На сегодняшний день, в промышленном производстве применяются следующие способы поверхностной закалки сталей:
- Закалка токами высокой частоты
- Пламенная поверхностная закалка стали
- Плазменная закалка
- Лазерная закалка стали
- Поверхностная закалка в электролите
- Электроконтактная закалка
- Импульсная закалка
Плазменная закалка стали — это отдельная тема, которая будет рассмотрена нами в следующих статьях, а что касается двух последних способов, то данные технологии достаточно простые и узконаправленные. Все описания данных технологий находятся в сети в свободном доступе и с ними можно ознакомиться.
Далее мы приведем краткое описание и ссылки на основные технологии поверхностной закалки сталей, которые применяются в промышленности, а на закалке в электролите остановимся подробнее.
Основные способы поверхностной закалки сталей
- Поверхностная индукционная закалка сталей — основана на размещении изделия вблизи источника переменного тока — индуктора. При этом, на металл оказывает воздействии электромагнитное поле, которое возбуждает в металле электродвижущую силу и вызывает прохождение по нему переменного тока с такой же частотой, как и ток индуктора. Ток индуцируется в поверхностном слое детали и вызывает его разогрев.
- Пламенная или газопламенная закалка металла. Основана на разогреве поверхности металла газовым пламенем. При таком способе закалки получают закаленные слои глубиной 2-4,5 мм.
- Лазерная закалка — основана на использовании лазерного излучения, которое создает на участке поверхности высокие плотности теплового поля. При лазерной закалке обычно получают слой менее 1 мм.
Поверхностная закалка. Характеристики, способы, область применения
Во многих случаях изделия должны обладать главным образом высокой твёрдостью поверхностного слоя. При этом сердцевина изделия остается вязкой. Достигается это быстрым нагревом поверхностного слоя выше точки фазовых превращений и быстрое последующее охлаждение.
Слой 1 нагревают выше точки Ас3 и он закаляется полностью. Слой 2 закаляется частично. Слой 3 остается незакаленным. l – расстояние от пов-ти вглубь образца.
Состояние высокой твердости и прочности поверхностного слоя с вязкостью сердцевины обеспечивает высокую износостойкость изделия и одновременно с этим стойкость к динамическим нагрузкам, что очень важно для деталей подвижных соединений машин.
Способы поверхностной закалки:
1-й – С индукционным нагревом (закалка током высокой частоты — ТВЧ) используется при массовой обработке стальных изделий. Глубина закалки определяется условием работы детали и составляет 1,5…3 мм при усталостном изнашивании и до 15 мм при высоких контактных нагрузках.
2-й – Газопламенная – применяется для единичных крупных изделий или небольших партий. Напр., прокатные валы, коленвалы.
3-й – В электролите – при пропускании тока через электролит на катоде (закаливаемая деталь) образуется газовая рубашка водорода, при этом ток сильно возрастает и деталь нагревается. После отключения тока деталь можно сразу же закалить в электролите.
4-й – Лазерная закалка – высокоскоростной разогрев поверхностного слоя под действием лазерного луча.Преимущество: можно закаливать в различных режимах как тонкие, так и толстые слои, как на небольших участках детали, так и на большой пов-ти.
Часто используется для закалки режущих кромок инстр-та. Длительность нагрева не превышает 10-6 С. Это позволяет широко варьировать глубину прогрева и степень фазовых превращений в стали.
46. Отпуск стали— термическая обработка, включающая нагрев закаленной стали до температуры ниже критических точек, выдержка при этой температуре и охлаждение с целью получения заданного комплекса мех. свойств, а также полного или частичного устранения закалочных напряжений.
