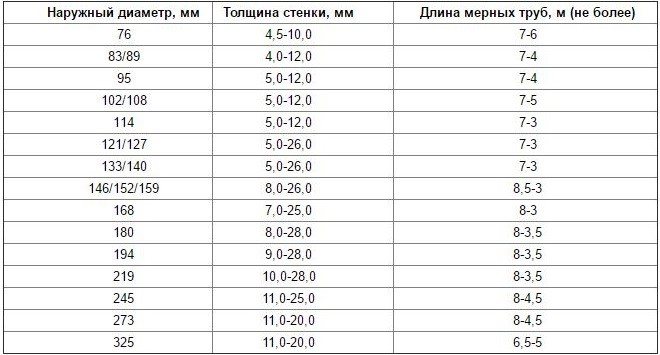
Сортамент
| Наружный диаметр, мм | Толщина стенки, мм | Длина мерных труб, м (не более) |
| 76 | 4,5-10,0 | 7-6 |
| 83/89 | 4,0-12,0 | 7-4 |
| 95 | 5,0-12,0 | 7-4 |
| 102/108 | 5,0-12,0 | 7-5 |
| 114 | 5,0-12,0 | 7-3 |
| 121/127 | 5,0-26,0 | 7-3 |
| 133/140 | 5,0-26,0 | 7-3 |
| 146/152/159 | 8,0-26,0 | 8,5-3 |
| 168 | 7,0-25,0 | 8-3 |
| 180 | 8,0-28,0 | 8-3,5 |
| 194 | 9,0-28,0 | 8-3,5 |
| 219 | 10,0-28,0 | 8-3,5 |
| 245 | 11,0-25,0 | 8-4,5 |
| 273 | 11,0-20,0 | 8-4,5 |
| 325 | 11,0-20,0 | 6,5-5 |
Трубы электросварные из коррозионно-стойкой стали
Типоразмеры тонкостенных труб
Тонкостенными считаются трубы со стенкой до 4 мм. По технологии производства они подразделяются на:
- электросварные;
- бесшовные.
По своему назначению они классифицируются на:
- трубопроводные;
- профильные;
- особотонкие специального назначения.
Электросварные тонкостенные трубы
Одним из способов производства изделий из нержавеющей стали является сваривание листа проката. Данный способ изготовления — наиболее простой, позволяющий производить относительно недорогие тонкостенные трубы для бытового использования.
Наружный диаметр электросварных изделий – от 8 до 102 мм. Размеры нержавеющих изделий, изготовленных сварным методом, приведены в таблице 1.
Таблица 1. Размеры тонкостенных сварных труб.
| Наружный диаметр, мм | Толщина стенки | |||||||||||||
| 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,8 | 2,0 | 2,2 | 2,5 | (2,8) | 3,0 | 3,2 | 3,5 | 4,0 | |
| 8 | х | х | х | |||||||||||
| 9 | х | х | х | |||||||||||
| 10 | х | х | х | |||||||||||
| 11 | х | х | х | х | х | |||||||||
| 12 | х | х | х | х | х | х | х | |||||||
| 14 | х | х | х | х | х | х | ||||||||
| 15 | х | х | х | х | х | |||||||||
| 16 | х | х | х | х | х | х | х | х | ||||||
| (17) | х | х | х | х | х | х | х | |||||||
| 18 | х | х | х | х | х | х | х | |||||||
| (19) | х | х | х | х | х | х | х | |||||||
| 20 | х | х | х | х | х | х | х | |||||||
| 22 | х | х | х | х | х | х | х | |||||||
| 25 | х | х | х | х | х | х | х | х | ||||||
| 28 | х | х | х | х | х | х | х | |||||||
| 30 | х | х | х | х | х | х | х | |||||||
| 32 | х | х | х | х | х | х | х | х | х | х | ||||
| 33 | х | х | х | х | х | х | х | х | х | х | ||||
| 34 | х | х | х | х | х | х | х | х | х | х | ||||
| 35 | х | х | х | х | х | х | х | х | х | х | ||||
| 36 | х | х | х | х | х | х | х | х | х | х | ||||
| 38 | х | х | х | х | х | х | х | х | х | х | ||||
| 40 | х | х | х | х | х | х | х | х | х | х | ||||
| 42 | х | х | х | х | х | х | х | х | х | х | ||||
| 43 | х | х | х | х | х | х | х | х | х | х | ||||
| 45 | х | х | х | х | х | х | х | х | х | х | ||||
| 48 | х | х | х | х | х | х | х | х | х | |||||
| 50 | х | х | х | х | х | х | х | х | х | |||||
| 51 | х | х | х | х | х | х | х | х | х | |||||
| 53 | х | х | х | х | х | х | х | х | х | |||||
| 55 | х | х | х | х | х | х | х | х | х | |||||
| 56 | х | х | х | х | х | х | х | х | х | |||||
| 57 | х | х | х | х | х | х | х | х | х | |||||
| 60 | х | х | х | х | х | х | х | х | х | |||||
| 63 | х | х | х | х | х | х | х | х | х | |||||
| 65 | х | х | х | х | х | х | х | х | х | х | х | |||
