Сборка ответственных механизмов и металлических конструкций обычно предусматривает необходимость обеспечения максимально надежного разъемного соединения входящих в их состав узлов и деталей. Такое требование выдвигается, когда предполагается, что работа создаваемых объектов будет вестись под воздействием повышенных нагрузок, в том числе и вибрационного характера. Решаются подобные технические задачи путем применения высокопрочных крепежных элементов с внешней резьбой (это болты, различные винты и т.д.) и с резьбой внутренней (гайки). Для их производства используются специальные марки стали, а одним из технологических этапов данного процесса является упрочняющая термообработка.
Что такое высокопрочный болт

Данный вид крепления имеет несколько классификаций, но наиболее значимой характеристикой является повышенная стойкость перед большими нагрузками. Благодаря этому соединяемые болтовым крепежом конструкции становятся высокопрочными и долговечными. Высокопрочные болты, гайки и шайбы широко используются для металлических конструкций, при выполнении строительных работ и в тяжелой промышленности, машиностроении.
Болт представляет собой стержень из металлического сплава, с нанесенной на него наружной резьбой и головкой, обычно в виде шестигранника, под гаечный ключ. Закрепление производят путем накручивания гайки нужного размера Для равномерного распределения нагрузки используют шайбы.
Какие болты можно закалить
Если резьбовые метизы, имеющиеся в наличии, не обладают достаточной прочностью для решения тех или иных технических задач, их можно закалить самостоятельно в домашних условиях. Проверить металл на мягкость или хрупкость очень просто. Для этого нужно взять обычный напильник и, зажав болт в тисках, провести им по свободной поверхности. Если металл легко стесывается и напильник прилипает к нему, это говорит о его мягкости. Напротив, скольжение по болту без каких-либо признаков его податливости даже при значительном усилии свидетельствует о перекале. И то и другое чревато разрушением метиза при нагрузках – такой болт нужно закаливать заново.
Следует иметь в виду, что качественной закалке поддаются только углеродистые и инструментальные стали, поэтому желательно знать марку металла, чтобы точно подобрать режим его закаливания. Если марка показала, что сталь болта относится к малоуглеродистой, не стоит браться за закалку такого изделия.
С целью соблюдения техники безопасности не следует подвергать импровизированной термической обработке метизы, которые участвуют в работе ответственных механизмов, таких как мощные агрегаты и станки. Вызванное неправильной технологией закалки разрушение болтов под действием нагрузки может привести к серьезным травмам!
Область применения

