Конструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
- Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика. Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
- Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность. Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Предохранительный механизм срабатывает при остановке метчика. Если его не будет, тогда режущий инструмент может сломаться от возникающей нагрузки.
Резьбонарезные предохранительные головки с метчиками
Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.
Головка предохранительная поставляется с определенными настройками для сталей по ГОСТ 1050-88. Для настройки их работы при условии, что заготовка изготовлена из других металлов, проводится подкрутка регулировочной гайки.
Патроны резьбонарезные с головками предохранительными
Патроны резьбонарезные с головками предохранительными
Патроны резьбонарезные с головками предохранительными предназначены для нарезания различных типов правой резьбы метчиками. Применяются на сверлильных, фрезерных, токарных станках и станках типа обрабатывающий центр. Резьбонарезные патроны имеют механизмы осевой компенсации, позволяющие компенсировать разность между подачей станка и шагом метчика, предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика.
Головка имеет встроенную предохранительную шариковую муфту с механизмом регулировки передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет предохранить метчики от поломки (при увеличении момента метчик останавливается). Это наиболее целесообразно и незаменимо при нарезании резьб в глухих отверстиях, труднообрабатываемых материалах, при нарезании резьб с мелким шагом. Головка имеет механизм быстрой смены метчика с надежной фиксацией в течении нескольких секунд.
Патрон резьбонарезной Головка предохранительная Метчик
Головка предохранительная
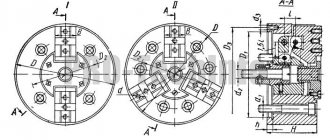
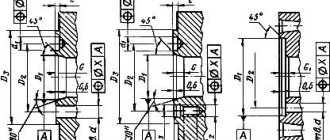
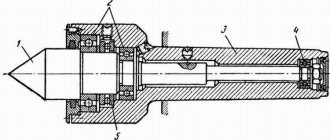
Устройство и принцип работы:
1 — корпус; 2 — втулка; 3 — шарики; 4 — пружина; 5 — поводок;
6 — шарики; 7 — пружины тарельчатые; 8 — кольцо; 9 — гильза;
10 — гайка; 11 — кольцо замковое; 12 — заглушка; 13 — шайба
— Метчик устанавливается в квадратное отверстие корпуса 1 и втулку 2.
— Зажим метчика производится шариками 3 при перемещении втулки 2 пружиной 4.
— Крутящий момент к корпусу 1 от резьбонарезного патрона передаётся поводком 5 через шарики 6, поджатые кольцом 8 и тарельчатыми пружинами 7 в лунки корпуса.
Регулировка крутящего момента обеспечивается изменением величины деформации тарельчатых пружин 7 при вращении гайки 10.
Головка предохранительная поставляется с отрегулированным крутящим моментом, обеспечивающим нарезание указанной на головке резьбы в стали 45, 153…203 HB по ГОСТ 1050-88.
Величина крутящего момента для других сталей определяется эксперементально и регулируется вращением гайки 10, согласно паспорта изделия.
Порядок настройки и работы:
При нарезании резьбы в сталях с механическими свойствами, отличающимися от стали 45, необходимо выполнить следующее:
— расчётным или эксперементальным методом (с помощью динамометрического ключа) определить момент резания Нм в данной стали необходимым метчиком.
— снять замковое кольцо и произвести настройку крутящего момента вращением гайки по часовой стрелке для увеличения крутящего момента. Контроль головки на крутящий момент производится динамометрическим ключом и специальной оправкой, зафиксированной вместо метчика. После настройки головки гайку зафиксировать кольцом замковым.
— после настройки головка готова к эксплуатации и правильно отрегулированная головка должна обеспечить плавное нарезание метчиком резьбы, при упоре метчика в дно глухого отверстия появление треска в головке сигнализирует о прекращении вращения метчика.
— при нарезании резьбы с мелким шагом величина крутящего момента определяется по формуле:
где, Мт- крутящий момент по таблице, Рх- шаг нарезаемой резьбы, Р- крупный шаг резьбы для данного диаметра.