| 70 | х | х | х | х | х | х | х | х | х | х | х | |||
| 76 | х | х | х | х | х | х | х | х | х | х | х | |||
| 83 | х | х | х | х | х | х | х | х | х | |||||
| 89 | х | х | х | х | х | х | х | х | х | |||||
| 102 | х | х | х | х | х | х | х | х | х | |||||
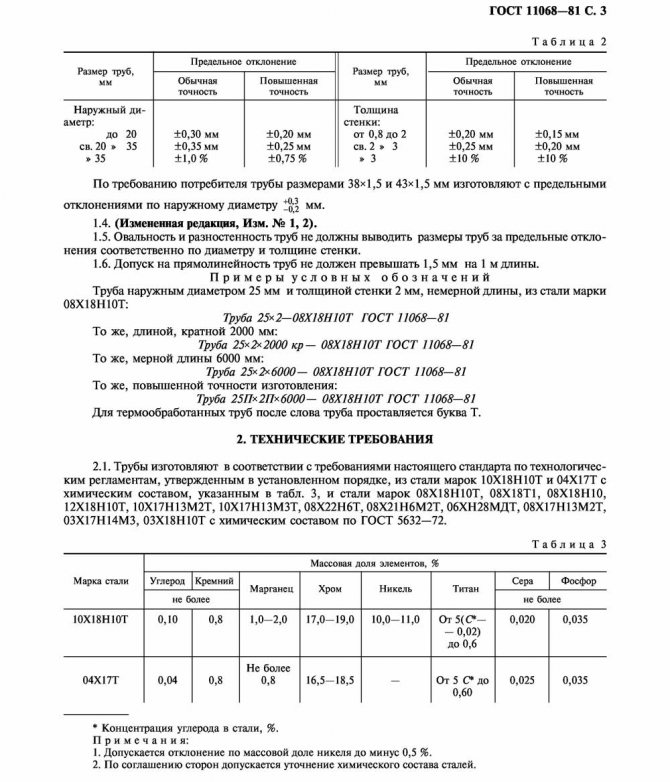
Толщина стенки изделий из стали 08Х18Т1 и 04Х17Т ограничена ГОСТ:максимально 2 мм. По пожеланию заказчика трубы могут изготавливаться промежуточными размерами, не указанными в таблице 1. Значение толщины стенки в этих случаях берется из следующего большего размера.
Длина отрезков труб, произведенных электросварным способом: 1,5-9 м.
Предельные отклонения, допустимые для сварных нержавеющих изделий по толщине стенки при обычной/повышенной точности (мм):
- до 2: 0,2 / 0,15;
- от 2 до 3: 0,25 / 0,2;
- более 3:10%.

Бесшовные тонкостенные трубы
Второй способ изготовления труб из нержавеющей стали — бесшовная технология. Актуальна для производства изделий с толстыми стенками при использовании в условиях экстремальных температур, давления, агрессивных химических веществ. Бесшовные изделия более дорогие:целесообразность их применения в бытовых целях невелика. Подразделяются на горячедеформированные; тепло- и холоднодеформированные. Данная классификация основывается на температуре заготовки при формировании и раскатке трубы.
Горячедеформированные
Производство тонкостенных изделий путем горячей деформации включает ограниченный набор размеров и представлен в таблице 2.
Таблица 2. Размеры тонкостенных бесшовных труб, произведенных методом горячей деформации.
| Наружный диаметр, мм | Толщина стенки, мм | Мерная длина, не более, м |
| 76 | 3,5-4 | 7 |
| 83 | ||
| 89 | ||
| 133 | 4 | |
| 140 | ||
| 146 | ||
| 152 | ||
| 159 |
Предельные отклонения, допустимые для бесшовных тонкостенных нержавеющих изделий по толщине стенки:
- обычной точности: -15%… +20%;
- высокой точности: -15%… +12,5%.
Кривизна изделия на участке в 1 м не должна быть более 1,5 мм.
Холоднодеформированные
Тонкостенная труба, произведенная методом холодной деформации, может иметь очень тонкие стенки — от 0,2 мм. Их сортамент по наружному размеру, толщине стенки и максимальной мерной длине приведен в таблице 3. Холоднодеформированные изделия могут иметь отклонение по мерной длине до +15 мм.
Предельные отклонения, допустимые для холоднодеформированных нержавеющих труб по толщине стенки при обычной/повышенной точности (мм):
- от 0,2 до 1: 0,05…0,15 / 0,03…+0,1;
- от 1 до 3:15% / 12,5%.
Профильные тонкостенные трубы
Под профильными трубами понимают изделия многогранной формы, используемые в строительстве, производстве мебели. Изделия данного вида имеют прямоугольную или квадратную, треугольную форму. Квадратные профильные тонкостенные стальные трубы имеют следующие параметры:
- диаметр наружный: 10-100 мм;
- толщина стенки: 0,8-4 мм;
- площадь сечения: 0,283-15,08 кв.см;
- масса 1 м: 0,222-11,84 кг.
Профильные изделия с тонкой стенкой могут изготавливаться любым из способов:
- сварочным: при толщине стенки 0,8-5 мм;
- бесшовным, холодной деформацией: при толщине стенки 1-8 мм.
Профильные квадратные тонкостенные трубы имеют длину — от 1,5 м до 11 м.
