Современный мир немыслим без стали. Это металлический сплав железа, углерода, других компонентов. Их соотношение определяет марку, характеристики итогового материала, его применение. Сталь поступает на производство в виде проката — листов заданной толщины, получаемых горячим или холодным методами. Технология напрямую влияет на характеристики получаемого материала.
Нельзя сказать, какой лист лучше, горячекатаный или холоднокатаный. Ответ зависит от требований конкретной области, под которую подбирается прокат с нужными параметрами.
Свойства горячекатаного проката
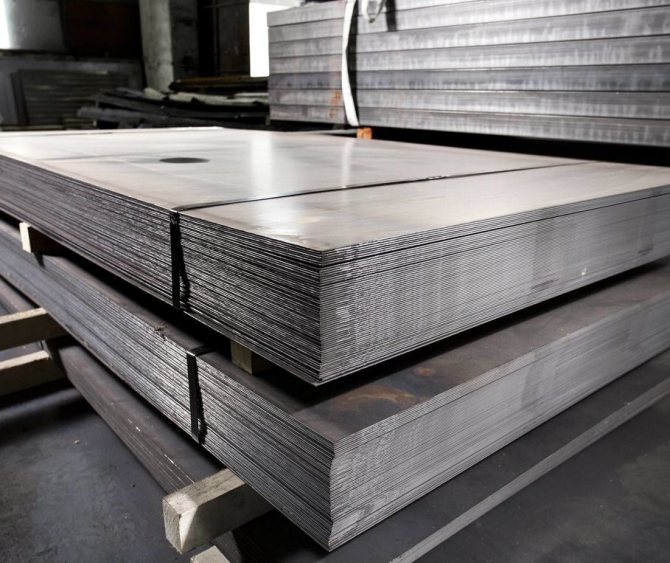
Горячекатаный листовой прокат отличается шероховатой поверхностью. Готовый лист имеет скругленные неточные углы. Если они обрезаются, материал маркируется индексом О, если он поставляется без обрезки, он получает индекс НО. Толщина этого типа стали неравномерна, ей характерен высокий процент содержания окалины.
Сортамент г/к листа по ГОСТ
Принятые нормативы делят горячекатаный лист металла на типы по толщине и сфере использования. Сейчас действуют ГОСТы с номерами:
- 14637-89, описывающий параметры толстолистового г/к проката толщиной 4-160 мм нормального качества, производимого из углеродистых сталей;
- 16523-97, определяющий свойства тонкого г/к проката до 3,9 мм;
- 5520-79, нормирующего выпуск толстолистовой г/к продукции толщиной 4-160 мм, основой которых служат углеродистые, низколегированные, легированные стали, применяемой для изготовления котельного оборудования, промышленных сосудов;
- 5521-93, описывающий листы нормальной и повышенной прочности толщиной 4-60 мм, выпускаемые из стали с увеличенной долей марганца для использования в судостроении;
- 6713-91, задающий параметры толстолистового проката из низколегированных марок для строительства мостов (обычных и северных);
- Р 55374-2012, отвечающий за мостовые конструкции из легированных сталей.
Размеры горячекатаного листа
Горячекатаная сталь нарезается на листы по габаритам, регламентируемым ГОСТ 19903-2015. Этот норматив задает толщину, равную 0,4-160 мм. Он берет за основу обычную нелегированную или низколегированную сталь. Если металл заворачивается в рулоны, его толщина должна быть 1,2-12 мм.
Кромка может обрезаться или не обрезаться. Точность описывается как повышенная или нормальная для толщины до 12 мм. Варианты плоскостности — нормальная, улучшенная, высокая, особо высокая.
Рулоны формируются на основе цельного полотна или двух сваренных кусков. Допустимые длины фрагментов — не меньше 1:5. Другие параметры длин и количества кусков обговариваются с заказчиком.
Ширина листов — 0,5-3,8 м, длина — 7,1-12 м.
Плюсы и минусы
Плюсы горячекатаного метода:
| Минусы горячекатаного метода:
|
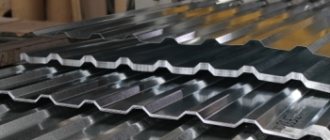
Рулоны холоднокатаной стали тонколистовой