Болтовые соединения высокой прочности предназначены для монтажа сложных строительных конструкций, которые будут подвергаться:
- высоким температурным перепадам;
- осадкам;
- сильным и частым ветрам;
- контакту с химическими веществами.
Так как размеры крепежа, предусмотренные ГОСТом, различаются, области применения метизов обширны:
- станки, оборудование;
- сельхозтехника, машиностроение;
- строительство мостов, зданий;
- судостроение;
- промышленность, производство.
Фрикционное соединение на высокопрочных болтах прекрасно справляется с задачей крепкого и надежного монтажа конструкций, подвергающихся динамическим нагрузкам и вибрациям.
Широкое применение данный крепеж имеет в быту. Он идеален при ремонте квартир, балконов, надежно закрепит любые конструкции на бетонных стенах. Автолюбители не обходятся без таких болтов, ремонтируя свою машину, особенно крепления колес.
Материал изготовления высокопрочного крепежа
Для обеспечения крепежных деталей высокой прочностью при их производстве применяются сталь только определенных марок. Рассмотрим этот вопрос более подробно.
Высокопрочные болты
При выборе сырья для изготовления таких крепежных деталей производители учитывают, прежде всего, требования потребителей к прочностным характеристикам конечной продукции.
Класс прочности12.9. В данном случае обычно используется сталь следующих марок:
- хромоникельмолибденовая высококачественная легированная конструкционная Ст.40ХНMA;
- хромокремнемарганцовая легированная конструкционная Ст.35ХГCA;
- среднелегированная конструкционная высококачественная Ст.30XГСА.
Класс прочности 10.9. Подходят нижеперечисленные стали:
- Ст.35ХГCA и Ст.30ХГCA;
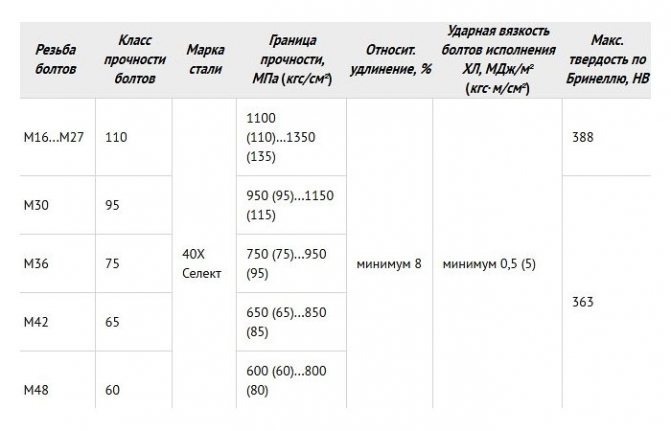
- легированная конструкционная Ст.40X и Ст.40X Селект;
- нагартованная углеродистая конструкционная Ст.40М2;
- качественная углеродистая конструкционная Ст.45Г и Ст.45;
- высококачественная легированная конструкционная Ст.38XА;
- низколегированная конструкционная Ст.35X.
Класс прочности 9.8. Применяются в данном случае такие стали:
- бормарганецсодержащая легированная Ст.20Г2Р;
- Ст.35ХГCA и Ст.30ХГCA;
- Ст.40X и Ст.38XА;
- Ст.45 и Ст.35X;
- конструкционная качественная углеродистая Ст.35.
Класс прочности 8.8. Используются следующие марки стали: Ст.20Г2P, Ст.40X, Ст.38XА, Ст.35X, Ст.35 Ст.45.
Высокопрочные гайки
Для изготовления высокопрочных гаек применяется сталь, практически, всех вышеперечисленных марок.
- Класс прочности 12. Подходят стали Ст.40ХНMA и Ст.30XГСА.
- Класс прочности 10. Используются сплавы марок Ст.40ХНMA, Ст.30XГСА, Ст.40X, Ст.45, Ст.38XА и Ст.35X.
- Класс прочности 9. Применяется сталь таких марок: Ст.40X, Ст.45, Ст.38XА и Ст.35X.
- Класс прочности 8. Производство гаек с прочностными характеристиками, соответствующим нормам этого класса, осуществляется на основе сталей Ст.40X, Ст.20Г2P, Ст.45 и Ст.35.
Классификация по прочности и маркировке
Данный крепеж изготавливают строго в соответствии с ГОСТом и наносят соответствующую маркировку. Расшифровать ее несложно:
- По классу прочности покрытия верхнего слоя крепежа болтовые метизы занимают лучшие позиции по шкале от 6,8 до 12,9. Маркировка высокопрочных болтов начинается от 8,8. Чтобы она была лучше видна, обозначение высокопрочных болтов ставится на головке крепежного элемента.
- Дополнительные буквы ХЛ на маркировке рядом с классом прочности болтов означают, что крепеж можно использовать в условиях очень низкой температуры до -60°С.
- Маркировка буквой У ограничивает низкий температурный режим – не ниже — 40°С.
- Английская S информирует об увеличенных размерах головки болта.
Благодаря маркировке на головке метиза можно быстро выбрать нужный крепеж.
Классы прочности
Классы прочности для различных по строению, и, соответственно, по функционалу крепежных деталей разнятся.
Крепежи со стержнем – шпильки резьбовые, винты и различные болты. Прочностные характеристики таких элементов, выполненных из стали:
- углеродистой, должны соответствовать требованиям одного из следующих 11 классов: 12.9; 10.9; 9.8; 8.8; 6.8; 6.6;5.8; 5.6; 4.8; 4.6 и 3.6. В категорию высокопрочных принято относить стержневой крепеж классов 12.9, 10.9, 9.8 и 8.8;
- нержавеющей, должны удовлетворять нормам одного из трех классов, обозначаемых двумя цифрами – 80, 70 и 50. Высокопрочный нержавеющий крепеж обозначается числом «80», перед которым через дефис указывается марка аустенитной стали, например, А4-80.
Крепежи с внутренней резьбой – гайки. Требования к их прочности зависят от соотношения высоты такого изделия (обозначим буквой «В») к диаметру (литера «Д»).
- На гайки с В/Д≈0,8, В/Д≈1,2 и В/Д≈1,5 распространяются условия классов семи классов: 12; 10; 9; 8: 6; 5; 4. Высокопрочными считаются гайки классов 12; 10; 9 и 8;
- В отношении прочностных характеристик низких гаек с В/Д<0,8 действуют нормы двух классов – 04 и 05. Основное предназначение этих изделий предотвращение ослабления резьбового соединения, и силовую нагрузку они не несут. Поэтому к типу высокопрочного крепежа гайки низкие не относятся.
Стали для изготовления болтов

