Размеры
В соответствии с ANSI B1.1 для обозначения вариантов резьбы UNC используется номинальный диаметр. Однако, более точно параметры соединений отражают значения наружного и внутреннего диаметров. Частота витков связана обратной зависимостью с шагом и диаметром.
Номинальный диаметр для резьбы UNC составляет до 4‘’. Наружный и внутренний диаметры равны от 1,854 и 1,5 до 101,6 и 96,5 мм. Частота витков составляет от 64 до 4 на дюйм при шаге от 0,397 до 6,35 мм. Весь перечень вариантов указан в таблице стандарта.
Дюймовая резьба – правила обозначения, некоторые термины
Дюймовый крепеж уже давно не новость в нашей стране. Он широко применяется и в строительстве, и в промышленности, и в быту (например, в персональных компьютерах).
Правила обозначения дюймового крепежа
Рассмотрим их на конкретном примере — болт с шестигранной головкой 1/2” – 13UNC x 1 3/4”
| Диаметр резьбы | Шаг резьбы | Длина болта |
| 1/2” — размер в дюймах (полдюйма) Напоминаем: 1 дюйм = 2,54 см | 13 – в изделиях с дюймовой резьбой эта цифра подразумевает количество витков на дюйм | 1 3/4” — длина в дюймах |
Важный момент: Размер (диаметр) резьбы (мелкая или крупная) задается числом и/или частями дюйма, за исключением диаметров трубной резьбы меньших 1/4 дюйма (за унифицированными диаметрами до 1/4” закреплены номера от №0 до №12).
| Наружный диаметр, размер в дюймах и миллиметрах. | Шаг резьбы | Диаметр сверла | ||
UNC | UNF | UNC | UNF | |
| United coarse – резьба c крупным шагом | United fine – резьба с мелким шагом | gauge (калибр) / размер в дюймах» / размер в миллиметрах | gauge (калибр) / размер в дюймах» / размер в миллиметрах | |
| №0 0.0600” / 1,524мм | 64 | 80 | 3/64″ | |
| №1 0.0730” / 1,8542мм | 64 | 72 | #53 0.0595” / 1,511мм | #53 0.0595” / 1,511мм |
| №2 0.0860” / 2,1844мм | 56 | 64 | #50 0.070” / 1,778мм | #50 0.070” / 1,778мм |
| №3 0.0990”/ 2,5146мм | 48 | 56 | #47 0.0785” / 1,994мм | #45 0.082” / 2,083мм |
| №4 0.1120” / 2,8448мм | 40 | 48 | #43 0.089” / 2,261мм | #42 0.0935” / 2,375мм |
| №5 0.1250” / 3,1750мм | 40 | 44 | #38 0.1015” / 2,578мм | #37 0.104” / 2,642мм |
| №6 0.1380” / 3,5052мм | 32 | 40 | #36 0.1065” / 2,705мм | #33 0.113” / 2,870мм |
| №8 0.1640” / 4,1656мм | 32 | 36 | #29 0.136” / 3,454мм | #29 0.136” / 3,454мм |
| №10 0.1900” / 4,8260мм | 24 | 32 | #25 0.1495” / 3,797мм | #21 0.159” / 4,039мм |
| №12 0.2160” / 5,4864мм | 24 | 28 | #16 0.177” / 4,496мм | #14 0.182” / 4,623мм |
| 1/4” / 6,3500мм | 20 | 28 | #7 0.201” / 5,105мм | #3 0.213” / 5,410мм |
| 5/16” / 7,9375мм | 18 | 24 | F 0.257” / 6,528мм | I 0.272” / 6,909мм |
| 3/8” / 9,5250мм | 16 | 24 | 5/16” | Q 0.332” / 8,433мм |
| 7/16” / 11,1125мм | 14 | 20 | U 0.368” / 9,347мм | 25/64” |
| 1/2” / 12,700мм | 13 | 20 | 27/64” | 29/64” |
| 9/16” / 14,2875мм | 12 | 18 | 31/64” | 33/64” |
| 5/8” / 15,8750мм | 11 | 18 | 17/32” | 37/64” |
| 3/4” / 19,0500мм | 10 | 16 | 21/32” | 11/16” |
| 7/8” / 22,2250мм | 9 | 14 | 49/64” | 13/16” |
| 1” / 25,4000мм | 8 | 12 | 7/8” | 59/64” |
Сразу отметим, что американская цилиндрическая дюймовая резьба отличается от метрической, и использовать крепежные изделия с одним типом резьбы взамен другого типа резьбы просто не получится. Если крепление подразумевает винтовое соединение, то к отверстиям с дюймовой резьбой необходимо подбирать такие же винты, а болты того или другого типа резьбы должны комплектоваться гайками такого же типа.