ContentНоя 21, 2018Статьи
Вопрос упаковки
Формирование рулонов холоднокатаной стали – один из наиболее распространенных способов подготовки материала к складированию и транспортировке. С ним работают все крупные производители, и под него проектируется промышленное оборудование – например, перед комплексом лазерной разделки устанавливается приспособление для размотки.
Укладка в рулон (https://tehzavod.ru/catalog/metalloprokat/rulonkholodnokatnyy/) позволяет решить сразу несколько важных проблем:
- Компактность. Листы занимают много места, и имеет смысл уменьшить занимаемое ими место до одного квадратного метра. Рулоны удобно складировать на стеллажах и других специализированных конструкциях.
- Сохранность. Повредить тонкую холоднокатаную сталь несложно, и плотный штрипс снижает такую вероятность. При самых неблагоприятных условиях вмятины и царапины будут только на внешних слоях. Для малых толщин устраняется риск потери плоскостности и ударной деформации.
- Приспособленность для использования типовых захватов при выгрузке и перемещению внутри склада или участка. Разработана специальная оснастка, позволяющая с помощью мостового крана перемещать рулоны различных габаритов.
- Повышенная защита от воздействия влаги. Плотная намотка препятствует попаданию воды внутрь.
- Возможность автоматизации последующего технологического процесса. Это уже упомянутая размотка. Штрипс крепится в начале технологической линии и начинается его автоматическая или полуавтоматическая размотка. Стальной лист подается в рабочую зону оборудования и обрезается заданными участками. Такой подход достаточно прост и дешев в реализации, но он качественно увеличивает производительность и улучшает условия работы, снижая риски по охране труда.
Ключевое значение имеет качество укладки стального листа в рулон – слои должны плотно прилегать друг к другу, не выходить за общий габарит и не деформироваться. Это возможно лишь при применении высокотехнологичного и производительного оборудования. В качестве поставщика качественных штрипсов можно привести (https://tehzavod.ru/).

Применение
Рулоны холоднокатаной стали являются материалом в заготовительном производстве для обработки механической или термической резкой, штамповкой, гибкой, сваркой. Металл, полученный путем прокатки без значительного нагрева, обладает повышенными свойствами, в том числе, и технологичностью.
Объемы применения холоднокатаных листов стальных сплавов растут год от года. Это обусловлено общим повышением качества металлоконструкций, доступностью сырья, усложнением оборудования. Наибольшее применение находит листовое исполнение толщиной 0,3…3,5 мм, шириной 1250 мм. Именно на эти габариты ориентировано большинство станков и оснастки.
НазадВыбираем водоочистной фильтр и сменные картриджи к нему ВперёдШирокая палитра жалюзи и рулонных штор
Похожие статьи
inctanh.com
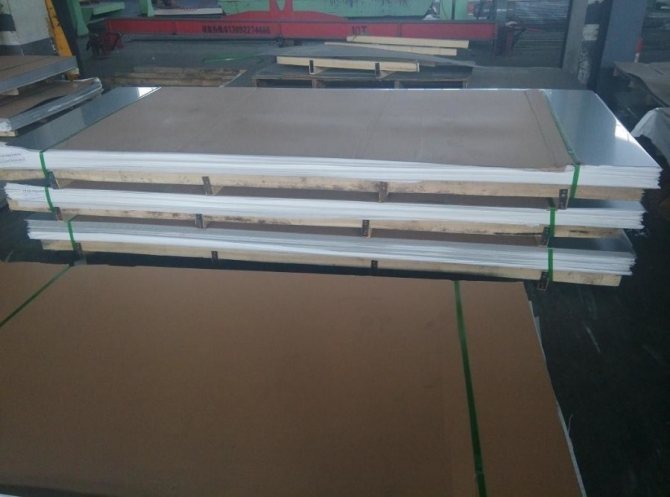
Свойства холоднокатаного проката