Предельно допустимая кривизна на 1 м составляет 2 мм.
Прямоугольные профильные стальные изделия характеризуются следующими параметрами:
- диаметр наружный: от 15х10 мм до 110х60 мм;
- толщину стенки: 1-4 мм;
- площадь сечения: 0,443-12,68 кв.см;
- масса 1 м: 0,348-9,96 кг.
Особотонкостенные трубы из нержавейки
Нержавеющие особотонкостенные изделия из антикоррозийной стали стандартизированы ГОСТом 10498-82 и изготавливаются холоднодеформированным бесшовным способом. Эти трубы обладают следующими характеристиками:
- диаметр наружный: 4-120 мм;
- толщина стенки: 0,12-1 мм;
- длина:0,5-8 м.
Филигранное исполнение изделий со столь тонкими стенками предполагает особые требования к точности производства. Нормативно разрешены следующие предельные отклонения высокой/особо высокой точности (мм):
- при толщине стенки менее 0,5: 0,03-0,07 / 0,02-0,04;
- то же, более 0,5: 10% / 8%.
Допустимое значение кривизны: 5 мм при диаметре менее 5 мм, 1,5 мм для остальных диаметров.
Общие характеристики труб из нержавейки
Труба из нержавеющей стали – это полый и прямой профиль разного сечения. С учетом формы поперечного сечения отличают профильные и круглые изделия. Сегодня нержавеющие трубы изготавливаются с помощью одного из трех способов. Первый подразумевает изготовление изделий с помощью свертывания штрипса с дальнейшей припайкой стыка медью. В итоге получается паяная свернутая труба из нержавейки.
С помощью способа центробежного литья либо холодного или горячего деформирования производится бесшовный трубопрокат. При этом производство сварных труб происходит с помощью плазменной или лазерной электрической сварки. Во время этого нержавейка подвергается действию инертных газов или высокочастотных токов. Этот способ дает возможность делать наиболее дешевые изделия, так как процесс изготовления не занимает много времени. В каждых случаях предварительно нержавеющая сталь подвергается закалке. Это требуется, чтобы сырье потеряло во время изготовления высокий уровень твердости и прочности.
Преимущества нержавеющих труб
Трубы из нержавейки имеют множество преимуществ. Главное состоит в том, что нержавеющее изделие имеет повышенную стойкость к коррозии. А так как она содержит 20 % хрома, то еще обеспечивается отличная стойкость к большинству отрицательных факторов внешней среды. За счет этого такой металлопрокат имеет почти неограниченное время работы. Он может эксплуатироваться на протяжении более 400 лет.
Нержавеющим изделиям легко вернуть их эстетический вид, так как сталь является гомогенным составом. В результате потертости и царапины можно легко отполировать и зашлифовать, обеспечив этим изделиям привлекательный вид. Этот трубопрокат великолепно сочетается с современными материалами отделки. Цена трубопроката относительно недорогая, а сортамент уже в течение многих лет является очень широким.
Как производятся
Изготавливают профильные трубы из нержавеющей стали по двум технологиям:
- Готовое изделие формируют из заготовки в форме металлической ленты (штрипса).
- Профилируют трубу круглого сечения.
Технология изготовления из штрипса
Способ позволяет получить профильную трубу из нержавеющей стали со швом. Сваривание полос листовой стали выполняется с помощью высокочастотной электросварки, лазерной или плазменной сварки в обычной среде, а также вольфрамовыми электродами в инертном газе (TIG-сварка). Сам процесс производства выглядит следующим образом:
- Штрипс нарезается из листовой нержавеющей стали на специальных прокатных станах и подается в листогибочный стан.
- Металлическая лента формуется на вальцах листогибочного стана в круглую заготовку с открытыми краями.
- Кромки свариваются одним из выбранных видов сварки. Лишний металл (грант) удаляется резцами.
- Заготовка калибруется на вальцах до заданной формы профиля.
- Готовое изделие нарезается на отрезки нужной длины.
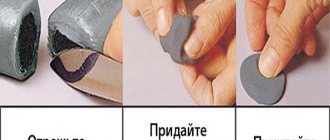
Чтобы снять внутренние напряжения, профильная труба из нержавеющей стали подвергается термической обработке (отжигу). Нагрев заготовки происходит до +550…650 °С в течение 60–90 минут с последующим постепенным остыванием (отпуском). В результате она становится более прочной и долговечной.
Профилирование
Такая технология производства профильных нержавеющих труб подразумевает использование в качестве исходных заготовок бесшовные холодно- и тепло-деформированные трубы круглого сечения. Нужную форму профиля они приобретают при прохождении через калибровочные вальцы в холодном или нагретом до высокой температуры состоянии.
Далее холоднодеформированная профильная труба подвергается термической обработке. На последнем этапе металлопрокат режется на отрезки и проходит контроль качества поверхности, испытания на растяжение, проверку геометрических размеров.

Востребованный сортамент труб из нержавейки
Нержавеющие трубы по ГОСТ-9941 81
Этот стандарт, заверенный в середине 1980-х, описывает бесшовные холодно- и теплоднодеформированные трубные изделия, производимых из общей по назначению коррозионно-устойчивой стали. Диаметр (наружный) этих труб варьируется от 5 до 273 мм, их стенки имеют толщину 0,20-21 мм.
