Использование крепежных элементов — стандартная практика при сборке большинства современных изделий, применяемых в бытовой или производственной сфере. Важным фактором является грамотный выбор с учетом технических характеристик. Крепления должны выдерживать не только механическую нагрузку, возникающую после окончательной установки, но и справляться с влиянием внешних факторов, обеспечивая прочность, безопасность и надежность эксплуатации. Для простоты ориентирования в разнообразии существующих видов существует маркировка болтов — расшифровка обозначений позволяет уточнить свойства метизов.

Общее представление
Металлические крепежи, изготавливаемые в соответствии с нормами ГОСТ, отличаются по многим параметрам — начиная с диаметра и размера резьбы, и заканчивая классом материала. Информация, необходимая для понимания специфики конкретного изделия, наносится на головку или шляпку. Перед выбором нужно рассчитать прочностные показатели, уточнить химический состав и устойчивость к воздействию отдельных категорий веществ, а также принять во внимание особые требования, связанные с условиями эксплуатации.
По назначению
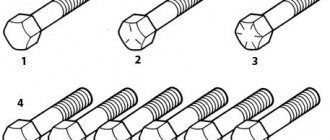
Исходя из назначения, можно выделить следующие типы болтов:
- Лемешный – предназначен для крепления тяжелых подвесных конструкций. Исходя из названия можно понять, что он широко используется в сельском хозяйстве, обычно для крепления лемехов на почвообрабатывающую технику.
- Мебельный – отличается от других видов тем, что резьба нарезается не по всей длине стержня. Обычной целостной остается третья часть. Головка такого крепежа обычно гладкая, что необходимо для того, чтобы болт не выступал над поверхностью мебели. Несмотря на названия, такие элементы применяются и в других сферах, особенно часто в строительстве.
- Дорожный – широко распространённый при монтаже ограждений. Отличается полукруглой головкой, под которой расположен квадратный подголовок. Такая конструкция позволяет прочно фиксировать элементы ограждения к столбам. Применяется во всех сферах, где есть необходимость фиксации тонких листов металла, дерева, пластика и других материалов.
- Машиностроительный – наиболее распространенный тип болтов, который применяется машиностроительстве. Он отличается повышенными прочностными свойствами и устойчивостью к агрессивной внешней среды.
- Путевой – применяется в железнодорожной сфере, чаще всего для соединения отдельных частей рельс. Отличаются тем, что резьба может составлять меньше половины длины стержня.
Понять к какому типу относиться метиз можно исходя из условного обозначения болтов.
Как маркируются болты
Условные обозначения регламентированы государственным стандартом, впервые принятым еще в 1977 году. Последнее обновление нормативных положений датируется 2006 г., однако, как показывает практика, в обращении по-прежнему находится достаточно много креплений старого образца — а это значит, что для полноценной работы требуется навык чтения не только новой, но и предшествовавшей маркировки.
Базовая кодификация метизов предусматривает использование цифровых и буквенных обозначений. Для продукции, выпускаемой отечественными производителями, характерным признаком считается следующий алгоритм: буквы располагаются в верхней части, тогда как цифры на болтах наносятся непосредственно под ними.
Первый ГОСТ, № 22353-77, предусматривает особый порядок расшифровки. Сначала, как правило, идет клеймо изготовителя — у каждого завода имеется собственный опознавательный символ, в качестве которого используются элементы латинского или кириллического алфавита. Числовой ряд, в свою очередь, начинается с показателя сопротивления. После цифровой комбинации также может быть указана маркировка ХЛ, обозначающая, что метиз относится к категории изделий, выдерживающих низкотемпературный режим без потери прочностных характеристик. На моделях с нестандартной резьбой наносится небольшая стрелка, направленная против часового хода.
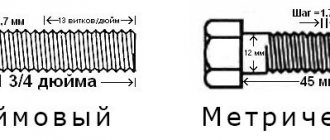
Изменения, содержащиеся в рамках ГОСТ Р 52644, утвержденного в 2006 году, предусматривают указание цифрами параметров крепости болтов — в соответствии с обновленной таблицей норм, — а также климатической сферы эксплуатации, номера партии, прочности и габаритов. Для обозначения последних применяется стандартная метрическая система — так, к примеру, маркер 16х32 означает, что сечение метиза составляет 16, а длина — 32 мм.

Современная маркировка болтов по прочности
Новый ГОСТ мало что поменял как в расположении символов, так и в их смысловой нагрузке. Вверху мы по-прежнему можем увидеть клеймо изготовителя. Следом идет номер плавки.
Внизу обозначен класс прочности метиза согласно новому ГОСТу. Здесь же можно обнаружить букву S, которая говорит, что перед нами высокопрочный болт с головкой в виде шестигранника с увеличенным размером. Обозначение класса сопротивляемости вредному атмосферному влиянию также осталось. Оно идет последним.