Основой для производства холоднокатаного листового проката служат г/к листы. Они проходят дополнительную обработку, чтобы повысить характеристики:
- сделать края, габариты, толщину более четкими;
- избавить от примесей — окалины;
- придать поверхности гладкость, равномерность цвета, характерный металлический блеск;
- прибавить материалу жесткость.
В отличие от горячекатаного стального листа холоднокатаный металл более тонкий: толщина варьируется в диапазоне от 0,35 мм до 5 мм.
Такой материал требует дополнительной антикоррозийной обработки. Обычно для предотвращения ускоренного ржавления он покрывается цинком, хромом, алюминием или другими элементами.
Сортамент х/к листа по ГОСТ
Холоднокатаные листы нормируются ГОСТами под номерами:
- 9045-93 — прокат для холодной штамповки или производства кузовов для автомобилей. Поверхность по заказу получает повышенную, высокую или особо высокую категорию.
- 16523-97 — нормы для х/к листов из черной углеродистой стали. Норматив описывает три типа отделки поверхности.
- 19904-90 — выпуск проката толщиной 0,35-5 мм. Документ задает ширину проката, производимого в виде карт, равную 500-2350 мм, и длину — 1-6 м. Габариты рулонов не ограничиваются, нормируется лишь толщина — до 3,5 мм.
Плюсы и минусы
Преимущества холоднокатаного метода:
| Недостатки холоднокатаного метода:
|
Это подводит к тому, что выбор между холоднокатаным листом или горячекатаным листом определяется областью применения металлоизделий.
Что такое холоднокатаная сталь?
Холоднокатаная сталь — это низкоуглеродистая сталь, производимая методом «холодной прокатки» и обрабатываемая при температуре, близкой к нормальной. Холоднокатаная сталь отличается превосходной прочностью и обрабатываемостью. Листы из холоднокатаной стали обычно используются для изготовления изделий, где требуются жесткие допуски, соосность, прямолинейность и поверхности с покрытием.
Термин «холоднокатаный» фактически относится к наименованию плоского листового проката и рулонов.
Отличия свойств горячекатаного и холоднокатаного стального листа
Главное, чем отличается холоднокатаный лист от горячекатаного — качеством, толщинами и ценой.
Теоретически минимальная толщина г/к металла составляет 0,4 мм, однако на практике она редко меньше 1,2 мм. Максимальное значение достигает 20 см. Невысокое качество обуславливается применением недорогих марок стали, что отражается и на цене.
В отличие от горячекатаного, холоднокатаный лист способен раскатываться до тончайшей фольги. В строительстве, промышленности задействуются материалы от 0,35 мм. Верхний предел здесь составляет 5 мм. Этот вид металла прочнее и жестче, но он более уязвим к коррозии, поэтому его оцинковывают или защищают другими способами. Поскольку достижение этих свойств требует дополнительных производственных этапов, цена х/к проката выше.
| Параметры | Холоднокатаный лист | Горячекатаный лист |
| ГОСТ | 19903-2015 (19903-74) | 19904-90 |
| Температура производства | от 1150С — 1200С до 900С — 950С | 450С — 550С |
| Толщина (мм) | 0,35–5 | 0,4–160 |
| Количество классов по толщине (мм) | 3 (от +/- 0,02 до +/- 0,25) | 2 (от +/- 0,05 до +3,1 и -4,2) |
| Ширина (мм) | 500 – 2 350 | 500 – 2 200 |
| Количество классов по ширине (мм) | 3 (от +2 до +10) | 1 (от +6 до +75) |
| Длина (мм) | 1 000 – 6 000 | 710 – 12 000 |
| Количество классов точности по длине | 3 (от +2 до +25) | 1 (от +10 до +75) |
Где используются
Область применения холоднокатаных листов с каждым годом все увеличивается, это происходит потому, что современные технологии позволяют изготавливать более качественные и полезные изделия.

Их применяют для:
- Производства автомобильных запчастей и кузовов;
- При проектировании самолетов и кораблей;
- В военной промышленности;
- В строительстве.

Алмазные фрезы по камню: варианты, особенности, как выбратьООО ГК «ТрансСтройКомплект» — надежный поставщик чугунных изделий в России
Особенности алмазных дисков для мокрой резки



Различия в производстве стальных листов

Производство горячекатаного и холоднокатаного листа идет по схожей технологии. Разница состоит в количестве производственных процессов. Сначала в печь отправляется сырье в виде слитков или слябов (куски плитной формы), где они расплавляются при температуре в 900-1200 градусов Цельсия (нагрев зависит от химического состава, габаритов слябов, марки стали). Затем рыхлится окалина, удаляется окись. Дальнейшие действия идут в порядке:
- раскаленная заготовка обжимается со всех сторон так, чтобы ее габариты соответствовали стандартам;
- выровненный слиток направляется в черновую, а потом в чистовую клеть, где он обжимается вращающимися валами, расстояние между которыми задает толщину проката;
- металлические полосы, получаемые после обработки валами, скатываются в рулоны или нарезаются;
- финальным этапом заготовки проходят термическую обработку в печах — закаливаются, обжигаются, очищаются.
На этом этапе г/к прокат готов к отпуску, продаже или применению на дальнейшем производстве.
Холоднокатаный лист получает дополнительную обработку. Он производится из горячекатаного проката, который очищается от оставшейся окалины механическим или химическим способом. Нередко оба метода комбинируются.
Механическая очистка производится путем шлифовки проката металлическими шарообразными частицами, подаваемыми воздушной струей. Так удаляются различные загрязнения, уносимые вместе с воздухом.