Виды отпуска:
— низкий – прим. для углеродистых и низколегированных сталей (реж. и мерит. инстр-т). Включают нагрев изделия до 150…200ºС → выдержка (время выдержки зависит от размеров) → охлаждение. Твердость почти не меняется (58…63 HRC), а прочность и вязкость повышается. Часто прим. после поверх. закалки или ХТО;
— средний – исп. для углеродистых и легиров. сталей при изгот. пружин, рессор, инстр-та по обр. давлен. Нагрев до 350…500ºС → выдержка 1…8 ч. (в зависим от массы) → охлаждение на спокойном воздухе;
— высокий – прим. для среднеуглер. сталей, проводится после закалки и дает наилучшее сочетание прочности и вязкости. Сочетание закалки с высоким отпуском называется улучшением. Нагрев до 500-680ºС → выдержка 1…8 ч. → охлаждение на воздухе. Легир. стали охлаждаются в воде или масле.
Старение — это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной стр-ры и заданного уровня свойств.
Схема процесса: нагрев 120-150ºС, выдержка от 10 до 35 часов при этой температуре. Выдержка позволяет не снижая твердости закал. стали стабилизировать состояние углерода в его стр-ре за счет выделения его в виде дисперсных карбидов.
47. Термомеханическая обработка (ТМО) стали — совокупность операций термической обработки с пластической деформацией, которая проводится либо выше критических точек (ВТМО), либо при температуре переохлажденного (500 … 700°С) аустенита (НТМО). Такой вид обработки позволяет получить сталь высокой прочности (до 270 МПа). Формирование структуры стали при ТМО происходит в условиях повышенной плотности и оптимального распределения дислокаций. Окончательными операциями ТМО являются немедленная закалка во избежание развития рекристаллизации и низкотемпературный (Т=100…300оС) отпуск.
Термомеханическая обработка с последующими закалкой и отпуском позволяют получить очень высокую прочность (s= 2200…3000 МПа) при хорошей пластичности (d = 6…8%, y= 50…60%) и вязкости. В практических целях большее распространение получила ВТМО, обеспечивающая наряду с высокой прочностью хорошее сопротивление усталости, высокую работу распространения трещин, а также сниженные критическую температуру хрупкости, чувствительность к концентраторам напряжений и необратимую отпускную хрупкость. ВТМО осуществляется в цехах прокатного производства на металлургических заводах, например, при упрочнении прутков для штанг, рессорных полос, труб и пружин.
48. Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (С, N, Al, Si, Cr и др.) при высоких температурах. Благодаря такой обработке меняется не только структура металла, но и химический состав его верхнего слоя и деталь может иметь вязкую сердцевину, выдерживающую ударные нагрузки, высокую твердость и износостойкость. Из существующих способов химико-термической обработки стали в условиях небольшой мастерской можно выполнять только цементацию. Цементация — это науглероживание поверхности стали. Этому процессу подвергают чаще всего изделия из малоуглеродистых сталей, содержащих не более 0,2% углерода и некоторых легированных сталей. Детали, предназначенные для цементации, сначала очищают. Поверхности, не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
В-ва, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную и коррозионную стойкость и, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает их надежность и долговечность.
Цементация
Процесс насыщения поверхности изделия углеродом. Цементация повышает твердость и износостойкость поверхности детали при сохранении вязкости сердцевины. Различают твердую и газовую цементацию. При твердой цементации в ящик заполненный науглеражущим в-вом (карбюризатором) и специальными добавками размещают детали. В качестве карбюризатора используют древесный уголь. При температуре процесса (900-950 градусах Цельсия) кислород воздуха, расположенного между кусочками угля взаимодействует с углеродом с образования окиси углерода СО. Именно СО, а не СО2 т.к. процесс идет при недостаточном кол-ве кислорода. При контакте окиси углерода с металлической поверхностью происходит реакция диссоциации при которой окись углерода распадается на СО2+реакция диссоциации с образованием активных атомов углерода, кат. диффунд. 2СО2->СО2+С
поверхность металла. В качестве добавок к карбюризатору используют соли: СО3, Na2CO3, K2CO3, являющиеся дополнительным поставщиком окиси углерода.
