14.10.2021 В современном мире трудно представить механизм, состоящий и множества деталей, в котором отсутствуют резьбовые соединения. Такую популярность это гениальное изобретение человечества приобрело благодаря надежности, универсальности, возможности быстрого объединения и разъединения собранных элементов.
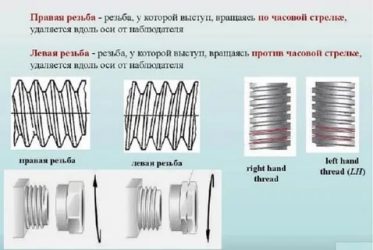
Технология резьбового соединения предусматривает использование винтов, гаек, болтов, шпилек и прочих крепежных изделий. На рабочую часть этой продукции производители наносят правую или левую резьбу. Чаще всего применяют крепежи с правой резьбой. Нестандартный левый вариант применяют в случае большой вероятности самопроизвольного разъединения, например, при объединении вращающихся механизмов.
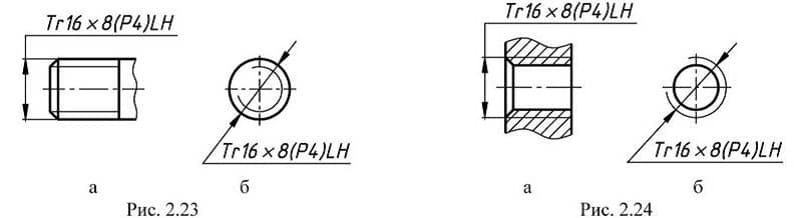
Как отмечается резьба на чертеже?
Резьбу
изображают: а) на стержне — сплошными основными линиями по наружному диаметру
резьбы
и сплошными тонкими линиями — по внутреннему диаметру. б) в отверстиях — сплошными основными линиями по внутреннему диаметру
резьбы
и сплошными тонкими линиями — по наружному диаметру.
Интересные материалы:
Как настроить мышку на ноутбуке Windows 10? Как настроить начальный экран Windows 10? Как настроить общую папку в Windows 10? Как настроить общую сеть Windows 10? Как настроить отключение экрана в Windows 10? Как настроить переключение клавиатуры в Windows 10? Как настроить подпись в Windows Live? Как настроить права администратора в Windows 10? Как настроить просмотр фотографий Windows 10? Как настроить прозрачность окон в Windows 10?
В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая — налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
Обозначение на чертеже левой резьбы
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером.
Такое устройство, используемое в такелажных работах, — талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются.
Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
— для предотвращения самоотвинчивания
0
Гайка или винт, закрепляющие деталь на вращающемся валу, должны затягиваться по направлению вращения вала. В противном случае резко возрастает вероятность самоотвинчивания крепежа. Поэтому, резьбовой крепеж с левой резьбой часто востребован для комплектации таких изделий или оборудования. Примерами могут служить крепление педали велосипеда, лопастей вентилятора, дисков угловых шлифмашин (некоторые модели), колеса некоторых моделей автобусов, грузовиков и много других устройств.
Размеры болгарок
Болгарка – это угловая шлифовальная машина, применяемая для обработки и резки прочных материалов. Она используется в строительных, демонтажных и ремонтных работах. Популярность инструмента обусловлена относительно невысокой стоимостью и широкими возможностями. Шлифмашина считается одним из самых востребованных инструментов, благодаря своей универсальности. Она пользуется популярностью как среди профессиональных строителей, так и у обычных пользователей. Признание этот инструмент получил благодаря огромному разнообразию видов, размеров и их ценовой категории.
Виды резьбовых соединений
pkmetiz.ru
Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно номинального расположения не должно превышать значений, указанных в табл.3.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл.3.
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:

- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
Метрическая и дюймовая
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
Содержание:
- 1. Выполнение внутренней резьбы метчиком
- 2. Тонкости нанесения наружной резьбы плашкой и клуппом
- 3. 5 советов по успешному выполнению работ
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.