Готовые решения для всех направлений
Магазины
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Склады
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Маркировка
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
E-commerce
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Учреждения
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Производство
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
RFID
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
ЕГАИС
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Сертификация для партнеров
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Инвентаризация
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Мобильная автоматизация
Используй современные мобильные инструменты в учете товара и основных средств на вашем предприятии. Полностью откажитесь от учета «на бумаге».
Узнать больше Показать все решения по автоматизации
Чтение маркировки
Порядок расположения числовых и буквенных значений определяется нормами стандарта. Благодаря этому, расшифровка технических спецификаций, используемых при реализации строительных, монтажных и производственных проектов, становится значительно проще. Специалист, разбирающийся в том, что означают цифры на головке болта, без труда сможет понять, о каких конкретно креплениях идет речь и по каким критериям необходимо отбирать материал.
Для наглядности стоит разобрать обозначения крепежа, технические характеристики которого выражены с помощью маркировки следующего вида: A2M12x1,50 LH-4gx60.66. C.097. Важно подчеркнуть, что, в соответствии с заданной последовательностью, первым в обязательном порядке указывается фактическое наименование. Это касается всех маркируемых изделий рассматриваемой категории, так что в нашем случае перед буквенно-числовой комбинацией будет расположено слово «болт».
В остальном принцип чтения будет выглядеть следующим образом:
- Первой по порядку идет буква А, определяющая класс точности метиза. Существующая градация предусматривает деление на три группы (А, В, С), так что в данном примере речь идет о лучшем варианте из возможных.
- Цифра 2 характеризует формат исполнения. Стандарты включают в себя 4 возможных разновидности, при этом первая из них не используется при маркировке.
- Литера М обозначает тип резьбы, нанесенной на стержневую часть крепежа. Есть три разновидности — коническая, трапециевидная и метрическая, о которой и идет речь в этом примере.
- Число 12 — миллиметровый диаметр стержня. Любопытно, что сочетание маркеров М12 свойственно только изделиям А-класса.
- 1,50 — значение, характеризующее резьбовой шаг. При этом в тех случаях, когда комбинация габаритов является типовой, внесение в описание не считается обязательным условием.
- Аналогично предыдущему пункту, отметка LH, свидетельствующая о том, что нанесена левая нарезка, относится к категории особых. Если обработка произведена стандартным образом, обозначение исключается из общего перечня.
- Маркировка 4g на головке болта обозначает, что точность резьбы находится на базовом уровне. Максимально возможный показатель по применяемой шкале — 8.
- Цифра 60 — длина метиза в миллиметровом выражении.
- Число 66 — прочностная характеристика, для разделения которой с предыдущим значением используется точка.
- С — марка стального сплава, выбранного при изготовлении. Конкретно этот маркер применяется при производстве крепежей из «спокойной» стали, тогда как буквой А обозначаются «автоматные» изделия.
- 097 — покрытие элемента. Существует тринадцать возможных вариантов, среди которых девятка — это оцинковка. 7 в данном случае — толщина внешнего слоя в микронах, равная семи мкм.

Обозначение на головке болта, соответствующее единому стандарту — практичный и удобный способ, позволяющий быстро и точно выбрать необходимые изделия. Стоит отметить, что продукция европейских и американских производителей имеет иное описание, в том числе — использующее дюймы в качестве базовой величины, так что для ее прочтения потребуется воспользоваться переводной таблицей.
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
ГОСТ 52644, ГОСТ 22353, DIN 6914, ISO 7412
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
ГОСТ 7798, ГОСТ 7805, DIN 933, DIN 931, ISO 4014, ISO 4017
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.
DIN 912, DIN 6912, ГОСТ 11738, ISO 4762
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
DIN 444, ГОСТ 3033-79
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
DIN 975, DIN 976
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.
Особенности маркирования высокопрочных метизов
Крепежи, относящиеся к классу 8.8 (либо выше), представляют группу прочных элементов, в отношении которых предъявляются особые требования. Это касается и буквенно-числовых обозначений — так, в соответствии с ГОСТ от 2006 г. маркировка на шляпке болтов из углеродистой стали будет выглядеть как W11.14 8.8S ХЛ, где:
- W — клеймо завода-изготовителя.
- 11.14 — номер партии плавки.
- 8.8 — параметр, в котором произведение первой цифры и 100 дает величину предельной нагрузки для резьбы, тогда как второе число обозначает десятикратно увеличенное соотношение пределов текучести и прочности.
- S — соответствие категории высокопрочных креплений с большой шестигранной головкой.
- ХЛ — допустимость эксплуатации при низких температурах.
Таким образом, расшифровка значений, используемых при маркировке, также не представляет особой сложности — даже с учетом различий между старым и новым стандартами.
