Есть много операций по обработке отверстий. Они нужны в машиностроении и станкостроении, чтобы привести отверстие к определенному состоянию. Так, иногда необходимо снять фаску в начале канала (центровочное отверстие) или сделать в нем коническое углубление, чтобы спрятать шляпку болта или шурупа. Для всех этих целей придуман такой инструмент, как зенковка по металлу. Это специальный резец оригинальной конфигурации, который применяют со сверлильным или токарным оборудованием.
Инструмент зенковку иногда ошибочно называют зенкером. Это в корне неправильно: зенкер предназначен для повышения качества отверстия с точки зрения геометрических параметров, его форма не позволяет делать углублений в виде конуса. Общая у зенковки и зенкера многолезвийная структура рабочей части, причем лезвия в большинстве случаев у них идут по спирали.
Пользоваться зенковкой необходимо, строго соблюдая технические условия по ее применению.
Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
Что такое зенкование? Оно связано со срезанием более значительного слоя материала с целью создания в верхней части отверстия конического или цилиндрического углубления, предназначенного для скрытой установки крепежа. Используется зенкование и для выбора фасок. Специальное приспособление для выполнения этой операции называют зенковка. Различают следующие ее виды:
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Правила работы инструментом
При использовании зенковки работы следует проводить с помощью токарного или сверлильного станка. Очень важно, чтобы патрон был в исправном состоянии, иначе при биении резца получить четкое цилиндрическое углубление не получится. Правила использования инструмента следующие:
- Для каждого рода работы нужно выбирать подходящий для этого тип режущего элемента: для образования конуса с заглублением – зенковку с продолговатым телом и направляющей цапфой, для небольших углублений – обычную конусную зенковку, для твердых сплавов – инструмент с твердосплавными напайками.
- Диаметр режущего элемента должен соответствовать необходимому диаметру углубления. Если делать обработку инструментом с гораздо большим диаметром, это может привести к плохой центровке углубления относительно отверстия, несоблюдению угла конуса и точной глубины.
- При выборе скорости вращения резца нужно придерживаться тех оборотов, которые рекомендованы для конкретного данного инструмента. Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок.
- При работе с чугуном или сплавами из твердого материала необходимо отводить тепло из рабочей зоны, для этого нужно применять специальные эмульсии.
- Зенковка должна быть точно отцентрирована относительно середины отверстия.
Виды и применение зенковок
В зависимости от назначения зенковки подразделяются на следующие виды:
- для выполнения конических или цилиндрических выемок внутри отверстий;
- для создания опорных плоскостей рябом с отверстием;
- для выборки фаски;
- для подготовки отверстий к установке крепежа.
По форме рабочей поверхности различают:
- цилиндрические;
- конические;
- торцевые, или прямые.
В зависимости от диаметра зенковки разделяют на:
- обычные (0,5 ÷ 1,5 мм);
- с конусом-ограничителем (0,5 ÷6 мм);
- с конусообразным хвостовиком (8÷12 мм).

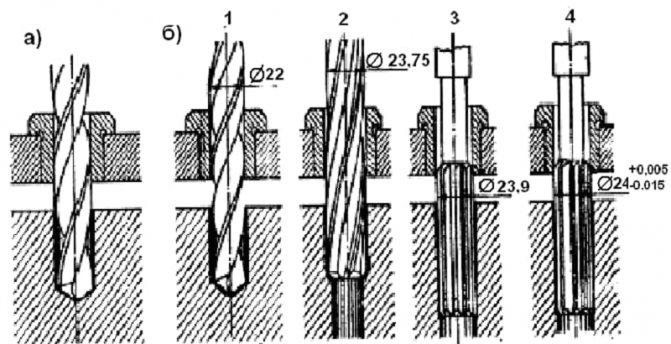
Для операции развертывания используется комбинированное приспособление, включающее в себя сверло, развертку, зенкер и зенковку. Они смонтированы на общем хвостовике, а рабочие поверхности разнесены по высоте и вступают в соприкосновение с металлом по очереди, по мере погружения инструмента в материал. Применение такого комбинированного инструмента позволяет сверлить отверстие, делать выборки фасок, повышать качество поверхности за один технологический проход. При этом экономится много времени на смену инструмента, обеспечивается точность соблюдения размеров каждого конструктивного элемента. Такое приспособление стоит дорого и собирается заново для каждого типоразмера отверстия, поэтому применение его экономически оправдано только для серийного производства либо для изделия с большим количеством одинаковых отверстий сложной конфигурации.