Головки предохранительные
Применяются совместно с патронами резьбонарезными.
Предназначены для крепления правых метчиков
Преимущества:
- обеспечение качественного нарезания правых резьб.
- наличие встроенной предохранительной муфты
предотвращает от поломок метчика в случае слишком
большого увеличения крутящего момента: например метчик
достигает дна глухого отверстия.
- наличие механизма регулировки крутящего момента,
быстрой смены и крепления метчика.
ТУ РБ 00223728.011-98
| Обозначение | Хвостовик | D | d | l | d1х | D нарезаемых резьб | Крутящий момент Нм* по стали 45 153…203 НВ | кг | ||
| Метрической, мм | Дюймовой, дюймы | Трубная цилиндр., дюймы ГОСТ 6357-81 | ||||||||
| 6251-4002М | ГОСТ 3266-81 | 38 | 19 | 41 | 3,15х2,5 | M3 | — | 2,0 | 0,244 | |
| 6251-4002М -01 | 4,0х3,15 | М4 | — | 3,0 | 0,239 | |||||
| 6251-4002М -02 | 5,0х4,0 | М5 | — | 4,0 | 0,246 | |||||
| 6251-4002М -03 | 6,3х5,0 | М6/М8 | 1/4 | 10,0 | 0,231 | |||||
| 6251-4002М -04 | 8,0х6,3 | М8/М10 | 5/16 | 1/8 | 20,0 | 0,238 | ||||
| 6251-4002М -05 | 10,0х8,0 | М10 | 3/8 | 1/4 | 30,0 | 0,225 | ||||
| 6251-4002М -06 | 9,0х7,1 | М12 | 1/2 | — | 40,0 | 0,201 | ||||
| 6251-4002М -07 | 58 | 32 | 61 | 11,2х9,0 | М14 | 9/16 | — | 45,5 | 0,914 | |
| 6251-4002М -08 | 12,5х10,0 | М16 | 5/8 | — | 55 | 0,812 | ||||
| 6251-4002М -09 | 14,0х11,2 | М18/М20 | 3/4 | 3/8 | 64;70 | 0,952 | ||||
| 6251-4002М -10 | 16,0х12,5 | М22 | 7/8 | 1/2 | 78 | 0,9 | ||||
| 6251-4002М -11 | 18,0х14,0 | М24 | 1 | 5/8 | 124 | 0,856 | ||||
| 6251-4002М -12 | 84 | 50 | 83 | 20,0х16,0 | М27/М30 | 1 1/8 | — | 152;200 | 2,648 | |
| 6251-4002М -13 | 22,4х18,0 | М33 | 1 1/4 | 3/4 | 260 | 2,592 | ||||
| 6251-4002М -14 | 25,0х20,0 | М36 | 1 3/8 | 7/8 | 280 | 2,617 | ||||
| 6251-4002М -15 | 28,0х22,4 | М39/М42 | 1 1/2 | 1; 1 1/8 | 320;350 | 2,573 | ||||
| 6251-4002М-60 | DIN 352 | 38 | 19 | 41 | 6,0х4,9 | М4,5-М8 | — | — | 0,24 | |
| 6251-4002М-61 | 58 | 32 | 61 | 11,0х9,0 | М14 | — | — | 1,8 | ||
| 6251-4002М-62 | 12,0х9,0 | М16 | — | — | 1,5 | |||||
| 6251-4002М-63 | 18,0х14,5 | М22/М24 | — | — | 1,7 | |||||
| 6251-4002М-70 | 38 | 19 | 91 | 6,0х4,9 | М4,5-М8 | — | — | 0,3 | ||
| 6251-4002М-71 | 58 | 32 | 111 | 11,0х9,0 | М14 | — | — | 2,0 | ||
| 6251-4002М-72 | 12,0х9,0 | М16 | — | — | 2,0 | |||||
| 6251-4002М-73 | 18,0х14,5 | М22/М24 | — | — | 1,87 | |||||