ИНПО: Техническая библиотека
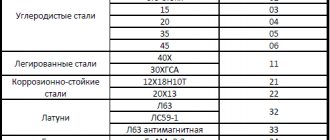
Химический состав нержавеющей стали и соответствие стандартов
К нержавеющим сталям относят группу коррозионностойких сталей с содержанием минимум 10.5 % хрома и низким содержанием углерода. Для примера приведем простую таблицу различных сплавов с железом.
| Чугун | Fe + C > 2% |
| Углеродистая сталь | Fe + C 5% |
| Нержавеющая сталь | Fe + C 10.5% |
Кроме Хрома как “основной нержавеющей составляющей” в составе нержавеющей стали могут присутствовать Никель, Молибден, Титан, Ниобий, Сера, Фосфор и другие легирующие элементы определяющие свойства стали.
Таблица соответствий основных марок нержавеющих сталей и химический состав
Какие обозначения наносятся на нержавеющие болты
А вот в случае с метизами, для изготовления которых применяются аустенитные стали, буквенно-числовой код будет отличаться от предыдущего варианта. Подобные изделия обычно маркируются как А2-50 или А4-60, с возможным добавлением клейма производителя в начале. Буква А и число после нее характеризует конкретную марку сплава, тогда как вторая группа цифр представляет собой значение, равное одной десятой предела прочности, установленного для моделей углеродистого типа. Так, нанесенный на креплениях маркер А4-80 будет свидетельствовать, что они изготовлены из нержавеющего материала с добавлением молибдена, и способны выдержать механическую нагрузку до 800 Мпа, соответствуя по своим характеристикам элементам из углеродной стали категории 8.8.

Характеристики нержавеющих сталей
Аустенитные стали содержат 15-26% хрома и 5-25% никеля, которые увеличивают сопротивление коррозии и практически не магнитны.
Именно аустенитные хромникелевые стали обнаруживают особенно хорошие сочетание обрабатываемости, механических свойств и коррозионной стойкости. Эта группа сталей наиболее широко используется в промышленности и в производстве элементов крепежа: нержавеющих болтов, нержавеющих гаек, нержавеющих шпилек, нержавеющих винтов, а также нержавеющих шайб.
Стали аустенитной группы обозначаются начальной буквой «A» с дополнительным номером, который указывает на химический состав и применяемость в пределах этой группы:
Аустенитная структура
| Группа стали | Номер материала | Краткое обозначение | Номер по AISI |
| А1 | 1.4305 | X 10 CrNiS 18-9 | AISI 303 |
| А2 | 1.4301 / 1.4303 | X 5 CrNi 18-10 / X 4 CrNi 18-12 | AISI 304 / AISI 305 |
| А3 | 1.4541 | X 6 CrNiTi 18-10 | AISI 321 |
| А4 | 1.4401 / 1.4404 | X 5 CrNiMo 18-10 / X 2 CrNiMo 18-10 | AISI 316 / AISI 316 L |
| А5 | 1.4571 | X 6 CrNiMoTi 17-12-2 | AISI 316 TI |
Сталь A2 (AISI 304 = 1.4301 = 08Х18Н10) — нетоксичная, немагнитная, незакаливаемая, устойчивая к коррозии сталь. Легко поддается сварке и не становится при этом хрупкой. Может проявлять магнитные свойства в результате механической обработки (шайбы и некоторые виды шурупов). Это наиболее распространенная группа нержавеющих сталей. Ближайшие аналоги — 08Х18Н10 ГОСТ 5632, AISI 304 и AISI 304L (с пониженным содержанием углерода).
Крепеж и изделия из стали A2 подходят для использования в общестроительных работах (например, при монтаже вентилируемых фасадов, витражных конструкций из алюминия), при изготовлении ограждений, насосной техники, приборостроения из нерж. стали для нефтегазодобывающей, пищевой, химической промышленности, в судостроении. Сохраняет прочностные свойства при нагреве до 425°C, а при низких температурах до -200°C.
Сталь A4 (AISI 316 = 1.4401 = 10Х17Н13М2) — отличается от стали А2 добавлением 2-3% молибдена. Это значительно увеличивает ее способность сопротивляться коррозии и воздействию кислот. Сталь А4 имеет более высокие антимагнитные характеристики и абсолютно не магнитна. Ближайшие аналоги — 10Х17Н13М12 ГОСТ 5632, AISI 316 и AISI 316L (с низким содержанием углерода).
Крепеж и такелажные изделия из стали A4 рекомендуются для использования в судостроении. Крепеж и изделия из стали A4 подходят для использования в кислотах и средах содержащих хлор (например, в бассейнах и соленой воде). Может использоваться при температурах от -60 до 450°С.
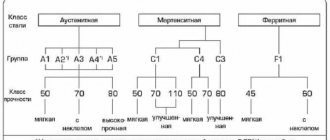
Классы прочности
Все аустенитные стали (от «А1» до «А5») подразделяются на три класса прочности независимо от марки. Наименьшую прочность имеют стали в отожженном состоянии (класс прочности 50).