Трубопрокатные изделия изготавливаются стандартной (5-7 метров), а также кратной мерной и немерной длины. Стандарт довольно лоялен к потребительским запросам коррозионностойких изделий, потому он допускает их производство длиной от 0,5-15 м. Правда, изготовление всех нестандартных трубных изделий заводом нужно предварительно согласовывать с заказчиком.
Нужно сказать, что в одной партии изготовленной продукции немерной длины могут встречаться трубы:
- 0,5-0,75 метра (стенки меньше 0,5 миллиметров);
- 0,75-1,0 метра (стенки 0,50-1,0 миллиметра);
- 0,75-1,5 метра (когда их стенка указана толщиной больше 1 миллиметра).
В партии трубопроката с данными размерами может быть не больше 6%. Все устойчивые к коррозии трубы разделяются на продукцию высокой, обычной и повышенной точности. С учетом этого показателя допустимы такие отклонения (предельные) трубной продукции по толщине стенки:
- 0,05-0,15 миллиметров (обычная точность);
- 0,03-0,10 миллиметров и от -11% до +12,4% (повышенная точность);
- от -11% до +12,4% (изделия высокой точности).
По внешнему диаметру трубы могут иметь допустимую погрешность от 0,15 миллиметров (высокоточные) до 0,4 миллиметров (обычные) или 0,7-1,3%. Для труб из стали 06ХН28 МДТ сечением больше 30 миллиметров возможно отклонение в 1,2%, сечение меньше 30 миллиметров – 0,45 мм.
Требования к холодно- и теплоднодеформированныем нержавеющим трубам
Концы готового трубопровода отрезаются (угол отреза – прямой), с них удаляют заусенцы, что может приводить к формированию фаски и образованию шероховатости поверхности. Это допускается нормативными документами. Иногда даже заказчики оговаривают с изготовителем необходимость фаски на концах трубных изделий, где стенки более 5 мм, так как она дает возможность более качественно и эффективно делать соединение трубопровода с помощью сварки.
На любом отрезке длиной 1 метр нержавеющая труба может иметь такие характеристики кривизны:
- 1 миллиметр (стенки более 0,50 миллиметра, сечение больше 5 миллиметров);
- 2 миллиметра (трубы со стенками до 0,50 миллиметров и сечением от 15 миллиметров).
Если рассматривать конструкции со стенками менее 0,50 см. с сечением до 1,5 см., то специального допуска в ГОСТ на этот случай нет. Главное, чтобы изделия изготавливались без резких изгибов. Овальность же трубного проката должна быть такой, чтобы диаметр изделий не выходил за допустимые погрешности по величине их внешнего диаметра.
Изготовляется описываемая продукция из нержавеющего металла из таких марок стали: 17Х18Н9, 08ХН28МДТ, 08Х17 Н15М3Т, 12Х18 Н12Т, 10Х23 Н18, 08Х18 Н10Т, 04Х18 Н10, 10Х17 Н13М2Т, 08Х13, 12Х17, 12Х18 Н10, 08Х22 Н6Т, 12Х13, 15Х25 Т, и некоторых иных высоколегированных металлов. Уровень плотности этих сплавов колеблется 7,6-7,97 гр./см. куб., касательно временного сопротивления – 37-587 кгс/мм. кв. и удлинения – 16-46%.
Данные марки стали могут включать в состав небольшое добавление металлов редкоземельной группы, и при этом соответствовать всем стандартам 5632. Большое внимание уделяется наличию в изделиях серы, ее не может быть больше 0,02 %. Готовый трубопрокат проходит термообработку.
Трубы из нержавейки по ГОСТ-9940 81
Следующий ГОСТ тоже дает описание нержавеющих труб, но здесь уже речь об изделиях, которые изготавливаются с помощью горячего деформирования. Внешний диаметр этих изделий 56-326 миллиметров, толщина стенки – 3,4-32 миллиметра, их изготавливают из таких же марок стали, которые описаны в ГОСТ 9941.
По многим пунктам оба стандарта абсолютно идентичны. Поэтому не станем повторяться, а поговорим о приемке готовых изделий. Происходит она партиями (их укомплектовывают из идентичных по варианту геометрических размеров, марки исходного сплава, термической обработки изделий). В одну партию можно комплектовать не больше 200 изделий.
Контроль качества изделий подразумевает испытания на:
- растяжение (две трубы);
- сплющивание и раздачу (одна);
- межкристаллитную коррозию (два изделия из партии).
Партия является качественной, когда все проверки показали положительные результаты. Если же хоть бы одна показала плохое качество изделий, то производят еще одно испытание, но теперь используют удвоенное количество изделий. Нужно заметить, что анализу геометрических характеристик, испытаниям гидравлическим давлением и ультразвуковым исследованиям подвержены абсолютно все изделия из партии.
Качество коррозионностойких труб проверяют такими способами:
- микрометром и скобами (листовыми) – внешнее сечение и овальность;
- рулеткой – их размер в длину (ГОСТ-7502);
- поверочной линейкой и щупом – кривизну.