| 6251-4002М-80 | 38 | 19 | 141 | 6,0х4,9 | М6 | — | — | 0,37 | ||
| 6251-4002М-81 | 58 | 32 | 161 | 11,0х9,0 | М14 | — | — | 2,2 | ||
| 6251-4002М-82 | 12,0х9,0 | М16 | — | — | 2,1 | |||||
| 6251-4002М-83 | 18,0х14,5 | М22/М24 | — | — | 2,0 | |||||
| 6251-4002М-84 | 38 | 19 | 41 | 7,0х5,5 | М10 | — | — | 0,23 | ||
| 6251-4002М-85 | 58 | 32 | 61 | 16,0х12,0 | М20 | — | — | 1,7 | ||
предельное отклонение крутящего момента ± 10%
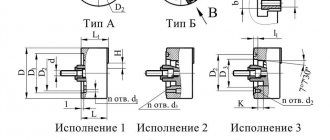
Головки предохранительные удлиненные
| Обозначение | D резьбы | D | d | l | d1х | кг | Обозначение | D резьбы | D | d | l | d1х□ | кг |
| 6251-4002М -20 | М3 | 38 | 19 | 91 | 3,15х2,5 | 0,311 | 6251-4002М -40 | М3 | 38 | 19 | 141 | 3,15х2,5 | 0,311 |
| 6251-4002М -21 | М4 | 4,0х3,15 | 0,306 | 6251-4002М -41 | М4 | 4,0х3,15 | 0,306 | ||||||
| 6251-4002М -22 | М5 | 5,0х4,0 | 0,313 | 6251-4002М -42 | М5 | 5,0х4,0 | 0,313 | ||||||
| 6251-4002М -23 | М6 | 6,3х5,0 | 0,298 | 6251-4002М -43 | М6 | 6,3х5,0 | 0,298 | ||||||
| 6251-4002М -24 | М8 | 8,0х6,3 | 0,305 | 6251-4002М -44 | М8 | 8,0х6,3 | 0,305 | ||||||
| 6251-4002М -25 | М10 | 10,0х8,0 | 0,292 | 6251-4002М -45 | М10 | 10,0х8,0 | 0,292 | ||||||
| 6251-4002М -26 | М12 | 9,0х7,1 | 0,268 | 6251-4002М -46 | М12 | 9,0х7,1 | 0,268 | ||||||
| 6251-4002М -27 | М14 | 58 | 32 | 111 | 11,2х9,0 | 1,094 | 6251-4002М -47 | М14 | 58 | 32 | 161 | 11,2х9,0 | 1,094 |
| 6251-4002М -28 | М16 | 12,5х10,0 | 0,992 | 6251-4002М -48 | М16 | 12,5х10,0 | 0,992 | ||||||
| 6251-4002М -29 | М18/М20 | 14,0х11,2 | 1,132 | 6251-4002М -49 | М18/М20 | 14,0х11,2 | 1,132 | ||||||
| 6251-4002М -30 | М22 | 16,0х12,5 | 1,08 | 6251-4002М -50 | М22 | 16,0х12,5 | 1,08 | ||||||
| 6251-4002М -31 | М24 | 18,0х14,0 | 1,036 | 6251-4002М -51 | М24 | 18,0х14,0 | 1,036 | ||||||
| 6251-4002М -32 | М27/М30 | 84 | 50 | 133 | 20,0х16,0 | 3,013 | 6251-4002М -52 | М27/М30 | 84 | 50 | 183 | 20,0х16,0 | 3,103 |
| 6251-4002М -33 | М33 | 22,4х18,0 | 3,047 | 6251-4002М -53 | М33 | 22,4х18,0 | 3,047 | ||||||
| 6251-4002М -34 | М36 | 25,0х20,0 | 3,072 | 6251-4002М -54 | М36 | 25,0х20,0 | 3,072 | ||||||
| 6251-4002М -35 | М39/М42 | 28,0х22,4 | 3,028 | 6251-4002М -55 | М39/М42 | 28,0х22,4 | 3,028 |
Головка метчиковая
Головка метчиковая без предохранительной муфты предназначена для крепления метчиков различных стандартов указанных в таблице при нарезании правых и левых резьб в сквозных отверстиях.