Химическая очистка представляет собой погружение проката в ванну с 25% раствором соляной кислоты, которая разъедает мельчайшие загрязнения, придавая поверхности материала гладкость и чистоту.
После обработки для получения х/к проката материал проходит процессы:
- обрезка кромки;
- промасливание перед сворачиванием в рулон;
- обжимание валами до требуемой толщины;
- обжиг при температуре до 730 градусов Цельсия для повышения прочности;
- охлаждение;
- сжатие на дрессировочном стане до 3%, чтобы поднять твердость;
- при необходимости — финальная подрезка краев.
Дополнительно прокат может оцинковываться.
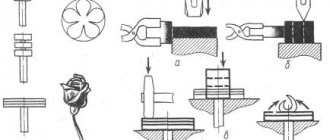
Основные этапы холодной прокатки
Исходный материал (подкат), подаваемый на стан холодной прокатки, может иметь на поверхности окалину, которую необходимо удалить наиболее удобным способом:
- с помощью дробеструйной обработки;
- растворением оксидов кислотами – соляной или серной, более эффективна соляная кислота;
- комбинированием двух выше названных методов.
После предварительной обработки горячекатаный подкат поступает на стан холодной прокатки, в состав которого входят:
- четыре или пять клетей, в которых осуществляется обжатие до заданных параметров;
- моталка;
- ножницы;
- петлеобразующий механизм и другие устройства.
После операции холодной прокатки на поверхности листа образуется наклепанный слой, обладающий высокой прочностью и низкой пластичностью. Для устранения наклепа применяют термическую обработку – отжиг при температуре +700°С, – позволяющую восстановить характеристики пластичности. Применяемое оборудование – колпаковые или протяжные печи.
Одна из финальных операций – дрессировка, которая представляет собой малое обжатие, обеспечивающее следующие положительные моменты:
- повышение прочности стали;
- уменьшение волнистости полосы;
- улучшение качества поверхности;
- незначительное снижение предела текучести;
- после дрессировки не появляются линии сдвига, которые обязательно проявляются во время штамповки.
Сферы использования горячекатаного и холоднокатаного металла
| Г/к лист | Х/к лист |
Стальные горячекатаные листы используются в:
Этот вид металлоизделий необходим там, где нужна сталь, но нет повышенной требовательности к эстетичности. Например — возведение мостов, котлов, печей, конструкций с болтовыми или сварными соединениями. | Холоднокатаные листы нужны для:
|
Горячекатаный и холоднокатаный прокат служит основой для профилей металлокаркасных конструкций, которые мы используем для монтажа быстровозводимых тентовых ангаров. В зависимости от проекта и нагрузок на конструкции мы предлагаем 3 варианта металлического каркаса. Подробнее об этом читайте по ссылке.
Разновидность продукции
Стальные холоднокатаные прокаты выпускаются с использованием различных по конструкции прокатных станов, у которых несколько уровней производительности и отличные друг от друга технические характеристики, поэтому на выходе получается большое разнообразие сортамента металлических листов:
- примерно 80% от основной массы проката листового холоднокатаного производится в виде низкоуглеродистой стали толщиной от 0,5 до 2,6 мм, ширина полос составляет 2,3 м, эта продукция чаще всего применяется в автомобильной промышленности, поэтому ее второе распространенное название «автолист»;
- из низкоуглеродистой стали получают жесть толщиной от 0,08 до 0,6 мм, шириной 1,3 м с защитным покрытием, чаще всего из олова, жестяные полосы применяются в производстве пищевой тары, консервных банок;
- выпускают довольно большое количество отожженной и травленой полосовой стали (декапир), используемой при изготовлении эмалированной посуды и других предметов с аналогичным покрытием;
- для применения в строительстве получают продукцию в виде кровельного металла с цинковым покрытием;
- производят две группы важных в техническом отношении легированных сталей — нержавеющую и электротехническую стали, отличающиеся антикоррозионной стойкостью;
- цветная металлургия выпускает холодный прокат в виде алюминиевых, медных, никелевых, цинковых, титановых, свинцовых полос, лент и листов из сложносоставных составов этих и других элементов;
- фольга из алюминия производится полосами толщиной от 0,006 мм, шириной 1,0—1,5 м.