Зенкер: описание и классификация
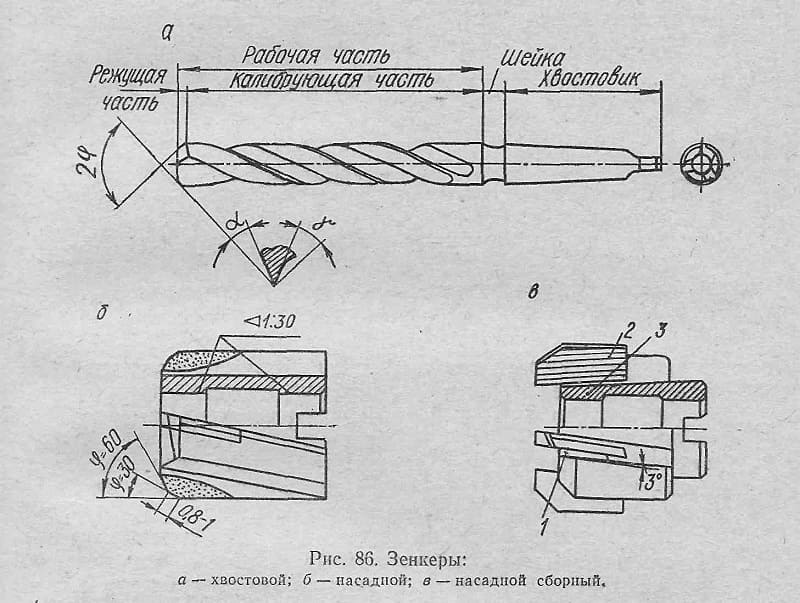
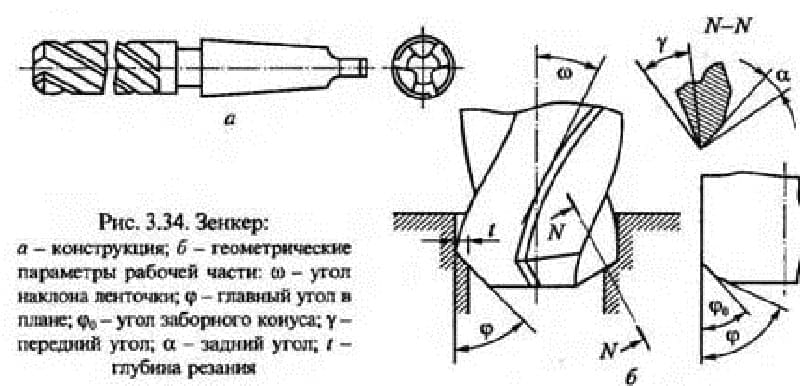
Как уже отмечалось выше, зенкеры являются разновидностью металлорежущего многолезвийного инструмента. Они позволяют добиться 4–5 класса точности при обработке отверстий. Также они широко применяются для получистовой обработки перед дальнейшей механической или ручной разверткой. По своей конструкции они делятся на несколько видов:
- хвостовые;
- насадные;
- цельные;
- сборные.

Внешне они напоминают обычное сверло, но имеют большее количество режущих кромок. Точность размера обрабатываемого отверстия достигается за счет калибрующей части. Закрепление инструмента в патроне станка осуществляется с помощью хвостовика. Изготавливаются, как правило, из быстрорежущих легированных инструментальных или высоколегированных твердосплавных сортов стали. Устройства из инструментальных сплавов имеют режущий угол 45°–60°, твердосплавные – 60°–75°.