Применяется совместно с патронами резьбонарезными 6162-4002,4003 (см. стр.32) выпускаемых на ОАО «ОИЗ» на универсальных и многоцелевых обрабатывающих станках с ЧПУ.
| Обозначение | Стандарт хвостовика метчика | dx□ | D | D1 | b | L | кг | ||||
| ГОСТ 3266-81 | DIN 352 | DIN374; DIN 376 | Трубная, цилиндр. Дюймы ГОСТ 6357-81 | Дюймовой, дюймы | |||||||
| Диаметр нарезаемых резьб- | |||||||||||
| 6251-4007 | М3/М4 | — | — | — | — | 3,15х2,5 | 34 | 19 | 10 | 34,5 | 0,085 |
| 6251-4007-01 | М4/М5 | — | — | — | — | 4,0х3,15 | 0,084 | ||||
| 6251-4007-02 | — | М4 | М6 | — | — | 4,5х3,4 | 0,083 | ||||
| 6251-4007-03 | М5 | — | — | — | №10 | 5,0х4,0 | 0,082 | ||||
| 6251-4007-04 | М4,5/М6 | — | — | — | 1/4″ | 4,5х3,55 | 0,083 | ||||
| 6251-4007-05 | — | — | М7 | — | — | 5,5х4,3 | 0,081 | ||||
| 6251-4007-06 | — | М4,5/М5/М6/М7/М8 | М8 | — | — | 6,0х4,9 | 0,080 | ||||
| 6251-4007-07 | М6/М8 | — | — | — | 1/4″;5/6″ | 6,3х5,0 | 0,079 | ||||
| 6251-4007-08 | — | М10 | М10 | — | — | 7,0х5,5 | |||||
| 6251-4007-09 | М7/М4 | — | — | — | 3/8″ | 7,1х5,6 | |||||
| 6251-4007-10 | М8/М10 | — | — | 1/8″ | 5/16″;7/16″ | 8,0х6,3 | 0,076 | ||||
| 6251-4007-11 | — | М11 | М11 | — | — | 8,0х6,2 | |||||
| 6251-4007-12 | М10 | — | — | 1/4″ | 3/8″ | 10,0х8,0 | 0,068 | ||||
| 6251-4007-13 | — | М12 | М12 | — | — | 9,0х7,0 | 0,073 | ||||
| 6251-4007-14 | М9/М12 | — | — | — | 1/2″ | 9,0х7,1 | |||||
| 6251-4007-15 | М9/М12 | — | — | — | 1/2″ | 50 | 32 | 14 | 45 | 0,264 | |
| 6251-4007-16 | — | М14 | М14 | — | — | 11,0х9,0 | 0,256 | ||||
| 6251-4007-17 | М14 | — | — | — | 9/16″ | 11,2х9,0 | |||||
| 6251-4007-18 | — | М16 | М16 | — | — | 12,0х9,0 | 0,252 | ||||
| 6251-4007-19 | М16 | — | — | — | 5/8″ | 12,5х10,0 | 0,246 | ||||
| 6251-4007-20 | — | М18 | М18 | — | — | 14,0х11,0 | 0,237 | ||||
| 6251-4007-21 | М18/М20 | — | — | 3/8″ | 3/4″ | 14,0х11,2 | |||||
| 6251-4007-22 | — | М20 | М20 | — | — | 16,0х12,0 | 0,228 | ||||
| 6251-4007-23 | М22 | — | — | 1/2″ | 7/8″ | 16,0х12,5 | |||||
| 6251-4007-24 | М24 | — | — | 5/8″ | 1″ | 18,0х14,0 | 47 | 0,217 | |||
| 6251-4007-25 | — | М22/М24 | М22/М24 | — | — | 18,0х14,5 | |||||
| 6251-4007-26 | М24 | — | — | 5/8″ | 1″ | 18,0х14,0 | 72 | 50 | 18 | 57 | 0,743 |
| 6251-4007-27 | — | М22/М24 | М22/М24 | — | — | 18,0х14,5 | |||||