Поскольку аустенитные стали не упрочняются закалкой, наибольшую прочность они имеют в холоднодеформированном состоянии (классы прочности 70 и 80). Наиболее широко используется крепеж из сталей А2-70 и А4-80.
Современные требования
Обновленные стандарты, определяющие, что означают цифры и буквы в маркировке на шляпке болтов, мало чем отличаются от предыдущей редакции как в плане смысла, так и с точки зрения расположения элементов. Добавление прочностных характеристик, а также иных нюансов, связанных с эксплуатационными свойствами, не рассматривается специалистами в качестве радикального изменения — однако тем, чья профессиональная деятельность плотно связана проектированием и сборкой, важно уметь читать не только старый, но и новый формат.
Маркировочные обозначения
Показатель класса — две цифры, написанные через точку, или последовательно — является одной из наиболее значимых характеристик. Первое число используется для описания 1/100 номинальной величины прочностного предела крепежа, измеряемой в Мпа, второе — демонстрирует соотношение границ текучести и прочности, которое нужно умножить на 10 для получения итогового значения. Это, по сути, и есть максимальная рабочая нагрузка используемого метиза — при расчете соединений применяют коэффициент 0,5-0,6, исключающий превышение допустимой нормы.
Что значат цифры на болтах из нержавеющей стали
Аустенитные изделия маркируются с указанием конкретного типа сплава (А2, А4), а также одной десятой доли от предельного показателя (50, 60, 70), характерного для углеродистых составов.
ПРИЛОЖЕНИЕ 3 (обязательное)
Таблица 9
Пробная нагрузка для гаек с высотой m ≥ 0,8d с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Площадь поперечного сечения оправкиAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||||||
| 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | ||||
| 1,6 | 0,35 | 1,27 | 650 | 750 | 880 | 1120 | 1370 | 330 | 390 | 620 | 470 |
| 2 | 0,4 | 2,07 | 1060 | 1220 | 1430 | 1820 | 2240 | 540 | 640 | 1010 | 770 |
| 2,5 | 0,45 | 3,39 | 1730 | 2000 | 2340 | 2980 | 3660 | 880 | 1050 | 1660 | 1250 |
| 3 | 0,5 | 5,03 | 2570 | 2970 | 3470 | 4430 | 5430 | 1310 | 1560 | 2460 | 1860 |
| 3,5 | 0,6 | 6,78 | 3450 | 3990 | 4670 | 5960 | 7310 | 1760 | 2100 | 3320 | 2500 |
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4300 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 21700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7490 | 8930 | 14100 | 10700 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11300 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 29600 | 34200 | 40000 | 51000 | 62600 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 49200 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 587000 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 59500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 90700 |
| 22 | 2,5 | 303 | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 180000 | 208000 | 243000 | 310000 | 380000 | 91500 | 109000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 409000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 256000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 858000 | 1053000 | 254000 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1305 | 666000 | 770000 | 900000 | 1148000 | 1409000 | 339000 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1016000 | 1296000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 10
Пробные нагрузки для гаек высотой m ≥ 0,8d с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Площадь поперечного сечения оправкиAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1 | 64,5 | 32900 | 38100 | 44500 | 56800 | 69700 | 16800 | 20000 | 31600 | 23900 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 12 | 1,5 | 88,1 | 44900 | 52000 | 60800 | 77500 | 95100 | 22900 | 27300 | 43200 | 32600 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 18 | 2 | 204 | 104000 | 120000 | 141000 | 180000 | 220000 | 53000 | 63200 | 100000 | 75500 |
| 20 | 1,5 | 272 | 138000 | 100000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 100000 |
| 20 | 2 | 258 | 132000 | 152000 | 178000 | 227000 | 279000 | 67100 | 80000 | 126000 | 95500 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 22 | 2 | 318 | 162000 | 188000 | 219000 | 280000 | 343000 | 82700 | 98600 | 156000 | 118000 |
| 24 | 1,5 | 401 | 205000 | 237000 | 277000 | 353000 | 433000 | 104000 | 124000 | 196000 | 148000 |
| 24 | 2 | 384 | 196000 | 327000 | 265000 | 338000 | 415000 | 99800 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 448000 | 524000 | 669000 | 821000 | 198000 | 236000 | 372000 | 281000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 524000 | 607000 | 709000 | 905000 | 1105000 | 266000 | 317000 | 501000 | 379000 |
| 42 | 3 | 1205 | 615000 | 711000 | 831000 | 1060000 | 1301000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1397 | 712000 | 824000 | 964000 | 1229000 | 1509000 | 363000 | 433000 | 685000 | 517000 |
| 48 | 3 | 1603 | 818000 | 946000 | 1122000 | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
Маркировка гаек
В случае с элементами данной категории применяется аналогичный принцип обозначения, однако, ввиду ограниченности свободного места, информация располагается на боковой стороне, и подается в сокращенном формате. Для полного прочтения понадобится заводская упаковка и сопроводительная спецификация.