Например, болту с шестигранной головкой 1/2” – 13UNC x 1 3/4” в метрической системе близок по параметрам болт М12, однако, как вы можете увидеть на рисунках, друг друга они не замещают.
Диаметры отверстий и стержней под нарезание дюймовой резьбы американского стандарта.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Резьба UNC и резьба UNF. Диаметр под резьбу UNC, UNF.
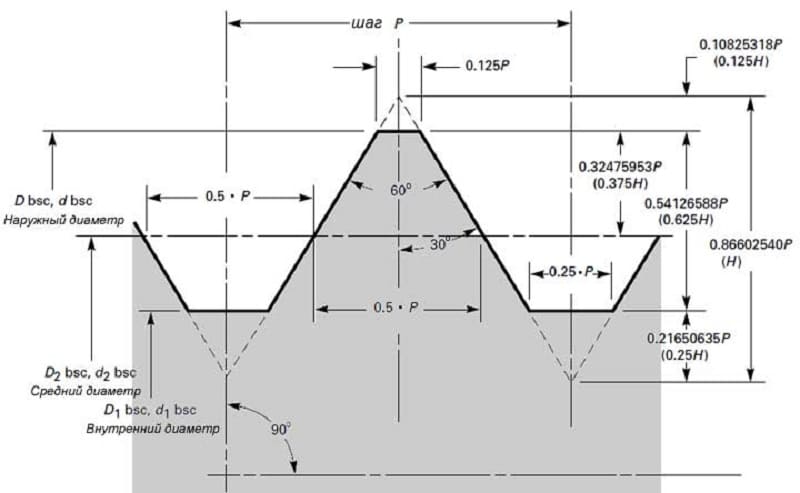
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC – крупная резьба
UNF – мелкая резьба
Ниже представлены таблицы с подробными размерами резьбы и диаметром под нарезаемую резьбу.
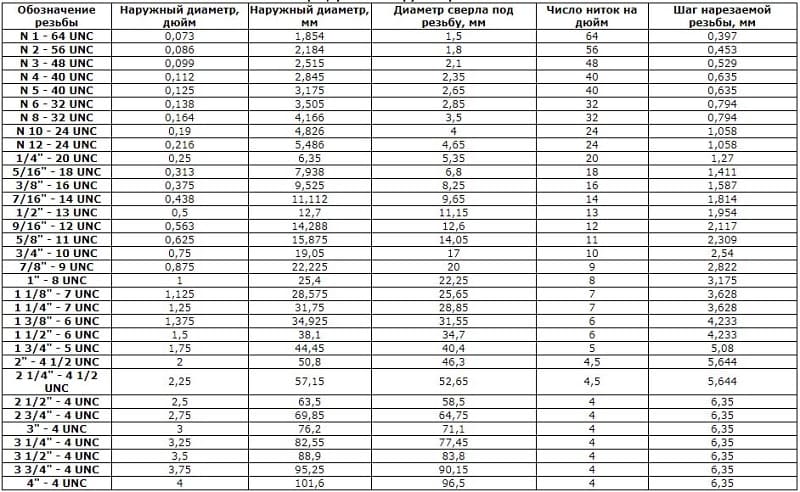
Унифицированная крупная резьба UNC
| 1,854 | 1,5 | 64 | 0,397 | ||
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
Унифицированная мелкая резьба UNF
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Технология нарезания
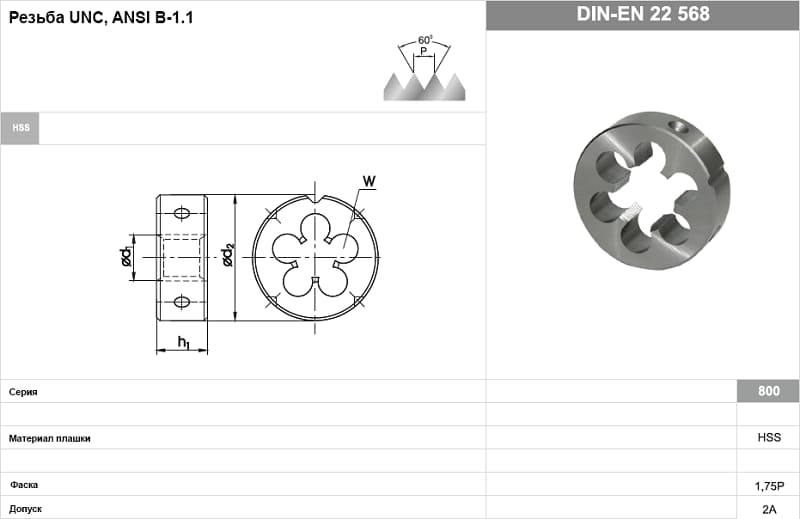
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Метчик представлен закаленным винтом с кромками, сформированными несколькими канавками винтовой либо продольной прямой конфигурации.