| 6251-4007-28 | М27/М30 | М27 | М27 | — | 1.1/8″ | 20,0х16,0 | 0,722 | ||||
| 6251-4007-29 | — | М30 | М30 | — | — | 22,0х18,0 | 58 | 0,685 | |||
| 6251-4007-30 | М33 | — | — | 3/4″ | 1.1/4″ | 22,4х18,0 | 0,681 | ||||
| 6251-4007-31 | М36 | М33 | М33 | 7/8″ | 1.3/8″ | 25,0х20,0 | 0,640 | ||||
| 6251-4007-32 | — | М36 | М36 | — | — | 28,0х22,0 | 60 | 0,629 | |||
| 6251-4007-33 | М39/М42 | — | — | 1; 1.1/8″ | 1.1/2″ | 28,0х22,4 | 0,627 | ||||
| 6251-4007-34 | — | М39/М42 | М39/М42 | — | — | 32,0х24,0 | 64 | 0,619 | |||
ПРЕИМУЩЕСТВА:
— при обработке сквозных резьбовых отверстий обладает большей жесткостью и значительно большим сроком эксплуатации.
— имеется механизм быстрой смены метчиков в течении нескольких секунд с надёжной фиксацией.
— конструкция головки и патрона позволяет производить быструю замену головок на другой размер метчика.
**По спецзаказу возможно изготовление диаметра dи квадрата под метчик других размеров.
Патроны резьбонарезные
Патроны предназначены для крепления предохранительных головок, обеспечивают быструю смену предохранительных головок.
Осевая компенсация погрешностей подачи станка и шага метчика
F — растяжение
F1 — сжатие
ТУ РБ 00223728.001-98
| Хвостовик | Обозначение | D нарезания резьбы | К* | L | F | F1 | l | d | кг |
| 6162-4002 | M3…M12 | 30 | 153 | 15 | 5 | 85 | 19 | 0,86 | |
| 6162-4002-01 | 40 | 178 | 1,54 | ||||||
| 6162-4002-02 | M14…M24 | 205 | 20 | 8 | 112 | 32 | 2,96 | ||
| 6162-4002-03 | M3…M12 | 50 | 212 | 15 | 5 | 85 | 19 | 3,06 | |
| 6162-4002-04 | M14…M24 | 239 | 20 | 8 | 112 | 32 | 4,2 | ||
| 6162-4002-05 | M27…M42 | 272 | 25 | 10 | 145 | 50 | 6,98 | ||
| 6162-4002-06 | M3…M12 | 45 | 192 | 15 | 5 | 85 | 19 | 2,33 | |
| 6162-4002-07 | M14…M24 | 219 | 20 | 8 | 112 | 32 | 3,63 | ||
| 6162-4002-08 | M27…M42 | 284 | 25 | 10 | 177 | 50 | 6,2 | ||
| 6162-4002-10 | M3…M12 | 30 | 147 | 15 | 5 | 100 | 19 | 6,84 | |
| 6162-4002-11 | 40 | 168 | 1,52 | ||||||
| 6162-4002-12 | M14…M24 | 190 | 20 | 8 | 122 | 32 | 2,94 | ||
| 6162-4002-13 | M3…M12 | 50 | 202 | 15 | 5 | 100 | 19 | 2,7 | |
| 6162-4002-14 | M14…M24 | 229 | 20 | 8 | 127 | 32 | 3,83 | ||
| 6162-4002-15 | M27…M42 | 251 | 25 | 10 | 149 | 50 | 6,6 | ||
| 6162-4002-16 | M3…M12 | 45 | 183 | 15 | 5 | 100 | 19 | 2,1 | |
| 6162-4002-17 | M14…M24 | 205 | 20 | 8 | 122 | 32 | 3,43 | ||