Порядок маркирования остается неизменным — наименование, уровень точности, тип резьбы, диаметр, шаг и направление (при нестандартной нарезке), прочностная характеристика и толщина покрытия в микронах. При этом в конце описания проставляется ГОСТ, которому соответствует технология изготовления конкретной модели, из-за чего не все указанные пункты в обязательном порядке включаются в обозначение.
МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида болтов, винтов, шпилек и гаек должен производиться без применения увеличительных приборов.
Допускается в спорных случаях использовать лупу с увеличением 2,5 — 3х.
4.2. Контроль дефектов поверхности болтов, винтов и шпилек — по ГОСТ 1759.2.
4.3. Контроль дефектов поверхности гаек — по ГОСТ 1759.3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек — по ГОСТ 1759.1.
4.5. Притупление углов квадратного подголовка должно проверяться в контрольной матрице с квадратным отверстием, выполненным по 1-му ряду ГОСТ 16030. Под головкой болта должна устанавливаться плоская шайба с отверстием диаметром большим диаметра описанной окружности подголовка и толщиной 0,5 высоты подголовка.
Проворачивание подголовка в отверстии контрольной втулки или шаблона не допускается.
4.6. Шероховатость поверхностей болтов, винтов, шпилек и гаек должна проверяться путем сравнения с образцами шероховатости по ГОСТ 9378.
Допускается осуществлять контроль шероховатости поверхности при помощи измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки и шероховатость торца стержней кроме установочных винтов не контролируется.
4.7. Шероховатость резьбы болтов, винтов и шпилек должна проверяться на боковых поверхностях профиля.
Шероховатость резьб, полученных накаткой, и шероховатость резьбы гаек не контролируется и должна обеспечиваться технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий — по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.4.
4.10. Испытания болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также из цветных сплавов должны проводиться по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4.
Таблица 6
| Механические характеристики | Вид испытаний | Группы материалов | ||||
| 21 | 22, 23, 24, 25, 26 | 31, 35 | 34 | 32, 33 | ||
| Временное сопротивление | Испытание на растяжение | ´ | ´ | ´ | ´ | ´ |
| 0 | 0 | 0 | 0 | 0 | ||
| Предел текучести | Испытание на растяжение | ´ | ´ | ´ | — | — |
| Относительное удлинение | Испытание на растяжение | ´ | ´ | ´ | ´ | ´ |
| Твердость по Бринеллю | Измерение твердости | ´ | ||||
| 0 | ||||||
| Ударная вязкость | Испытание ударной вязкости | ´ | ||||
0 — для болтов, винтов и шпилек с резьбой d
£ М 5 или длиной > 3
d
;
´ — для болтов, винтов и шпилек с резьбой d
> М 5 и длиной ³ 3
d.
Разрушающие нагрузки приведены в приложении , пробные нагрузки — в приложении .
Другие испытания болтов, винтов и шпилек проводятся по соглашению между изготовителем и потребителем.
(Измененная редакция, Изм. № 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.5.
4.12. Испытания гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также гаек из цветных сплавов пробной нагрузкой должны проводиться по требованию потребителя по методике ГОСТ 1759.5.
Пробные нагрузки приведены в приложении .
4.13. При изготовлении болтов, винтов и шпилек резанием, без последующей термообработки, допускается проводить испытание механических свойств на исходном металле или изготовленных из него образцах.
Готовые решения для всех направлений
Магазины
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Склады
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Маркировка
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
E-commerce
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Учреждения
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Производство
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
RFID
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
ЕГАИС
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Сертификация для партнеров
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Инвентаризация
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Мобильная автоматизация
Используй современные мобильные инструменты в учете товара и основных средств на вашем предприятии. Полностью откажитесь от учета «на бумаге».
Узнать больше Показать все решения по автоматизации
Классы прочности резьбовых крепежных изделий
Согласно типовой классификации, для гаек выделяют семь категорий (4, 5, 6, 8, 9, 10, 12), которые, как и в случае с метизами, обозначают 1/100 от общего предельного значения, определяемого при расчете давления на конструкцию. При этом существуют и различия — в частности, указанные категории применимы только в отношении деталей со стандартным и завышенным профилем, тогда как на борта низких моделей наносятся обозначения 04 и 05, указывающие, что данный вариант не подходит для эксплуатации в условиях повышенной нагрузки.
