МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| Основные нормы взаимозаменяемости РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ МНОГОЗАХОДНАЯ Basic norms of interchangeability. Trapezoidal multystart screw thread | ГОСТ 24739-81 |
Дата введения 01.01.82
Настоящий стандарт распространяется на трапецеидальную многозаходную резьбу и устанавливает номинальные диаметры, шаги, ходы и допуски.
ОСНОВНЫЕ РАЗМЕРЫ
3.1. Номинальный диаметр, ход, шаг и число заходов резьбы должны соответствовать указанным в табл. .
Таблица 1
Размеры в мм
| Номинальный диаметр резьбы d | Шаг Р | Число заходов п | |||||
| 2 | 3 | 4 | 6 | 8 | |||
| Ряд 1 | Ряд 2 | Ход резьбы Р h | |||||
| 10 | 1,5 | 3 | 4,5 | 6* | 9* | 12* | |
| 2 | 4 | 6* | 8* | 12* | 16* | ||
| 12 | 2 | 4 | 6 | 8* | 12* | 16* | |
| 3 | 6* | 9* | 12* | 18* | — | ||
| 16 | 2 | 4 | 6 | 8 | 12* | 16* | |
| 4 | 8* | 12* | 16* | 24* | — | ||
| 20 | 2 | 4 | 6 | 8 | 12* | 16* | |
| 4 | 8 | 12* | 16* | 24* | 32* | ||
| 24 | (2) | 4 | 6 | 8 | 12 | 16* | |
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| 5 | 10 | 15* | 20* | 30* | — | ||
| 8 | 16* | 24* | 32* | — | — | ||
| (2) | 4 | 6 | 8 | 12 | 16* | ||
| 3 | 6 | 9 | 12 | 18* | 24* | ||
| 28 | 5 | 10 | 15* | 20* | 30* | 40* | |
| 8 | 16* | 24* | 32* | — | — | ||
| 32 | 3 | 6 | 9 | 12 | 18* | 24* | |
| 6 | 12 | 18 | 24* | 36* | 48* | ||
| 10 | 20* | 30* | 40* | — | — | ||
| 3 | 6 | 9 | 12 | 18 | 24* | ||
| 36 | 6 | 12 | 18 | 24* | 36* | 48* | |
| 10 | 20* | 30* | 40* | — | — | ||
| 40 | 3 | 6 | 9 | 12 | 18 | 24* | |
| (6) | 12 | 18 | 24* | 36* | 48* | ||
| 7 | 14 | 21* | 28* | 42* | 56* | ||
| 10 | 20* | 30* | 40* | 60* | — | ||
| 44 | 3 | 6 | 9 | 12 | 18 | 24* | |
| 7 | 14 | 21 | 28* | 42* | 56* | ||
| (8) | 16 | 24* | 32* | 48* | 64* | ||
| 12 | 24* | 36* | 48* | — | — | ||
| 48 | 3 | 6 | 9 | 12 | 18 | 24 | |
| 8 | 16 | 24 | 32* | 48* | 64* | ||
| 12 | 24* | 36* | 48* | 72* | — | ||
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| 50 | 8 | 16 | 24 | 32* | 48* | 64* | |
| 12 | 24* | 36* | 48* | 72* | — | ||
| 52 | 3 | 6 | 9 | 12 | 18 | 24 | |
| 8 | 16 | 24 | 32* | 48* | 64* | ||
| 12 | 24 | 36* | 48* | 72* | — | ||
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| (8) | 16 | 24 | 32* | 48* | 64* | ||
| 55 | 9 | 18 | 27 | 36* | 54* | 72* | |
| (12) | 24 | 36* | 48* | 72* | — | ||
| 14 | 28* | 42* | 56* | 84* | — | ||
| 60 | 3 | 6 | 9 | 12 | 18 | 24 | |
| (8) | 16 | 24 | 32* | 48* | 64* | ||
| 9 | 18 | 27 | 36* | 54* | 72* | ||
| (12) | 24 | 36* | 48* | 72* | 96* | ||
| 14 | 28 | 42* | 56* | 84* | — | ||
| 4 | 8 | 12 | 16 | 24 | 32 | ||
| 70 | 10 | 20 | 30 | 40* | 60* | 80* | |
| 16 | 32* | 48* | 64* | 96* | — | ||