| 6162-4002-18 | M27…M42 | 274 | 25 | 10 | 191 | 50 | 6,34 | ||
| 6162-4002-20 | M3…M12 | 30 | 138 | 15 | 5 | 90 | 19 | 0,94 | |
| 6162-4002-21 | 40 | 161 | 96 | 1,7 | |||||
| 6162-4002-22 | M14…M24 | 182 | 20 | 8 | 117 | 32 | 3,1 | ||
| 6162-4002-23 | M3…M12 | 50 | 208 | 15 | 5 | 106 | 19 | 3,43 | |
| 6162-4002-24 | M14…M24 | 234 | 20 | 8 | 132 | 32 | 4,55 | ||
| 6162-4002-25 | M27…M42 | 262 | 25 | 10 | 160 | 50 | 7,08 | ||
| 6162-4002-26 | M3…M12 | 45 | 184 | 15 | 5 | 101 | 19 | 2,7 | |
| 6162-4002-27 | M14…M24 | 206 | 20 | 8 | 123 | 32 | 3,83 | ||
| 6162-4002-28 | M27…M42 | 273 | 25 | 10 | 190 | 50 | 6,43 | ||
| 6162-4003 | M3…M12 | 2 | 193 | 15 | 5 | 118 | 19 | 1,0 | |
| 6162-4003-01 | 3 | 212 | 1,16 | ||||||
| 6162-4003-02 | M14…M24 | 248 | 20 | 8 | 154 | 32 | 2,73 | ||
| 6162-4003-03 | 4 | 272 | 3,05 | ||||||
| 6162-4003-04 | M27…M42 | 328 | 25 | 10 | 210 | 50 | 7,81 | ||
| 6162-4003-05 | 5 | 360 | 8,78 | ||||||
| 6162-4003-10 | M3…M12 | 2 | 182 | 15 | 5 | 118 | 19 | 0,97 | |
| 6162-4003-11 | 3 | 199 | 1,1 | ||||||
| 6162-4003-12 | M14…M24 | 235 | 20 | 8 | 154 | 32 | 2,57 | ||
| 6162-4003-13 | 4 | 256 | 2,94 | ||||||
| 6162-4003-14 | M27…M42 | 312 | 25 | 10 | 210 | 50 | 6,69 | ||
| 6162-4003-15 | 5 | 339 | 8,59 | ||||||
| 6162-4003-20 | M3…M12 | Tr36´3 | 233 | 15 | 5 | 129 | 19 | 1,71 | |
| 6162-4003-21 | Tr48´3 | 255 | 2,72 | ||||||
| 6162-4003-22 | M14…M24 | Tr36´3 | 267 | 20 | 8 | 163 | 32 | 3,28 | |
| 6162-4003-23 | Tr48´3 | 293 | 167 | 4,28 | |||||
| 6162-4003-24 | M27…M42 | 348 | 25 | 10 | 222 | 50 | 9,03 | ||
| 6162-4003-30 | M3…M12 | Ø30 | 166 | 15 | 5 | 111 | 19 | 1,47 | |
| 6162-4003-31 | Ø40 | 174 | 2,07 | ||||||
| 6162-4003-32 | M14…M24 | 210 | 20 | 8 | 147 | 32 | 3,15 | ||
| 6162-4003-33 | M3…M12 | Ø50 | 189 | 15 | 5 | 111 | 19 | 2,97 | |
| 6162-4003-34 | M14…M24 | 225 | 20 | 8 | 147 | 32 | 4,16 | ||
| 6162-4003-35 | M27…M42 | 281 | 25 | 10 | 203 | 50 | 8,33 | ||
| 6162-4003-36 | M3…M12 | Ø60 | 205 | 15 | 5 | 111 | 19 | 4,55 | |
| 6162-4003-37 | M14…M24 | 241 | 20 | 8 | 147 | 32 | 5,95 | ||
| 6162-4003-38 | M27…M42 | 297 | 25 | 10 | 203 | 50 | 10,88 |
Достоинства и недостатки использования резьбонарезных патронов
К достоинствам резьбонарезных патронов можно отнести:
- Высокое качество обработки при использовании метчиков.