ПРИЛОЖЕНИЕ 2 (обязательное)
Таблица 7
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Минимальная разрушающая нагрузка, H, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 31 | 32; 33 | 34 | 35 | |||
| 4 | 0,7 | 8,78 | 4470 | 5170 | 6050 | 7720 | 9470 | 2280 | 2720 | 4290 | 3240 |
| 5 | 0,8 | 14,2 | 7240 | 8380 | 9800 | 12500 | 15300 | 3690 | 4400 | 6960 | 5250 |
| 6 | 1 | 20,1 | 10300 | 11900 | 13900 | 17700 | 21700 | 5230 | 6230 | 9850 | 7440 |
| 7 | 1 | 28,9 | 14700 | 17000 | 19900 | 25300 | 31100 | 7500 | 8900 | 14100 | 10660 |
| 8 | 1,25 | 36,6 | 18700 | 21600 | 25300 | 32200 | 39500 | 9520 | 11З00 | 17900 | 13500 |
| 10 | 1,5 | 58,0 | 30100 | 34800 | 40700 | 51900 | 63700 | 15100 | 18000 | 28400 | 21500 |
| 12 | 1,75 | 84,3 | 42900 | 49700 | 58100 | 74100 | 90900 | 21900 | 26100 | 41300 | 31200 |
| 14 | 2 | 115 | 58700 | 67900 | 79400 | 101000 | 124000 | 29900 | 35700 | 56400 | 42600 |
| 16 | 2 | 157 | 80100 | 92600 | 108000 | 138000 | 170000 | 40800 | 48700 | 76900 | 58100 |
| 18 | 2,5 | 192 | 97900 | 113000 | 132000 | 169000 | 207000 | 49900 | 52500 | 94100 | 71000 |
| 20 | 2,5 | 245 | 125000 | 145000 | 169000 | 216000 | 265000 | 63700 | 76000 | 120000 | 90700 |
| 22 | 2,5 | З0З | 155000 | 179000 | 209000 | 267000 | 327000 | 78800 | 93900 | 148000 | 112000 |
| 24 | 3 | 353 | 176000 | 208000 | 243000 | 310000 | 380000 | 91500 | 109000 | 172000 | 130000 |
| 27 | 3 | 459 | 234000 | 271000 | 317000 | 404000 | 496000 | 119000 | 142000 | 225000 | 170000 |
| 30 | 3,5 | 561 | 286000 | 330000 | 386000 | 493000 | 605000 | 146000 | 174000 | 274000 | 207000 |
| 33 | 3,5 | 694 | 353000 | 410000 | 478000 | 610000 | 748000 | 180000 | 215000 | 340000 | 256000 |
| 36 | 4 | 817 | 416000 | 480000 | 563000 | 718000 | 881000 | 212000 | 253000 | 400000 | 302000 |
| 39 | 4 | 976 | 497000 | 575000 | 673000 | 860000 | 1053000 | 253500 | 302000 | 478000 | 361000 |
| 42 | 4,5 | 1120 | 571000 | 661000 | 773000 | 986000 | 1210000 | 291000 | 347000 | 549000 | 414000 |
| 45 | 4,5 | 1306 | 666000 | 770000 | 901000 | 1150000 | 1410000 | 339600 | 405000 | 640000 | 483000 |
| 48 | 5 | 1472 | 751000 | 868000 | 1020000 | 1300000 | 1590000 | 383000 | 456000 | 721000 | 545000 |
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь сечения As, мм² | Минимальная разрушающая нагрузка, H, для условных обозначений групп | ||||||||
| 21 | 22 | 23 | 24; 25 | 26 | 32; 33 | 34 | 35 | ||||
| 8 | 1 | 39,2 | 19900 | 23100 | 27000 | 34400 | 42200 | 10200 | 12100 | 19200 | 14500 |
| 10 | 1,25 | 61,2 | 31200 | 36100 | 42200 | 53900 | 66100 | 15900 | 19000 | 30000 | 22600 |
| 12 | 1,25 | 92,1 | 46900 | 54300 | 63500 | 81000 | 99400 | 23900 | 28500 | 45100 | 34000 |
| 14 | 1,5 | 125 | 63200 | 73200 | 85600 | 109000 | 134000 | 32200 | 38400 | 60800 | 45900 |
| 16 | 1,5 | 167 | 85200 | 98500 | 115000 | 147000 | 180000 | 43400 | 51800 | 81800 | 61800 |
| 18 | 1,5 | 216 | 110000 | 127000 | 149000 | 190000 | 233000 | 56200 | 67000 | 106000 | 79900 |
| 20 | 1,5 | 272 | 138000 | 160000 | 187000 | 238000 | 293000 | 70500 | 84000 | 133000 | 100000 |
| 22 | 1,5 | 333 | 170000 | 196000 | 230000 | 293000 | 360000 | 86600 | 103000 | 163000 | 123000 |
| 24 | 2 | 384 | 196000 | 227000 | 265000 | 338000 | 415000 | 998000 | 119000 | 188000 | 142000 |
| 27 | 2 | 496 | 252000 | 292000 | 342000 | 436000 | 535000 | 129000 | 153000 | 243000 | 183000 |
| 30 | 2 | 621 | 317000 | 366000 | 428000 | 546000 | 671000 | 161000 | 193000 | 304000 | 230000 |
| 33 | 2 | 761 | 388000 | 449000 | 525000 | 670000 | 822000 | 198000 | 236000 | 373000 | 282000 |
| 36 | 3 | 865 | 441000 | 510000 | 596000 | 760000 | 933000 | 225000 | 268000 | 423000 | 320000 |
| 39 | 3 | 1030 | 525000 | 608000 | 711000 | 906000 | 1112000 | 268000 | 319000 | 505000 | 381000 |
| 42 | 3 | 1205 | 615000 | 711000 | 830000 | 1060000 | 1300000 | 313000 | 374000 | 590000 | 446000 |
| 45 | 3 | 1400 | 714000 | 826000 | 966000 | 1232000 | 1512000 | 364000 | 434000 | 686000 | 518000 |
| 48 | 3 | 1603 | 818000 | 946000 | 111000* | 1411000 | 1731000 | 417000 | 497000 | 785000 | 593000 |
* Соответствует оригиналу.