| 80 | 4 | 8 | 12 | 16 | 24 | 32 | |
| 10 | 20 | 30 | 40 | 60* | 80* | ||
| 16 | 32 | 48* | 64* | 96* | 128* | ||
| 4 | 8 | 12 | 16 | 24 | 32 | ||
| (5) | 10 | 15 | 20 | 30 | 40 | ||
| 90 | 12 | 24 | 36 | 48* | 72* | 96* | |
| 18 | 36 | 54* | 72* | 108* | 144* | ||
| (20) | 40 | 60* | 80* | 120* | — | ||
| 100 | 4 | 8 | 12 | 16 | 24 | 32 | |
| (5) | 10 | 15 | 20 | 30 | 40 | ||
| 12 | 24 | 36 | 48 | 72* | 96* | ||
| 20 | 40 | 60* | 80* | 120* | 160* | ||
| 120 | 6 | 12 | 18 | 24 | 36 | 48 | |
| 14 | 28 | 42 | 56 | 84* | 112* | ||
| (16) | 32 | 48 | 64* | 96* | 128* | ||
| 22 | 44 | 66* | 88* | 132* | 176* | ||
| (24) | 48 | 72* | 96* | 144* | 192* | ||
| 6 | 12 | 18 | 24 | 36 | 48 | ||
| 140 | 14 | 28 | 42 | 56 | 84* | 112* | |
| (16) | 32 | 48 | 64 | 96* | 128* | ||
| 24 | 48 | 72 | 96* | 144* | 192* | ||
| 160 | 6 | 12 | 18 | 24 | 36 | 48 | |
| (8) | 16 | 24 | 32 | 48 | 64 | ||
| 16 | 32 | 48 | 64 | 96* | 128* | ||
| (24) | 48 | 72 | 96* | 144* | 192* | ||
| 28 | 56 | 84* | 112* | 168* | 224* | ||
| 8 | 16 | 24 | 32 | 48 | 64 | ||
| 18 | 36 | 54 | 72 | 108* | 144* | ||
| 180 | (20) | 40 | 60 | 80 | 120* | 160* | |
| 28 | 56 | 84 | 112* | 168* | 224* | ||
| (32) | 64 | 96* | 128* | 192* | 256* | ||
| 200 | 8 | 16 | 24 | 32 | 48 | 64 | |
| (10) | 20 | 30 | 40 | 60 | 80 | ||
| 18 | 36 | 54 | 72 | 108* | 144* | ||
| (20) | 40 | 60 | 80 | 120* | 160* | ||
| 32 | 64 | 96 | 128* | 192* | 256* | ||
| 8 | 16 | 24 | 32 | 48 | 64 | ||
| (10) | 20 | 30 | 40 | 60 | 80 | ||
| 220 | 20 | 40 | 60 | 80 | 120* | 160* | |
| (32) | 64 | 96 | 128* | 192* | 256* | ||
| 36 | 72 | 108 | 144* | 216* | 288* | ||
| 240 | 8 | 16 | 24 | 32 | 48 | 64 | |
| 22 | 44 | 66 | 88 | 132* | 176* | ||
| 36 | 72 | 108 | 144* | 216* | 288* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 250 | 22 | 44 | 66 | 88 | 132 | 176* | |
| (24) | 48 | 72 | 96 | 144* | 192* | ||
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 260 | 22 | 44 | 66 | 88 | 132 | 176* | |
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 280 | 12 | 24 | 36 | 48 | 72 | 96 | |
| 24 | 48 | 72 | 96 | 144 | 192* | ||
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 300 | 24 | 48 | 72 | 96 | 144 | 192* | |
| 44 | 88 | 132 | 176* | 264* | 352* | ||
| 320 | 12 | 24 | 36 | 48 | 72 | 96 | |
| 48 | 96 | 144 | 192* | 288* | 384* | ||
Примечания:
1. Шаги, заключенные в рамки, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьба, у которой значение хода обозначено знаком *, имеет угол подъема более 10°. Для этой резьбы необходимо учитывать отклонение формы профиля в соответствии с п. 4.5.
4. Резьбу, для которой не указано числовое значение хода Р
h, применять не допускается. Угол подъема этой резьбы превышает 30°.
5. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
3.2. Номинальные размеры наружного, среднего и внутреннего диаметров резьбы — по ГОСТ 24737.
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
4.1. Система допусков резьбы предусматривает:
— допуски диаметров резьбы;
— положения полей допусков диаметров резьбы;
— классификацию длин свинчивания;
— поля допусков резьбы и их выбор с учетом длин свинчивания и классов точности.
4.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт. .
1
— номинальный профиль
Черт. 2
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности диаметров резьбы приведены в табл. .
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | 4; 6 |
| d 1 | 7; 8; 9; 10 | |
| d 3 | ||
| Внутренняя резьба | D 2 | 7; 8; 9 |
| D 1 | 4 |
Примечания:
1. Степень точности 6 диаметра d
допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра d
3 должна соответствовать степени точности диаметра
d
2.
Допуски диаметра D
4 не устанавливаются.
4.4. Диаметральная компенсация отклонений шага не должна превышать 30 % допуска среднего диаметра для обеспечения равномерного зацепления всех витков резьбы.
Данная норма не подлежит обязательному контролю, если это не оговорено особо.
4.5. Для резьбы с углом подъема более 10° суммарный допуск не включает диаметральной компенсации отклонения от прямолинейности боковых сторон профиля в осевом сечении.
Выбором соответствующего метода изготовления резьбы (например, изготовления выпуклых боковых поверхностей резьбы) должно быть обеспечено прилегание боковых сторон профиля наружной и внутренней резьбы в их средней части.
4.6. Положение полей допусков диаметра резьбы определяется основным отклонением (верхним es — для наружной резьбы и нижним EI — для внутренней) и обозначается буквами латинского алфавита (строчной для наружной резьбы и прописной — для внутренней).
Положения полей допусков приведены на черт. , основные отклонения — в табл. .
Таблица 3
| Вид резьбы | Диаметр резьбы | Основное отклонение |
| Наружная резьба | d | h |
| d 2 | с; е; g | |
| d 3 | h | |
| Внутренняя резьба | D 4 | H |
| D 2 | ||
| D 1 |
4.7. Длины свинчивания подразделяются на две группы: нормальные N
и длинные
L.
4.8. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
4.9. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении .
ОБОЗНАЧЕНИЯ
5.1. В условное обозначение трапецеидальной многозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение хода и в скобках буква P и числовое значение шага, буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром 20 мм, числовым значением хода 8 мм и шагом 4 мм:
Тr 20∙8
(
Р4
)
То же, левой :
Тr 20∙8
(
Р4
)
LH
5.2. Обозначение поля допуска многозаходной трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 8е, 8Н.
Поле допуска 4h диаметра d
и поле допуска 4Н диаметра
d
1 в условном обозначении резьбы не указывают.
В тех случаях, когда для наружного диаметра d
назначают поле допуска 6h, то его дополнительно указывают в условном обозначении поля допуска резьбы:
| Например: | 8e 6h |
5.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Например:
Тr 20∙8
(
Р4
)-
8е
Тr 20∙8
(
Р4
)
—8Н
Тr 20∙8
(
Р4
)
LH-8e
5.4. Длина свинчивания, если она отличается от длины резьбы, указывается в миллиметрах в конце обозначения резьбы, например:
(Измененная редакция, Изм. № 1).
5.5. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например:
Tr 20∙8
(
Р4
)
—8Н
/
8е
Tr 20∙8
(
Р4
)
LH-8H
/
8e
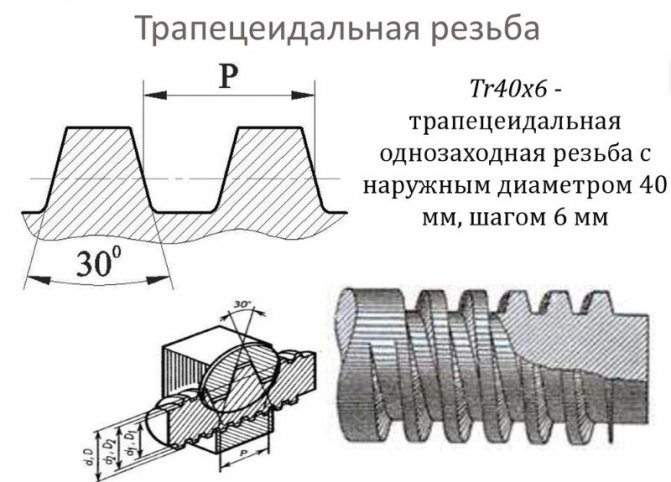
Особенности трапецеидальной резьбы
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.
Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.
ДОПУСКИ
6.1. Числовые значения допусков диаметров d
и
D
1 по ГОСТ 9562-81.
6.2. Числовые значения допусков диаметров d
2 и
D
2 должны соответствовать указанным в табл. , а диаметра
d
3 — в табл. .
Таблица 4
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Наружная резьба | Внутренняя резьба | |||||
| Степень точности | ||||||||
| 7 | 8 | 9 | 10 | 7 | 8 | 9 | ||
| Допуск, мкм | ||||||||
| Св. 5,6 до 11,2 | 1,5 | По ГОСТ 9562 | 335 | По ГОСТ 9562 | ||||
| 2 | 375 | |||||||
| Св. 11,2 до 22,4 | 2 | 400 | ||||||
| 3 | 450 | |||||||
| 4 | 530 | |||||||
| Св. 22,4 до 45 | 2 | 425 | ||||||
| 3 | 500 | |||||||
| 5 | 600 | |||||||
| 6 | 670 | |||||||
| 7 | 710 | |||||||
| 8 | 750 | |||||||
| 10 | 800 | |||||||
| 12 | 850 | |||||||
| Св. 45 до 90 | 3 | 530 | ||||||
| 4 | 600 | |||||||
| 5 | 630 | |||||||
| 8 | 800 | |||||||
| 9 | 850 | |||||||
| 10 | 850 | |||||||
| 12 | 950 | |||||||
| 14 | 1000 | |||||||
| 16 | 1060 | |||||||
| 18 | 1120 | |||||||
| 20 | 1120 | |||||||
| Св. 90 до 180 | 4 | 630 | ||||||
| 5 | 710 | |||||||
| 6 | 750 | |||||||
| 8 | 850 | |||||||
| 12 | 1000 | |||||||
| 14 | 1060 | |||||||
| 16 | 1120 | |||||||
| 18 | 1180 | |||||||
| 20 | 1180 | |||||||
| 22 | 1250 | |||||||
| 24 | 1320 | |||||||
| 28 | 1400 | |||||||
| 32 | 1500 | |||||||
| Св. 180 до 355 | 8 | 900 | ||||||
| 10 | 1000 | |||||||
| 12 | 1060 | |||||||
| 18 | 1250 | |||||||
| Св. 180 до 355 | 20 | 1320 | ||||||
| 22 | 1320 | |||||||
| 24 | 1400 | |||||||
| 32 | 1600 | |||||||
| 36 | 1700 | |||||||
| 40 | 1700 | |||||||
| 44 | 1800 | |||||||
| 48 | 1900 | |||||||
Таблица 5
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Основное отклонение диаметра d 2 | Номинальный диаметр резьбы d , мм | Шаг Р , мм | Основное отклонение диаметра d 2 | |||||||||||
| c | e | g | c | e | g | |||||||||||
| Степень точности | Степень точности | |||||||||||||||
| 8 | 9 | 10 | 7 | 8 | 7 | 8 | 9 | 10 | 7 | 8 | 7 | |||||
| Допуск , мкм | Допуск , мкм | |||||||||||||||
| Св. 5,6 до 11,2 | 1,5 | По ГОСТ 9562 | 559 | По ГОСТ 9562 | Св. 90 до 180 | 4 | По ГОСТ 9562 | 978 | По ГОСТ 9562 | |||||||
| 2 | 619 | 5 | 1100 | |||||||||||||
| Св. 11,2 до 22,4 | 2 | 650 | 6 | 1174 | ||||||||||||
| 3 | 733 | 8 | 1328 | |||||||||||||
| 4 | 853 | 12 | 1585 | |||||||||||||
| Св. 22,4 до 45 | 2 | 682 | 14 | 1680 | ||||||||||||
| 3 | 795 | 16 | 1775 | |||||||||||||
| 5 | 962 | 18 | 1875 | |||||||||||||
| 6 | 1074 | 20 | 1900 | |||||||||||||
| 7 | 1138 | 22 | 2013 | |||||||||||||
| 8 | 1203 | 24 | 2125 | |||||||||||||
| 10 | 1300 | 28 | 2250 | |||||||||||||
| 12 | 1398 | 32 | 2405 | |||||||||||||
| Св. 45 до 90 | 3 | 833 | Св. 180 до 355 | 8 | 1390 | |||||||||||
| 4 | 940 | 10 | 1550 | |||||||||||||
| 5 | 1000 | 12 | 1660 | |||||||||||||
| 8 | 1265 | 18 | 1963 | |||||||||||||
| 9 | 1343 | 20 | 2075 | |||||||||||||
| 10 | 1363 | 22 | 2100 | |||||||||||||
| 12 | 1523 | 24 | 2225 | |||||||||||||
| 14 | 1605 | 32 | 2530 | |||||||||||||
| 16 | 1700 | 36 | 2685 | |||||||||||||
| 18 | 1800 | 40 | 2725 | |||||||||||||
| 20 | 1825 | 44 | 2880 | |||||||||||||
| 48 | 3045 | |||||||||||||||
ПОЛЯ ДОПУСКОВ
9.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. .