- Возможность уменьшение себестоимости за счет использования оборудования, которое выполняет не только работы по резьбонарезанию.
- Предустановленный показатель передаваемого крутящего момента согласно ГОСТ.
- Возможность наладки работы при помощи специальной гайки.
- Быстрая смена режущего инструмента вместе с предохранительной головкой.
- Возможность использования с предохранительным устройством, которое защитит режущий инструмент от губительного воздействия высокого показателя крутящего момента.
- Обработку может проводить мастер, не обладающий высокой квалификации.
Читать также: Цветная металлургия краткое сообщение
Среди недостатков можно отметить только увеличение себестоимости деталей, а также специализацию большого числа моделей рассматриваемой оснастки на нарезании правой резьбы.
Патроны резьбонарезные с автоматическим реверсом
Сортировать по цене (убыв.) | наименованию (убыв.)
| Фото | Название | Цена | Количество | |
| Патрон резьбонарезной КМ 2 для метчиков М3-М12 «SOVIS» | В наличии | 5 650 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 2 для метчиков М12-М24 «SOVIS» | В наличии | 5 870 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 2 для метчиков М3-М12 (по DIN 371/374/376) с набором предохранительных головок «SOVIS» | В наличии | 14 680 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной с автоматическим реверсом КМ 2 для метчиков М3-М12 «SOVIS» | В наличии | 18 960 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М3-М12 «SOVIS» | В наличии | 5 650 руб. (с НДС) | В корзину Сравнить | |
| Патрон резьбонарезной КМ 3 для метчиков М12-М24 «SOVIS» | В наличии | 5 870 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М3-М12 (по DIN 371/374/376) с набором предохранительных головок «SOVIS» | В наличии | 14 680 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной с автоматическим реверсом КМ 3 для метчиков М3-М12 «SOVIS» | В наличии | 18 960 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной с автоматическим реверсом КМ 3 для метчиков М10-М20 «SOVIS» | В наличии | 27 000 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М12-М24 (по DIN 374/376) с набором предохранительных головок «SOVIS» | В наличии | 21 680 руб. (с НДС) | В корзину Сравнить | |
| Патрон резьбонарезной КМ 4 для метчиков М3-М12 «SOVIS» | В наличии | 5 650 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М12-М24 «SOVIS» | В наличии | 6 320 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М3-М12 (по DIN 371/374/376) с набором предохранительных головок «SOVIS» | В наличии | 14 680 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М12-М24 (по DIN 374/376) с набором предохранительных головок «SOVIS» | В наличии | 21 680 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М3 для метчиков по DIN371 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М3,5 для метчиков по DIN371 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М4 для метчиков по DIN371 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М5-М6 для метчиков по DIN371 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М8 для метчиков по DIN371 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М10 для метчиков по DIN371 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М10 для метчиков по DIN376 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М12 для метчиков по DIN376 «SOVIS» | В наличии | 1 450 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М14 для метчиков по DIN376 «SOVIS» | В наличии | 1 920 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М16 для метчиков по DIN376 «SOVIS» | В наличии | 1 920 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М18 для метчиков по DIN376 «SOVIS» | В наличии | 1 920 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М20 для метчиков по DIN376 «SOVIS» | В наличии | 1 920 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительная М22-24 для метчиков по DIN376 «SOVIS» | В наличии | 1 920 руб. (с НДС) | В корзину Сравнить |

























резьбонарезные патроны с автоматическим реверсом
В полной мере реализовать возможности современных станков можно только с помощью качественной оснастки. Резьбонарезной патрон с системой автоматического реверса — элемент, применяемый для точного позиционирования и удержания метчика при формировании резьбы. Устройства совместимы как со стандартными токарными и сверлильными станками, так и с обрабатывающими центрами.