Процесс твердой цементации является мало производительным и занимает не один десяток часов. Это связанно с тем, что значительная часть времени тратится на прогрев ящика до заданной температуры т.к. карбюризатор является не теплопроводным веществом.
Эффективнее способ газовой цементации.
В этом случае и/з камеру замещенные в ней детали пропускают науглераживающий газ или СО или, что чаще предельные углеводороды (метан, этан, пропан, гексан, октан, нонан, декан). В производстве чаще всего используется природный газ, содержащий до 93-95% группы СН4. При цементации тщательно регламентируют подачу газа. В случае избытка количества газа на поверхности детали оседает слой сажи т.к. не весь углерод может усваиваться поверхностью детали. Температуру цементации не выбирают ниже АС1 т.к. феррит практически не растворяет углерод. Процесс осуществляют выше АС3, а именно при темп. 900–930 ºС. После цементации стр-ра по сечению детали неоднородна. По ковкости стр-ра соответствует стр-ре заэвтектоидной стали. Далее стр-ра эвтектоидной стали (перлит), а затем стр-ра доэтектоидной стали (Ф+П). За толщину слоя принимают толщину заэвт. эвт. и половину доэвт. зоны. Окончательные св-ва формируются после термич. обр. Термообработка обеспечивает измельчение зерна неизбежно выросшего в процессе выдержки при высокой температуре. Устранение цементной сетки.
Термообработка заключ. в закалке с температурой 820–840ºС и низком отпуске при температурах 60–64HRC, легированных 57–60HRC.
Маленькая твердость после ХТО легированных сталей обусловлена повышенным содержанием в стр-ре остаточного аустенита, для устранения которого после закалки иногда проводят обработку холодом.
Для цементирования применяют стали с низким содержанием углерода 0.15–0.25%.
Учебные материалы
Поверхностная закалка является одним из способов увеличения твердости поверхностных слоев изделия, тогда как его сердцевина остается незакаленной (мягкой вязкой) и хорошо воспринимает ударную нагрузку.
Поверхностную закалку проводят индукционным нагревом током высокой частоты (ТВЧ), газовым пламенем, нагревом лазерным лучом.
Закалка с индукционным нагревом. Индукционный нагрев происходит вследствие теплового действия тока, индуктируемого в изделии, помещенном в переменное магнитное поле.
Для нагрева изделие устанавливают в индуктор (соленоид), представляющий собой один или несколько витков пустотелой водоохлаждаемой медной трубки или шины (рисунок 43).
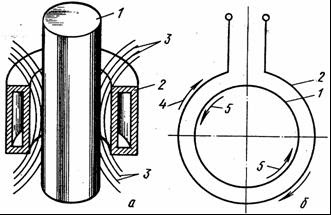
а- распределение магнитного потока в индукторе;
б- направление токов в индукторе и детали;
1- нагреваемая деталь; 2- виток индуктора; 3- магнитные силовые линии.; 4- направление тока в индикаторе; 5- направление тока в детали
Рисунок 43 — Схема индукционного нагрева
Переменный ток, протекая через индуктор, создает переменное магнитное поле. В результате индукции в поверхностном слое возникают вихревые точки и в слое обрабатываемого изделия происходит выделение джоулевой теплоты. Ток проходит в основном в поверхностном слое металла.
Около 90 % теплоты выделяется в слое толщиной Х (м):
где f- частота тока, Гц; r — электрические сопротивления материала детали, Ом×м;m — магнитная проницаемость, Г/м.
Для закалки применяют сравнительно большую мощность (0,1…2,0 кВт/см2), и поэтому время нагрева составляет 2…50 с. Для получения слоя толщиной 1 мм частота тока 50…60 кГц, для слоя толщиной 2 мм — 15 кГц и для слоя толщиной 4 мм — 4 кГц. Обычно считают, что площадь сечения закаленного слоя должна быть не более 20 % всего сечения. После нагрева в индукторе деталь быстро перемещается в специальное охлаждающее устройство — спрейер, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость; иногда нагретые детали сбрасываются в закалочные баки.