Для обработки отверстий диаметром до 100 мм применяются насадные инструменты с четырьмя режущими лезвиями. Их отличительной особенностью является крепление посредством оправки. Добиться облегчения правильного направления режущего устройства позволило наличие фаски на зубьях.
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
Цилиндрическая зенковка конструктивно напоминает сверло, но имеет большее число режущих кромок. Их длина, в отличие от сверла, ограничена диаметром цилиндра, поскольку зенковка делает лишь небольшие по глубине выемки.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.
Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Виды цековок
Опишем, как выглядит инструмент, из каких элементов состоит и каких бывает модификаций.
Конструктивные особенности (информация и чертежи)
Цековка
— инструмент цилиндрической формы осевого типа с расположением режущих зубьев в торцевой части. На боковых поверхностях изделия есть канавки, которые приспособлены для удаления металлической стружки с рабочей области.
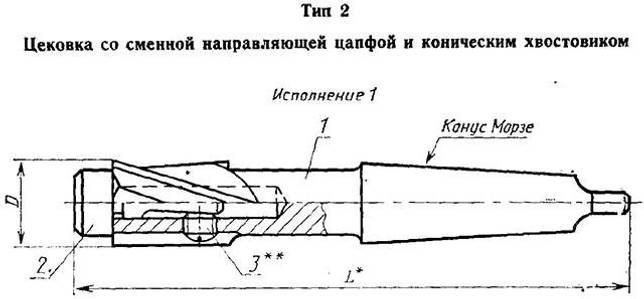
Изображение №2: Устройство цековки со сменной направляющей цапфой
Виды цековок
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
- инструменты с хвостовками конического типа и съемными цапфами;
- изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
- инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
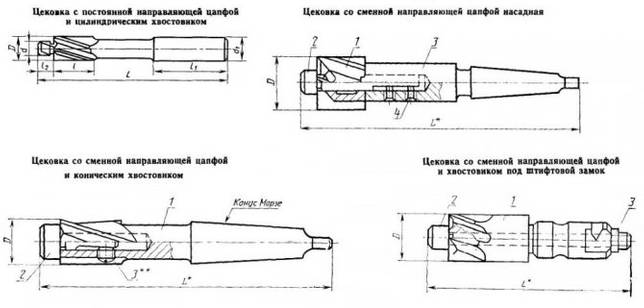
Изображение №3: Разновидности цековок
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
- с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.
На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
- Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
- Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Требования к производству цековок по ГОСТу
Требования к изготовлению цековок регламентирует ГОСТ 26258-87. В этом документе указано, что инструменты насадного типа, диаметры рабочих частей которых менее 8 мм с хвостовиками цилиндрической формы выпускается в цельном виде. А цековки с размерами режущих частей свыше 8 мм имеют сварную конструкцию.
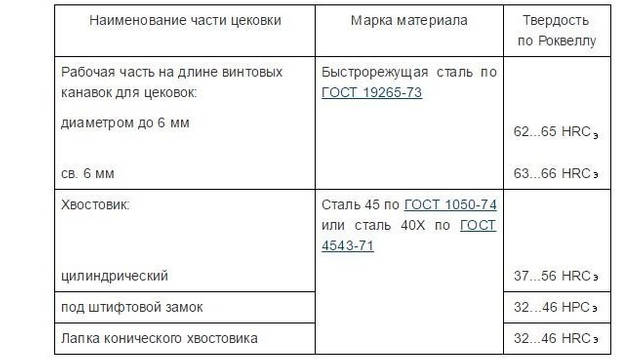
Изображение №4: Материалы, которые идут на изготовление цековок с цельнометаллическими рабочими частями
Центральные стержни изделий, а также хвостовики изготавливают из стали марок 45 и 45Х. На режущие части идет материал двух типов.
- Быстрорежущая сталь — требования к ней изложены в ГОСТ 19265.
- Твердосплавные пластины ВК6, ВК6М, Т5К10, Т5К6 — требования к характеристикам материала описаны в ГОСТ 3882, к геометрии и габаритам — в ГОСТ 25400.