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Плашка представлена закаленной гайкой с сформированными стружечными канавками режущими гранями. Данные инструменты классифицируют на лерки (круглые), клупповые (раздвижные), специализированные для труб.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
Международный стандарт резьб.
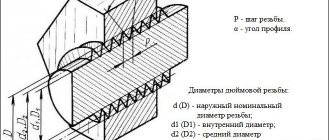
Резьба на современных крепежных элементах имеет следующие основные параметры:
— шаг расстояние между двумя соседними витками резьбы. Шаг резьбы измеряется либо в миллиметрах как расстояние (прямой способ измерения), либо как количество витков резьбы на единицу длины крепежного элемента (косвенный способ измерения). В нашей стране принято измерять шаг резьбы прямым способом. При монтаже быстрее вкручиваются крепежные элементы, имеющие больший шаг резьбы (т.е. меньшее количество витков резьбы на единицу длины).
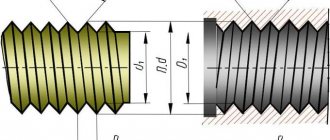
— внешний диаметр диаметр крепежного элемента с учетом выступающей части витков резьбы.
— внутренний диаметр диаметр крепежного элемента в углублениях между витками резьбы.
— угол вершины угол на вершине витков резьбы. Если рассматривать крепежные элементы, врезающиеся при монтаже резьбой в основание, то чем острее угол резьбы, тем меньшее сопротивление вкручиванию оказывает материал основания.
По типу резьба на крепежных элементах может быть внутренней (на гайках, соединительных муфтах, гильзах анкеров и т.п.) и внешней (на шурупах, саморезах, болтах и т.д.)
По виду резьба бывает метрической и неметрической. Часто вместо последнего термина используют термин «дюймовая»,
противопоставляя метрическую и дюймовую системы измерения длин. Тем не менее, параметры как неметрической, так и метрической резьбы могут быть выражены в любой из вышеупомянутых систем измерения. Для этого существуют специальные таблицы перевода параметров крепежных элементов из одной системы в другую.
Необходимость использования таких таблиц возникла в ходе интенсификации международной торговли, т.к. на разных географических рынках используются разные системы измерения длин: например, в США и Великобритании к крепежным элементам применяются обозначения параметров в дюймах, в континентальной Европе в миллиметрах. Так, для обозначения диаметра крепежных элементов в странах с дюймовой системой измерения длин используются так называемые «калибры» или «размеры»:
Калибр ( номер , размер ), обозначающий диаметр крепежного элемента в дюймовой системе измерения
| Калибр аналогичный дюймовому размеру . Диаметр крепежного элемента в метрической системе мер ( мм ) | |
| #5 | 2.9 |
| #6 | 3.5 |
| #7 | 3.9 |
| #8 | 4.2 |
| #9 | 4.8 |
| #10 | 5.0 |
| #12 | 5.5 |
| #14 | 6.3 |
Наиболее распространенными сегодня подвидами резьбы являются:
1. Резьба с широким шагом.
2. Разреженная резьба.
3. Резьба с мелким шагом.