Для изготовления высокопрочных крепежей используют легированную углеродистую сталь повышенной прочности и стойкости. Специальные технологии изготовления включают в себя горячую или холодную высадку заготовок, значительно повышают уровень прочности. Обязательная термообработка в электропечах наделяет изделие антикоррозийными свойствами, многократно повышает прочность, продлевает срок эксплуатации.
Производство высокопрочного крепежа
Технологический процесс изготовления крепежных деталей, характеризующихся высокой прочностью, включает следующие этапы:
- Подготовка металлического сплава к высадке.
- Этап высадки изделий. Допускается выполнение данной операции двумя методами – как горячей, так и холодной высадкой. Цель проведения – уменьшение длины заготовки с одновременным увеличением ее толщины.
- Накатка резьбы.
- Термообработка. Это – обязательный этап для высокопрочного крепежа. Основными видами термической обработки являются: поверхностная либо объемная закалка, отжиг (бывает первого и второго рода), отпуск. Выбирает тип термообработки предприятие-производитель.
- Антикоррозионная защита. Следует знать, что для высокопрочного крепежа неприменимы неорганические покрытия, выполненные хроматированием и фосфатированием.
- Приемка готовой продукции.
- Упаковка.
Размеры

Размеры высокопрочных болтовых соединений точно соответствуют стандартам ГОСТ 52644:
- Диаметр метизов по возрастанию: от болта М10 (меньшего) до М48 (большего).
- Длина от 40 до 300 мм.
- Вес 1000 штук зависит от диаметра и длины. Его можно определить по соответствующим таблицам по ГОСТ. Масса крепежа М16, к примеру, будет составлять 115-515 кг, М20 – 200-800 кг, а М48 – уже от 2500 до 5000 кг.
- Толщина дополнительного покрытия тоже регулируется ГОСТом, в зависимости от диаметра метизов. Так болты высокопрочные М24 имеют покрытие толщиной 40 мкм, а М16 – 25 мкм.
Технология крепления высокопрочных болтов
Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
- Подготавливают всю конструкцию для стыковки и монтажа.
- Подготавливают по стандартам необходимый крепеж.
- Проводят установку и монтаж конструкции.
- Затягивают болты.
- Производят герметизацию стыков всего крепежа.
- Осуществляют контроль качества сборки объекта.
Подготовка высокопрочных болтов гаек и шайб
Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
- Технологическая очистка от консервирующих заводских смазок, а также от пыли и грязи. Ее совершают в разогретом щелочном растворе при температуре 80-100°С, куда входят вода, моющие средства, кальцинированная и каустическая сода, жидкое стекло и тринатрий фосфат. Соотношение соблюдают строго по ГОСТу. Крепеж в спецтаре опускают на 20 минут в раствор, после чего 3-5 раз промывают в моющем растворе.
- Сушку проводят в горячем виде в течение нескольких минут, с обдуванием сжатым воздухом.
- Выполняют прогонку на токарном станке или гайковертами, проверку и смазывание резьбы.
- Обязательную смазку резьбы крепежа проводят путем погружения его в раствор из спецбензина ГОСТ 2084 и минмасла ГОСТ 0799 в соотношении 9 к 1.
- Комплектацию и хранение очищенных метизов осуществляют в закрытой таре. При комплектации на каждый болт надевается гайка и две шайбы.
- Проводят контроль качества.
Подготовка к использованию
На практике на строительном объекте никто не подготавливает высокопрочные болты к применению. Крепежи чаще всего завозят в заводской смазке и тут же начинают использовать, совершая тем самым ошибку. У опытных специалистов есть несколько хитрых приёмов, как подготовить болты высокой прочти к эксплуатации:

Прежде, чем использовать метизы, их надо прокипятить. В воду следует добавить стиральный порошок или моющее средство. Это действие способствует избавлению от смазки, окалины и грязи.

Затем нужно тщательно осмотреть крепёжные элементы и убрать все изделия с трещинами и дефектами.

Перед тем, как пустить болты в дело, следует промазать их резьбу маслом. В некоторых случаях советуют прокипяченные метизы опустить в бензино-масляный раствор.

Крепёж высокой прочности монтируется при помощи двух шайб. Одну устанавливают со стороны болта, а другую – со стороны гайки.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
- Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
- На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания. В случае невозможности устранить прокручивание элемент заменяют.
- На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.

Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.
Удалось ли Вам решить свою проблему по рекомендациям из статьи?
Да!
46.39%
Нет. Требуются дополнительные ответы. Сейчас спрошу в комментариях.
38.56%
Частично. Еще остались вопросы. Сейчас отпишусь в комментариях.
15.05%
Проголосовало: 804