Под давлением нержавеющие трубы во время проверки удерживают от 10 секунд и больше, анализ на растяжение – по ГОСТ-10006/19040, а на сплющивание происходит по ГОСТ-8695.
Качество поверхности, финишная обработка
Качество наружной и внутренней поверхности является одним из самых существенных свойств трубной продукции, определяющей область ее применения, цену, сроки изготовления. Сварные трубы производятся из холоднокатаного или из горячекатаного рулонного проката. Для нужд пищевой промышленности на финишной стадии производства трубы могут подвергаться термической обработке (например, светлый отжиг), химической обработке (травление) и механической обработке (шлифование внутренней поверхности до чистоты поверхности 0.5-0.8 мкм в области основного материала трубы и до 1.6 мкм в области сварного шва, шлифование наружной поверхности до чистоты менее 1.0 мкм). Для каждого способа применения трубы может быть подобран оптимальный список финишных операций, который обеспечит наиболее полный набор полезных свойств трубы. Например, если при применении сварных труб необходимо их формоизменение (гибка, сплющивание и т.д.), то рекомендуется заказывать нержавеющие трубы с термической обработкой. Весь набор финишных операций условно обозначается в маркировке, которая должна быть нанесена на каждую трубу (см. табл. 1). Ниже показан пример маркировки пищевой сварной нержавеющей трубы:
ММ 52х1 No.541854 1.4301 DIN 17457/11850 CC PK1,
где ММ – торговый знак завода-, Италия; 52х1 – диаметр (52) и толщина стенки (1) трубы в мм; 1.4301 – обозначение марки стали (AISI 304); DIN 17457/11850 – обозначение стандартов, в соответствии с которыми произведена данная труба, СС – обозначение качества поверхности трубы (по DIN 17457 и DIN 11850):
Труба изготовлена из холоднокатаного рулона с повышенным качеством поверхности, снаружи шов почти неразличим, поверхности протравлена. Изнутри труба протравлена, отшлифована до чистоты поверхности менее 0.8 м область сварного шва отшлифована до чистоты поверхности менее 1.6 мкм, шов ламинирован; РК1 – труба испытана в соответствии с классом испытаний 1.
Таблица 2. Исполнение и обозначение видов обработки поверхности сварных нержавеющих труб для пищевой промышленности (DIN 11850).
| Технология произв-ва | Наличие термической обработки | Качество поверхности | Сокращенное обозначение исполнения | Технология произв-ва |
| Сварные по стандарту ДИН 17457 (Технические условия поставки) | Термически обработанные | Гладкая металлическая. Сварной шов, начиная с номинального диаметра ДН 25, выровнен заподлицо со стенками; среднее значение шероховатости Ra = 2,5 мкм кроме зоны сварного шва | Гладкая металлическая по классу исполнения „k 2“ или „k 3“ по стандарту ДИН 17 457 | ВА |
| Термически не обработанные | Гладкая металлическая по классу исполнения „k 0“ или „k 1“ по стандарту ДИН 17457 | СА | ||
| Термически обработанные | Шлифованная абразивом с зернистостью 400 или полированная | ВВ | ||
| Термически не обработанные | СВ | |||
| Термически обработанные | Гладкая металлическая. Среднее значение шероховатости Ra = 0,5 мкм Зона сварного шва Ra = 1,6 мкм | Гладкая металлическая по классу исполнения „k3“, „“l 1“ или „l 2“ по стандарту ДИН 17457 | ВС | |
| Термически не обработанные | Гладкая металлическая по классу исполнения „k 0“ или „k 1“ по стандарту ДИН 17457 | СС | ||
| Термически обработанные | Шлифованная абразивом с зернистостью 400 или полированная | BD | ||
| Термически не обработанные | CD |
Сортамент трубы нержавеющей
Трубный прокат из высоколегированных сталей обладает уникальными эксплуатационными характеристиками: труба нержавеющая из стали 12Х18Н10Т (одной из самых распространенных марок нержавеющей стали) может использоваться при температуре от −196 до +600°С. В высоко агрессивных средах рабочая температура для нержавеющих труб достигает + 350°С, в азотной, фосфорной, уксусной кислоте, в растворах солей и щелочей средняя скорость годовой коррозии составляет всего 5-20 мкм в год (мкм/год). Такие свойства в сочетании с износостойкостью (предел прочности стали 12Х18Н10Т равен 510 МПа) делают нержавеющие трубы незаменимыми при возведении промышленных объектов, в авиа, машино- и приборостроении, нефтехимической и химической промышленности, фармацевтическом и пищевом производстве.
Легированный трубный прокат различают по способу производства:
- холодно и теплодеформированные трубы нержавеющие ГOCT 9940-81;
- горячекатаные трубы нержавеющие ГOCT 9941-81;
- электросварные трубы из коррозионно-стойких марок сталей ГOCT 11068-81.
В зависимости от класса, область применения нержавеющих труб имеет разграничения: холодно и теплодеформированные трубы отличаются высокой точностью изготовления и зеркальной (блестящей) поверхностью, благодаря чему используются для производства мебели, отделки интерьеров; горячекатаный прокат применяется для монтажа технологических трубопроводов, производства оборудования, в строительстве; электросварные трубы не предназначены для эксплуатации в условиях повышенного давления (расчетное рабочее давление до 16 МПа), вследствие чего не используются для ответственных трубопроводов.