Значимость правильного выбора крепежа
Продукция, предлагаемая современными производителями, отличается между собой с точки зрения технических и функциональных характеристик. Болты, шпильки, винты, гайки — для решения каждой конкретной задачи требуется соответствующая комплектация. Основные показатели зависят от марки стали, использованной для изготовления — при подборе подходящего варианта стоит уделить особое внимание параметрам, которые обеспечивает тот или иной сплав, а также условиям и при предельной нагрузке, способной возникнуть в процессе применения креплений.

ПРИЛОЖЕНИЕ 4 (обязательное)
Таблица 11
Пробные нагрузки для болтов, винтов и шпилек с крупным шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||
| 21 | 22 | 23; 24 | 25 | 26 | |||
| 4 | 0,70 | 8,78 | 1540 | 2720 | 4260 | 5790 | 6590 |
| 5 | 0,80 | 14,20 | 2490 | 4400 | 6890 | 9370 | 10700 |
| 6 | 1,00 | 20,10 | 3520 | 6230 | 9760 | 13300 | 15100 |
| 7 | 1,00 | 28,90 | 5068 | 8960 | 14000 | 19100 | 21700 |
| 8 | 1,25 | 36,60 | 6410 | 11300 | 17800 | 24200 | 27500 |
| 10 | 1,50 | 58,00 | 10200 | 18000 | 28100 | 38300 | 43500 |
| 12 | 1,75 | 84,30 | 14800 | 26100 | 40900 | 55600 | 63200 |
| 14 | 2,00 | 115,00 | 20100 | 35700 | 55800 | 75900 | 86300 |
| 16 | 2,00 | 157,00 | 27500 | 48700 | 76100 | 104000 | 118000 |
| 18 | 2,50 | 192,00 | 33600 | 59500 | 93100 | 127000 | 144000 |
| 20 | 2,50 | 245,00 | 42900 | 76000 | 119000 | 162000 | 184000 |
| 22 | 2,50 | 303,00 | 53000 | 93900 | 147000 | 200000 | 227000 |
| 24 | 3,00 | 353,00 | 61800 | 109000 | 171000 | 233000 | 265000 |
| 27 | 3,00 | 459,00 | 80300 | 142000 | 223000 | 303000 | 344000 |
| 30 | 3,50 | 561,00 | 98000 | 174000 | 272000 | 370000 | 421000 |
| 33 | 3,50 | 694,00 | 121000 | 215000 | 337000 | 458000 | 521000 |
| 36 | 4,00 | 817,00 | 143000 | 253000 | 396000 | 539000 | 613000 |
| 39 | 4,00 | 976,00 | 171000 | 303000 | 473000 | 644000 | 732000 |
| 42 | 4,50 | 1120,00 | 196000 | 347000 | 540000 | 739000 | 840000 |
| 45 | 4,50 | 1306,00 | 229000 | 405000 | 633000 | 862000 | 980000 |
| 48 | 5,00 | 1472,00 | 258000 | 456000 | 714000 | 972000 | 1104000 |
Таблица 12
Пробные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
| Номинальный диаметр резьбы d, мм | Шаг резьбы P, мм | Номинальная площадь поперечного сеченияAs, мм² | Пробная нагрузка, H, для условных обозначений групп | ||||
| 21 | 22 | 23; 24 | 25 | 26 | |||
| 8 | 1,00 | 39,2 | 6840 | 12200 | 19000 | 25800 | 29400 |
| 10 | 1,25 | 61,2 | 10700 | 19000 | 29700 | 40400 | 45900 |
| 12 | 1,25 | 92,1 | 16100 | 28600 | 44700 | 60800 | 69000 |
| 14 | 1,50 | 125,0 | 21900 | 38800 | 60600 | 82500 | 93800 |
| 16 | 1,50 | 167,0 | 29200 | 51800 | 81000 | 110000 | 125000 |
| 18 | 1,50 | 216,0 | 37800 | 67000 | 105000 | 143000 | 162000 |
| 20 | 1,50 | 272,0 | 47600 | 84000 | 132000 | 179000 | 204000 |
| 22 | 1,50 | 333,0 | 58300 | 103000 | 162000 | 220000 | 250000 |
| 24 | 2,00 | 384,0 | 67200 | 119000 | 186000 | 253000 | 288000 |
| 27 | 2,00 | 496,0 | 86800 | 154000 | 241000 | 327000 | 372000 |
| 30 | 2,00 | 621,0 | 109000 | 193000 | 301000 | 410000 | 466000 |
| 33 | 2,00 | 761,0 | 133000 | 236000 | 369000 | 502000 | 571000 |
| 36 | 3,00 | 865,0 | 151000 | 268000 | 419000 | 571000 | 649000 |
| 39 | 3,00 | 1030,0 | 180000 | 319000 | 500000 | 680000 | 773000 |
| 42 | 3,00 | 1205,0 | 211000 | 374000 | 584000 | 795000 | 904000 |
| 45 | 3,00 | 1400,0 | 245000 | 434000 | 679000 | 924000 | 1050000 |