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур, поэтому температура закалки при нагреве ТВЧ для одной и той же стали должна быть выше, чем при объемной закалке.
Наиболее целесообразно использовать этот метод для нагрева изделий из углеродистых сталей, содержащих более 0,4 % С. Для легированных сталей ТВЧ, как правило, не применяют, так как одно из их преимуществ — глубокая прокаливаемость легированных сталей — при таком методе не используется.
Преимущество метода ТВЧ — высокая производительность, отсутствие обезуглероживания и окисления поверхности детали, возможность регулирования и контроля режима термической обработки, а также полной автоматизации всего процесса.
Недостаток — высокая стоимость индукционных установок и индукторов (для каждой детали свой индуктор), поэтому этот метод экономически целесообразно использовать только при массовом производстве однотипных деталей простой формы.
Закалка с газопламенным нагревом. Этот способ закалки применяют для крупных изделий (прокатных валков, труб, валов и т.д.). Поверхность детали нагревают газовым пламенем, имеющим температуру до 3150 0С. В качестве горючих газов применяют ацетилен ,природный газ, керосин. Для нагрева используют щелевые горелки (имеющие одно отверстие в форме щели) и многопламенные.
Толщина закаленного слоя обычно 2…4 мм, а его твердость для стали с 0,45…0,5 % С — 50…56 HRС. Процесс газопламенной закалки можно автоматизировать и включить в общий поток механической обработки. Для крупных деталей этот способ закалки часто более рентабелен, чем закалка с индукционным нагревом.
Поверхностная закалка при нагреве лазером. Является одним из широко применяемых видов лазерной обработки металлов и сплавов. Она основана на локальном нагреве участка поверхности световым лучом лазера и охлаждения этого участка со сверхкритической скоростью за счет теплоотвода во внутренние слои металла. При этом не требуется применять охлаждающие среды, что существенно упрощает технологию термоупрочнения. Толщина упрочненного слоя не превышает 1,5…2,0 мм.
Дефекты, возникающие при термической обработке стали > Дальше >
Виды закалки металла
По способу охлаждения различают следующие виды закалки.
Закалка в одной среде
Такая закалка проще по выполнению, но не для любой стали и не для любых изделий ее можно применять.
Быстрое охлаждение в большом интервале температур изделий переменного сечения способствует возникновению температурной неравномерности и больших внутренних напряжений, называемых термическими.
Помимо термических напряжений, при превращении аустенита в мартенсит создаются дополнительно так называемые структурные напряжения
, связанные с тем, что превращение аустенита в мартенсит происходит с увеличением объема.
Если деталь сложной формы или переменного сечения, то увеличение объема проходит неравномерно и вызывает возникновение внутренних напряжений.
Наличие больших напряжений может вызвать коробление изделия, поводку, а иногда и растрескивание, если величина внутренних напряжений превзойдет предел прочности.
Чем больше углерода, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Сталь с содержанием углерода более 0,8% закаливают в одной среде, если изделия простой формы (шарики, ролики и т.д.). В противном случае предпочитают закалку либо в двух средах, либо по способу ступенчатой закалки.
Закалка в двух средах
Этот способ нашел широкое применение для закалки инструмента из высокоуглеродистой стали
.
Состоит он в следующем:
- деталь вначале замачивают в воде и охлаждают до температур 500—550°,
- затем быстро переносят в масло, где оставляют до полного охлаждения.
Ступенчатая закалка
При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой 300—250°. Выдержка при этой температуре в течение 1,5—2 мин. должна обеспечить выравнивание температур по всему сечению изделия, устраняя тем самым термические внутренние напряжения. Последующее охлаждение производят на воздухе.
В качестве охлаждающей среды
используют расплавленные соли, селитры, легкоплавкие металлы.