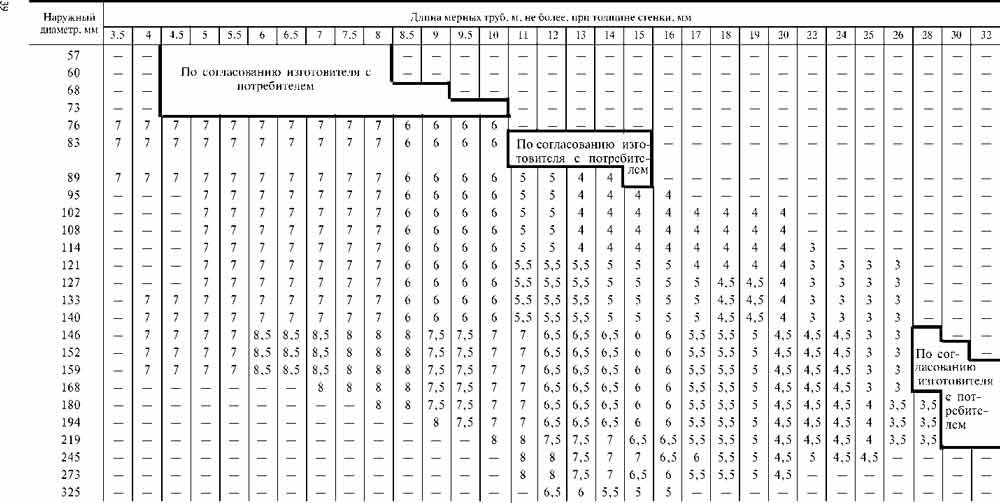
Размеры горячекатаной нержавеющей трубы
Горячекатаные легированные трубы согласно ГOCT 9940-81 выпускаются следующего размерного ряда:
- наружные диаметры труб из нержавеющей стали (горячекатаные)
: от 76 до 325 мм, допустимые предельные отклонения ±1,5% для обычной точности изготовления и 1% — для высокой точности. Трубы диаметром менее 76 мм (от 53 до 73 мм) изготавливаются в отдельных случаях по согласованию с потребителями. - толщина стенок
: от 3,5 до 28 мм, предельные отклонения, в зависимости от точности изготовления и самой толщины стенки, лежат в пределах от минус 15% до плюс 20%. - мерная длина
: от 3 до 8,5 метров, причем минимальная кратная длина составляет 300 мм. Немерная длина регламентируется в пределах от 1,5 до 10 м, ограниченная длина означает допуск отклонения от мерной плюс-минус 500 мм (отклонение допускается с одного конца).
Горячекатаная труба нержавеющая, сортамент по ГOCT 9940-81
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 3,5-8 | 8,5-10 | 11-12 | 13-14 | 15 | 16-20 | 22-26 | 26-30 | 30-32 | |||||||
| 76 | 7 | 6 | – | – | – | – | – | – | – | ||||||
| 83 | 7 | 6 | *** | – | – | – | – | – | – | ||||||
| 89 | 7 | 6 | 5 | 4 | *** | – | – | – | – | ||||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 5-8 | 8,5-10 | 11-12 | 13 | 14 | 15-16 | 27-20 | 22 | 24-26 | |||||||
| 95 | 7 | 6 | 5 | 4 | 4 | 4 | – | – | – | ||||||
| 102,108 | 7 | 6 | 5 | 4 | 4 | 4 | 4 | – | – | ||||||
| 114 | 7 | 6 | 5 | 4 | 4 | 4 | 4 | 3 | – | ||||||
| 121 | 7 | 6 | 5,5 | 5,5 | 5 | 5 | 4 | 3 | 3 | ||||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 5-8 | 8,5-10 | 11-13 | 14-17 | 18, 19 | 20 | 22-26 | – | – | |||||||
| 127 | 7 | 6 | 5,5 | 5 | 4,5 | 4 | 3 | – | – | ||||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 4-8 | 8,5-10 | 11-13 | 14-17 | 18, 19 | 20 | 22-26 | – | – | |||||||
| 133, 140 | 7 | 6 | 5,5 | 5 | 4,5 | 4 | 3 | – | – | ||||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 4-5,5 | 6-7 | 7,5-8,5 | 9-9,5 | 10-11 | 12-14 | 15, 16 | 17, 18 | 19 | 20-24 | 25, 26 | |||||
| 146, 152, 159 | 7 | 8,5 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 5 | 4,5 | 3 | ||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 7-8,5 | 9-9,5 | 10-11 | 12-14 | 15-16 | 17-18 | 19 | 22-24 | 25-26 | 28-32 | ||||||
| 168 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 5 | 4,5 | 3 | *** | |||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 8-8,5 | 9-9,5 | 10-11 | 12-14 | 15-16 | 17-18 | 19 | 20-24 | 25 | 26-28 | 30-32 | |||||
| 180 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 5 | 4,5 | 4 | 3,5 | *** | ||||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 9 | 9,5 | 10-11 | 12-13 | 14 | 15-16 | 17-18 | 19 | 20-24 | 25 | 26-28 | 30-32 | ||||
| 194 | 8 | 7,5 | 7 | 6,5 | 6,5 | 6 | 5,5 | 5 | 4,5 | 4 | 3,5 | *** | |||
| 219 | – | – | 8 | 7,5 | 7 | 6,5 | 5,5 | 5 | 4,5 | 4 | 3,5 | *** | |||
| Dn, мм | Максимальная мерная длина труб в метрах при толщине стенки, мм | ||||||||||||||
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 22 | 24 | 25 | 26 | 28 | |
| 245 | 8 | 8 | 7,5 | 7 | 7 | 6,5 | 6 | 5,5 | 5 | 4,5 | 5 | 4,5 | 4,5 | – | – |
| 273 | 8 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 5,5 | 5 | 4,5 | – | – | – | – | – |
| 325 | – | 6,5 | 6 | 5,5 | 5 | 5 | – | – | – | – | – | – | – | – | – |
Примечание: отметка *** означает, что данный размер производится только по согласованию заказчика и производителя.