| 48 | 3,00 | 1603,0 | 281000 | 497000 | 777000 | 1058000 | 1202000 |
Нюансы, связанные с маркировкой
Общепринятые нормы, на которых основываются государственные стандарты, соответствуют системе, разработанной Международной организацией по стандартизации. Помимо уже рассмотренных особенностей и требований, существует еще несколько правил, которые должны учитываться изготовителями крепежных элементов:
- Болты и винты, имеющие в диаметре более 6 мм, маркируются в обязательном порядке, тогда как для изделий с меньшим сечением процедура носит добровольный характер.
- Буквенно-числовое обозначение не наносится на метизы с крестообразным или прямым шлицем, а также на крепежи, изготовленные без применения штамповки, тогда как шестигранники с любой формой головки должны обозначаться во всех случаях.
- Для маркирования используется торец или боковая часть шляпки, при этом во втором варианте применяется метод нанесения углубленных знаков. В отношении выпуклых элементов применяются ограничения, напрямую связанные с диаметром резьбы — максимально допустимое значение составляет 0,3 мм.

Геометрия различных типов резьбового крепежа регламентируется отдельными стандартами, требующими строгого соблюдения.
Как подготовить высокопрочные болты, гайки и шайбы к эксплуатации
Из практического опыта, можно сказать, что на стройках никто никогда не готовит эти крепежные элементы к использованию. Болты на объект, обычно, привозят в заводской смазке и их сразу пускают в дело. Однако, это – неправильно и мастера старой школы знают несколько хитростей, как готовить высокопрочные крепежные элементы к работе.
Старые забытые секреты подготовки высокопрочных болтов к использованию
Эти крепежные элементы, перед применением нужно прокипятить в воде с бытовым стиральным порошком или моющим раствором. Это делается для того чтоб удалить заводское масло, окалину, грязь произвести визуальный осмотр болтов на наличие трещин, произвести прогонку отбракованных болтов и гаек. Перед установкой в конструкцию, нужно смазать резьбовую часть маслом. Иногда, рекомендуют после кипячения окунуть болты в смесь бензина с маслом.
Высокопрочный болт устанавливается с двумя шайбами одна со стороный болта, вторая со стороны гайки.
Плюсы и минусы соединения по резьбе
К числу преимуществ, обуславливающих востребованность в быту и промышленности изделий с нанесенной резьбой, относят:
- Универсальность и надежность.
- Прочностные характеристики.
- Устойчивость к осевым и поперечным нагрузкам.
- Простоту монтажа и разбора.
- Доступную стоимость организации работ.
Из недостатков можно отметить разве что повышенное напряжение на участке профиля впадины, обуславливающее необходимость грамотного выбора методики нанесения маркировки. Соответствие нагрузок сокращает риск произвольного откручивания или разрыва.
Виды резьбового крепления
Рассматриваемый принцип соединения элементов основан на использовании как минимум двух деталей, на первую из которых нанесена внешняя, а на вторую — внутренняя резьба. При этом выделяют следующие типы конфигураций:
- Болтовая — формирование сквозных отверстий с последующей вставкой стержня, затягиваемого с обратной стороны.
- Винтовая — в этом случае в качестве фиксатора выступает само основание, каналы в котором подготавливаются заранее, или — при использовании саморезов — формируются в процессе интеграции.
- С помощью шпилек — один из концов вворачивается в узловую деталь, а на второй специальным образом накручивается соответствующая гайка.