4. Метрическая резьба.
5. Двухзаходная (переменная) резьба состоит из чередующихся высоких и низких витков. Фактически это две резьбы с одинаковым шагом, одна из которых нанесена посередине между витками другой. Разница в высоте между высокой и низкой резьбой обычно составляет от 40 до 50% от высоты высокой резьбы.
6. Ударная (зонтичная) резьба состоит из толстых покатых витков с тупым углом вершины.
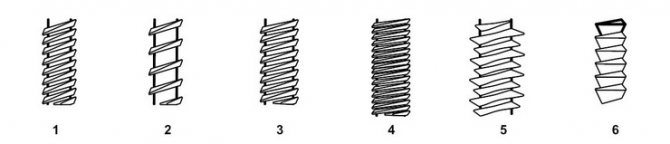
Каждый вид резьбы имеет свое функциональное предназначение. Пригодность резьбового крепежного элемента для использования в том или ином материале основания определяется в первую очередь видом резьбы. Чем плотнее материал основания, тем меньший шаг резьбы необходим для качественного закрепления. Так, шурупы по дереву имеют резьбу с широким шагом, а саморезы по металлу резьбу с мелким шагом либо метрическую. Там, где закрепляемый элемент монтируется в ПВХ и подвержен опасности выдергивания, используются крепежные элементы с двухзаходной резьбой. Двухзаходня резьба также используется, если необходимо достичь прочного закрепления в разнородных материалах закрепляемого элемента и основания. Разреженная резьба предназначена для закрепления в мягкие или пористые материалы (например, мягкие породы дерева). Ударная резьба используется в резьбовых крепежных элементах, монтаж которых осуществляется более быстрым по сравнению со вкручиванием ударным способом. Демонтаж крепежных элементов с ударной резьбой осуществляется традиционным методом выкручивания.
UNF/UTS — дюймовая резьба нашедшая широкое распространенние в США И Канаде.
Профиль резьбы UN/UNF: угол при вершине 60°, теоретическая высота профиля H=0,866025P.
Угол при вершине и высота профиля полностью соответствует метрическим резьбам, однако все размеры основаны на дюймовой системе измерения и указываются в долях дюйма.
Резьбы UNC Thread ANSI B1.1
UNC (Unified Coarse Thread) — Унифицированная крупная резьба.
Старое обозначение резьбы NC. Резьбы UNC и NC взаимозаменяемы.
| Типоразмер | Наружный диаметр | Наружный диаметр | Диаметр сверления | Число витков на | Шаг |
| дюйм | mm | mm | дюйм | mm | |
| N 1 — 64 UNC | 0,073 | 1,854 | 1,5 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
Резьбы UNF ANSI B1.1
UNF (Unified National Fine Thread) — Унифицированная мелкая резьба.
| Типоразмер | Наружный диаметр | Наружный диаметр | Диаметр сверления | Число витков на | Шаг |
| дюйм | mm | mm | дюйм | mm | |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12 UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Буквенное обозначение основных международных стандартов резьбы
| Буквенное обозначение | Страна | Угол вершины профиля, ° | Описание (расшифровка буквенного обозначения) |
| ISO | 60° | International Organization for Standardization | |
| NC | USA | 60° | National Coarse |
| UNC | USA | 60° | Unified National Coarse |
| NF | USA | 60° | National Fine |
| UNF | USA | 60° | Unified National Fine |
| UNEF | USA | 60° | Unified National Extra Fine |
| UN | USA | 60° | Unified National 8-12- and 16 pitch series |
| UNS | USA | 60° | Special Threads of American National Form |
| NPT | USA | 60° | National Taper Pipe 1:16 |
| NPTF | USA | 60° | National Taper Pipe Dryseal 1:16 |
| NPS | USA | 60° | National Standard Straight Pipe |
| NPSM | USA | 60° | National Standard Straight Pipe for free fitting mechanical |
| NPSF | USA | 60° | National Standard Internal Straight Pipe Dryseal |
| BSW | GB | 55° | British Standard With worth Coarse |
| BSF | GB | 55° | British Standard Fine |
| BSP | GB | 55° | British Strandard Pipe |
| BSPT | GB | 55° | British Standard Pipe Taper |
| BA | GB | 47° | British Standard Association |
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.