Советы, как выбирать
Выбирать профильные трубы из нержавеющей стали следует с учетом условий эксплуатации, опираясь на показатели:
- Максимальной нагрузки.
- Длительности и интенсивности механических, тепловых и химических воздействий.
В зависимости от этих параметров подбираются технические характеристики изделий:
- Марка стали.
- Форма и размеры профиля.
- Толщина стенок.
- Технология производства.
Качество покупаемой нержавеющей продукции должно быть подтверждено заводскими сертификатами.

Примерная цена и лучшие производители
Цена профильной трубы из нержавеющей стали зависит от марки материала, длины отрезка, толщины стенки, типа обработки поверхности и производителя. Оказать влияния на конечную стоимость продукции может объем поставляемой партии.
Разбег цен достаточно велик. Так, например, цена матовой нержавеющей профильной трубы квадратного профиля может составлять от 3 до 30 долларов за метр, прямоугольного проката варьируется в диапазоне от 4,5 до 42 долларов за метр.
Размеры холоднокатаной нержавеющей трубы
Труба нержавеющая ГOCT 9941 81 холоднокатаная производится согласно сортаменту и имеет некоторые отличия от размерного ряда горячедеформированных труб:
- холоднокатаная труба нержавеющая, наружные диаметры: от 5 до 273 мм, допустимые отклонения в зависимости от величины диаметра и точности изготовления от ±0,15 мм до ±1,2%.
- толщина стенок: от 0,2 до 22 мм, допустимые предельные отклонения: от ±0,03 мм до ±12,5%, в зависимости от класса точности изготовления и самой толщины стенки.
- мерная длина: от 4 до 7 метров, причем минимальная кратная длина составляет 300 мм. Немерная длина устанавливается стандартом от 0,75 до 12,5 м. Трубы большей немерной длины (16 м) производятся по согласованию с потребителем.
Показания максимального давления для труб
Показания максимального давления, которое выдерживают нержавеющие стальные трубы при температуре 20 °С в соответствии со стандартами DIN 17457, 11850
| Диаметр | Толщина стенки | Aisi 304-321 316 Ti кг/см2 | Aisi 304L-316L кг/см2 |
| 15 | 1 | 116 | 96 |
| 16 | 1 | 109 | 90 |
| 16 | 1,5 | 163 | 135 |
| 17,2 | 1,65 | 167 | 139 |
| 17,2 | 2 | 203 | 168 |
| 18 | 1 | 97 | 80 |
| 18 | 1,5 | 145 | 120 |
| 19,05 | 1 | 91 | 76 |
| 19,05 | 1,25 | 114 | 95 |
| 19,05 | 1,65 | 151 | 125 |
| 20 | 1 | 87 | 72 |
| 20 | 1,5 | 131 | 108 |
| 21,3 | 1,65 | 135 | 112 |
| 21,3 | 2 | 164 | 136 |
| 21,3 | 2,6 | 213 | 176 |
| 22 | 1 | 79 | 66 |
| 22 | 1,5 | 119 | 99 |
| 25,4 | 1 | 69 | 57 |
| 25,4 | 1,25 | 86 | 71 |
| 25,4 | 1,65 | 107 | 89 |
| 26,9 | 1,65 | 130 | 107 |
| 26,9 | 2 | 168 | 140 |
| 26,9 | 2,6 | 62 | 52 |
| 28 | 1 | 93 | 77 |
| 28 | 1,5 | 58 | 48 |
| 30 | 1 | 87 | 72 |
| 30 | 1,5 | 54 | 45 |
| 32 | 1,65 | 82 | 68 |
| 32 | 2 | 85 | 71 |
| 33,7 | 2,9 | 103 | 86 |
| 33,7 | 3,2 | 150 | 124 |
| 33,7 | 1 | 165 | 137 |
| 33,7 | 1,5 | 51 | 43 |
| 34 | 1 | 77 | 64 |
| 34 | 1,5 | 46 | 38 |
| 38 | 1 | 69 | 57 |