Ступенчатая закалка
уменьшает внутренние напряжения, коробление и возможность растрескивания деталей.
Недостатки ступенчатой закалки
Недостаток этого вида закалки в том, что охлаждение в горячих средах не может обеспечить большую скорость охлаждения в интервале 400—600°.
В связи с этим ступенчатую закалку для углеродистой стали можно применять для изделий небольшого сечения (диаметр до 10 мм,
например, сверла).
Для легированных сталей
, имеющих небольшие значения критической скорости закалки, ступенчатая закалка применима к изделиям большего сечения.
Закалка с подстуживанием
При таком способе деталь вынимают из печи и перед погружением в охлаждающую жидкость некоторое время выдерживают на воздухе. Время выдержки на воздухе должно быть таким, чтобы не произошел
распад на структуру перлита или сорбита. Это время определяется практикой закалки.
Подстуживание
уменьшает внутренние напряжения и коробление и применяется для тонких и длинных деталей.
Поверхностная закалка стали
От некоторых деталей в эксплуатации требуется высокая поверхностная твердость при сохранении достаточно вязкой сердцевины, например зуб шестерни, шейка коленчатого вала и др.
В этом случае сталь сознательно закаливают на небольшую глубину. Существует несколько методов поверхностной закалки стали.
Поверхностная закалка при нагреве ацетилено-кислородным пламенем
Нагрев изделия производится ацетилено-кислородным пламенем. Пламенная горелка (рис. 67), движущаяся вдоль изделия с определенной скоростью, нагревает его поверхность.
Вслед за горелкой с той же скоростью движется трубка, подающая воду, с помощью которой производится охлаждение изделия.
Глубина прогрева
и температура нагрева регулируются скоростью перемещения горелки и расстоянием горелки от изделия.
Поверхностная закалка токами высокой частоты
Нагрев изделий токами высокой частоты вызывает разогрев поверхностного слоя изделия.
Это объясняется тем, что токи высокой частоты распространяются с неравномерной плотностью по сечению.
Чем больше частота тока, тем на меньшую глубину изделия токи проникают.
Благодаря этому возникает большая плотность тока у поверхности изделия, вызывающая весьма быстрый разогрев поверхностных слоев металла.
Этот метод имеет ряд преимуществ:
высокую производительность, достаточную легкость регулирования глубины закаленного слоя, получение большей твердости, чем при обычных методах закалки, отсутствие окалины и коробления.
Применяемый для этой цели электрический ток получают от специальных генераторов, дающих переменный ток с частотой до 10 млн. гц
(т.е. перемен направления тока в секунду). Ток городской сети имеет частоту 50
гц.
Нагрев изделия осуществляется индуктором
, по которому проходят токи высокой частоты и большой силы.
Индуктор наводит (индуктирует) токи в изделии, помещенном внутри него (рис. 68).
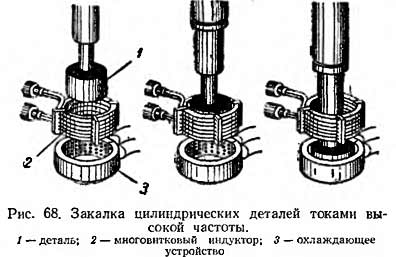
Индуктор изготовляют из полых медных трубок, внутри которых циркулирует охлаждающая вода, поэтому он сам не разогревается за тот короткий промежуток времени, за который деталь успевает нагреться до необходимой температуры.
Форма индуктора
должна точно повторить форму изделия, только тогда изделие закалится да одну и ту же глубину по всему сечению. Затруднения бывают при сложной форме детали, что ограничивает применение этого метода.
Охлаждение нагретой детали
осуществляется чаще всего либо дополнительным дождевым устройством, либо
водой
, циркулирующей внутри индуктора.
В связи с тем что новый тип детали требует изготовления нового индуктора, этот метод целесообразно применять при наличии однотипных деталей в массовом или крупносерийном производстве.
§