Таблица 6
| Класс точности | Наружная резьба | Внутренняя резьба | ||
| Длина свинчивания | ||||
| N | L | N | L | |
| Поле допуска | ||||
| Точный | 7е, 7g | 8е | 7Н | 8Н |
| Средний | 8с, 8e | 9с | 8h | 9Н |
| Грубый | 9с | 10с | 9Н | 9Н |
Примечания:
1. При повышенных требованиях к точности для длин свинчивания L
допускается применять поля допусков, установленные для длин свинчивания
N
.
2. Поля допусков, заключенные в рамки, являются предпочтительными.
9.2. Поля допусков наружной и внутренней резьбы, указанные в табл. , являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. и основных отклонений по табл. .
Поля допусков, не предусмотренные табл. , являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. не могут обеспечить требования, предъявляемые к изделию.
9.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, установленным в табл. , приведены в ГОСТ 9562 и в обязательном приложении .
9.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
Применение
Трапецеидальная резьба, благодаря тормозящим свойствам и большой силой трения, не требует дополнительной фиксации. Благодаря этой особенности, она активно применяется в подъемных технологиях. Чаще всего трапецеидальная резьба выступает в роли ходового винта и привода для винтовых прессов. Она выполняет следующий набор операций:
- подача движений на токарных станках;
- контроль перемещения подъемных устройств;
- передвижение изделий на сборочных контейнерах;
- движение конструкций пресса в вертикальном направлении.
Также она применяется при изготовлении станков и регулировочных механизмов. Основными сферами применения являются автомобиле строение (изготовление устройств для моторных редукторов), паровозостроение (создание тормозных устройств для шахтных локомотивов, функционирующих при помощи электрической энергии) и иные производственные сферы машиностроения.
ПРИЛОЖЕНИЕ 1 Обязательное
РАСЧЕТНЫЕ ФОРМУЛЫ, ПРИНЯТЫЕ В СИСТЕМЕ ДОПУСКОВ ТРАПЕЦЕИДАЛЬНОЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ
Формулы расчета числовых значений допусков степеней точности 4 — 9, основных отклонений длин свинчивания, а также правила округления — по ГОСТ 9562.
Числовые значения допусков 10-й степени точности для диаметра d
2 рассчитаны по формуле
| , | (1) |
для диаметра d
3 — по формуле
| . | (2) |
(Измененная редакция, Изм. № 1).
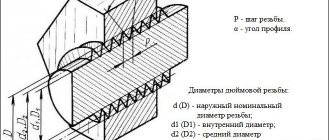
Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6111-52
Диаметр от 1/16 до 2 дюймов
Условное обозначение конической резьбы 3/4»: К 3/4» ГОСТ 6111-52
Взаимозаменяема с резьбой дюймовой трубной конической американской NPT/NPTF (National Pipe Tapered) NPTF National Pipe Tapered Fuel — национальная трубная коническая топливная резьба. NPTF — герметичная резьба. Уплотнение происходит за счёт смятия резьб. Трубная коническая топливная резьба описана стандартом ANSI/ASME B1.20.3 Коническая резьба NPT описана стандартом ANSI/ASME B1.20.1