| 38 | 1,5 | 44 | 36 |
| 40 | 1 | 107 | 89 |
| 40 | 1,5 | 66 | 54 |
| 42,4 | 1,65 | 68 | 56 |
| 42,4 | 2 | 82 | 68 |
| 42,4 | 2,6 | 107 | 89 |
| 42,4 | 2,9 | 119 | 99 |
| 42,4 | 3,2 | 132 | 109 |
| 44,5 | 1,5 | 59 | 49 |
| 44,5 | 2 | 78 | 65 |
| 48,3 | 1,65 | 60 | 49 |
| 48,3 | 2 | 72 | 60 |
| 48,3 | 2,6 | 94 | 78 |
| 48,3 | 2,9 | 105 | 87 |
| 48,3 | 3,2 | 115 | 96 |
| 50 | 1,5 | 52 | 43 |
| 50 | 2 | 70 | 58 |
| 53 | 1,5 | 49 | 41 |
| 54 | 2 | 65 | 54 |
| 60,3 | 1,65 | 48 | 40 |
| 60,3 | 2 | 58 | 48 |
| 60,3 | 2,6 | 75 | 62 |
| 60,3 | 2,9 | 84 | 69 |
| 60,3 | 3,2 | 92 | 77 |
| 60,3 | 3.6 | 104 | 86 |
| 70 | 1,5 | 37 | 31 |
| 70 | 2 | 50 | 41 |
| 76,1 | 1,65 | 38 | 31 |
| 76,1 | 2 | 46 | 38 |
| 76,1 | 2,6 | 60 | 49 |
| 76,1 | 2,9 | 66 | 55 |
| 76,1 | 3,2 | 73 | 61 |
| 76,1 | 3,6 | 82 | 68 |
| 80 | 1,5 | 31 | 26 |
| 84 | 2 | 41 | 34 |
| 88,9 | 1,65 | 32 | 27 |
| 88,9 | 2 | 39 | 33 |
| 88,9 | 2,6 | 51 | 42 |
| 88,9 | 2,9 | 57 | 47 |
| 88,9 | 3,2 | 63 | 52 |
| 88,9 | 3,6 | 71 | 59 |
| 88,9 | 4 | 78 | 56 |
| 101,6 | 1,65 | 28 | 23 |
| 101,6 | 2 | 34 | 28 |
| 101,6 | 3 | 51 | 43 |
| 103 | 1,5 | 25 | 21 |
| 104 | 2 | 34 | 28 |
| 114,3 | 1,65 | 25 | 21 |
| 114,3 | 2, | 30 | 25 |
| 114,3 | 2,6 | 40 | 33 |
| 114,3 | 2,9 | 44 | 37 |
| 114,3 | 3,2 | 49 | 40 |
| 114,3 | 3,6 | 55 | 46 |
| 114,3 | 4 | 61 | 51 |
| 129 | 2 | 27 | 22 |
| 139,7 | 2 | 25 | 21 |
| 139,7 | 2,6 | 32 | 27 |
| 139,7 | 3 | 37 | 31 |
| 139,7 | 4 | 50 | 41 |
| 154 | 2 | 23 | 19 |
| 156 | 3 | 34 | 28 |
| 168,3 | 2 | 21 | 17 |
| 168,3 | 2,6 | 27 | 22 |
| 168,3 | 3 | 31 | 26 |
| 168,3 | 3,6 | 37 | 31 |
| 168,3 | 4 | 41 | 34 |
| 204 | 2 | 17 | 14 |
| 205 | 2,5 | 21 | 18 |
| 206 | 3 | 25 | 21 |
| 219,1 | 2 | 16 | 13 |
| 219,1 | 2,6 | 21 | 17 |
| 219,1 | 3 | 24 | 20 |
| 219,1 | 3,6 | 29 | 24 |
| 219,1 | 4 | 32 | 26 |
| 254 | 2 | 4 | 11 |
| 256 | З | 20 | 17 |
| 273 | 2 | 13 | 11 |
| 273 | 2,6 | 17 | 14 |
| 273 | 3 | 19 | 16 |
| 273 | 3,6 | 23 | 19 |
| 273 | 4 | 26 | 21 |
Вес нержавеющей трубы
Вес одного погонного метра трубы круглого сечения из легированных марок сталей рассчитывается по формуле:
- Мпм — искомый вес погонного метра в кг;
- Dn — наружный диаметр трубы, мм;
- Tc — толщина стенки, мм;
- ρ — удельный вес марки металла, г/см³, справочная величина;
- π — постоянная, равная 3,14.
| Марка металла | 08Х17Т | 04Х18Н10 | 08Х18Н10Т | 12Х18Н10Т | 10Х17Н13М2Т | 08Х18Н12Т |
| Удельный вес, г/см³ | 7,70 | 7,90 | 7,90 | 7,90 | 8,00 | 7,95 |
Например, труба нержавеющая 12Х18Н10Т ГOCT 9941 81 с наружным диаметром Dn=89 мм, Tc=3,5 мм, вес метра погонного будет равен:
Расчетный вес может несколько отличаться от настоящего в пределах допустимых отклонений по длине, наружным диаметрам и толщинам стенок, установленным ГОСТ 9941-81 и ГOCT 9940-81.
Также вы можете:
ООО Атлант-Металл © 1994–2011 Все права защищены.
Оценка статьи:
Сохранить себе в:
Диаметры труб нержавейка таблица Ссылка на основную публикацию