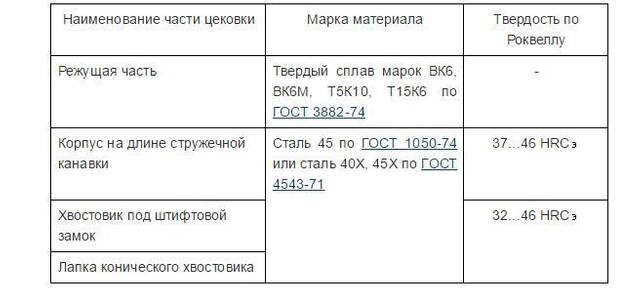
Изображение №5: Материалы, которые идут на изготовление цековок с твердосплавными пластинами
К рабочим частям инструментов твердосплавные пластины крепятся припоями марок МНМц 68-4-2 и латуни Л63 или Л68. Минимальная толщина припоя — 2/10 мм.
Особенности зенкования отверстий
Раззенковка отверстий – высокоточная операция, требующая высококачественного инструмента и исправного сверлильного оборудования. Зенковки должны проходить периодическую проверку на соответствие норме по диаметру и углу конусности. Результаты проверки фиксируются в журнале инструментального участка.
Специалисты по металлообработке сформулировали следующие рекомендации по выполнению операции:
- во время работы с твердыми стальными и ли чугунными сплавами следует использовать для охлаждения материала и инструмента специальные эмульсии, например, жидкость СОЖ;
- при подборе инструмента нужно учитывать материал детали, его прочность и твердость;
- перед началом работы следует проверить надежность и точность фиксации инструмента в патроне, отсутствии особых биений шпинделя;
- чтобы зенковать внутреннюю фаску, следует пользоваться специальной оправкой, центрирующей инструмент;
Раззенкованное отверстие следует проверять на соответствие размерам чертежа только поверенным измерительным инструментом.
Основные правила обработки зенкерованием
Правильная обработка зенкерованием предполагает соблюдение определенного технологического процесса, который разрабатывается под конкретную деталь. Сам технологический процесс построен на принципах или правилах, которые учитывают абсолютно любые исходные условия: тип металла, диаметр отверстия, форму, конфигурацию, длину канала, конечную задачу зенкерования, тип инструмента.
Основные правила обработки зенкером следующие:
- После литья, штамповки или процесса сверления припуск на сторону в отверстии под зенкерование должен составлять 0.5–3 миллиметра.
- Тип режущего элемента должен соответствовать типу отверстия. Они бывают сквозными, ступенчатыми или глухими.
- Скорость вращения при обработке резца, который изготовлен из стали быстрорежущей, не должна отличаться от скорости вращения обычного сверла по металлу.
- Скорость вращения резца, имеющего твердосплавные режущие кромки, может быть увеличена в два или три раза по сравнению со скоростью вращения обычного зенкера.
- Для высокой точности обработки отверстий, полученных литьем или штамповкой, имеющих глубокий канал, их предварительно проходят резцом на глубину половины рабочего тела зенкера и диаметром, равным диаметру режущей кромки.

При использовании зенкеров из стали быстрорежущей в обрабатываемый канал подают вещество для смазки и охлаждения.
Действующий ГОСТ
В настоящее время продолжает действовать государственный стандарт 14953-80. Он регламентирует техусловия для зенковки, типовые размеры инструмента, материал для его изготовления. Описываются в стандарте и режимы работы оборудования в зависимости от механических характеристик обрабатываемого материала.
Скачать ГОСТ 14953-80
Таблицы для подбора типовых зенковок служат подспорьем для конструкторов и технологов при определении параметров конструкции и разработке техпроцессов.
Чем зенкер отличается от зенковки
Зачастую зенкер путают с зенковкой. Зенкер и зенковка – относятся к классу режущих инструментов, с 3-мя и более режущими кромками. Оба инструмента используются для отверстий конической и цилиндрической формы. Но зенкер расширяет отверстие, одновременно с этим шлифует его и подгоняет под заданные параметры. А зенковка только шлифует отверстие от заусенец на этапе финишных работ.

Это интересно: Принципиальная схема сварочного инвертора: разбираемся в деталях