Преимущества специализированной оснастки для нарезания резьбы:
- высокая точность и повторяемость операций;
- возможность быстрой смены режущего инструмента;
- удешевление производственного процесса благодаря возможности привлечения к работам станков, не предназначенных для нарезания резьбы;
- невысокие требования к квалификации оператора.
Реверсивные резьбонарезные патроны обладают еще одним важным достоинством. В такой оснастке используется механизм, автоматически включающий обратную подачу при достижении заданной глубины. Современные системы реверса надежны, долговечны и не требуют обслуживания.
Классификация
Практически все виды рассматриваемой оснастки имеют схожую конструкцию. Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
- Тип хвостовика, который определяет ГОСТ.
- Диапазон нарезания, в котором может использоваться конкретная модель. Речь идет о диаметре тела вращения.
- Тип конуса.
- Длина и другие размеры.
Все модели обозначены согласно правилам ГОСТ, что позволяет найти необходимый вариант достаточно быстро.

Набор резьбонарезных предохранительных головок с патроном
Кроме этого можно выделить следующие типы резьбонарезных патронов:
- Для «жесткого» нарезания.
- Для обработки с компенсацией.
Существуют варианты исполнения, которые создаются по заказу под определенные станки .
Реверсивный механизм резьбонарезных патронов
В некоторых случаях станок не имеет возможности реверсивного движения шпинделя. Именно поэтому были созданы специальные реверсивные резьбонарезные патроны. Их конструкция имеет следующие особенности:
- Зажимной тип оснастки.
- Эластичная втулка.
- Механизм защиты от перезагрузки и компенсации шага.
Реверсивный резьбонарезной патрон
Конструкция позволяет менять направление вращения без изменения режима резьбонарезания. Согласно ГОСТ также проводится выбор по нужному диаметру резьбы и ее параметры.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Содержание: Скрыть Открыть

Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Резьбонарезные патроны с предохранительными головками
Патроны резьбонарезные с предохранительными головками (тип 1080) предназначены для использования на сверлильных, токарных, фрезерных, расточных станках, оборудовании с ЧПУ и прочих моделях, на которых есть подходящие приспособления для установки головок этого типа. Также эти патроны можно использовать со сверлильными станками на магнитном основании. Варианты соединения:
- конусы Морзе в исполнении с лапкой: М3-М12 (КМ2-КМ4); М3-М16 (КМ2-КМ4); М12-М24 (КМ3-КМ5)
- R8.
Стандарты: BE BEK ГОСТ 25557-2006 DIN 228.
Для установки метчика в патрон необходима предохранительная головка. Диапазон головок разбит на три линейки размерности:
- М3-М12;
- М5-М16;
- М12-М14.
Предохранительные головки снабжены механизмом защиты от перегрузки, который предотвращает поломку метчика при заклинивании и помогает настроить усилия срабатывания при обработке материалов с разной твердостью. Для получения различных усилий срабатывания защитного механизма, головку можно отрегулировать. Технология настройки:
- Удалите стопорное кольцо, которое фиксирует головку в нужном положении.
- Ключом поверните головки на необходимое расстояние для увеличения или уменьшения усилия. Поворот вправо увеличивает момент срабатывания, поворот влево — уменьшает. Для настройки применяют специальный ключ со штифтами.
- Фиксация головки происходит автоматически, при нажатии она садится в гнездо.
Снять головку можно простым нажатием на кольцо. Чтобы установить метчик, нужно вставить его до упора и нажать. Чтобы снять — достаточно нажать на головку.
Благодаря предохранительным головкам эти патроны позволяют нарезать резьбу в сквозных и глухих отверстиях. Для нарезания резьбы выберите сверло, которое соответствует диаметру и шагу метчика. Затем просверлите отверстие, замените сверлильную головку на резьбонарезную и нарежьте внутреннюю резьбу.
При работе со сквозным отверстием можно выкрутить метчик, включив реверсивное вращение шпинделя. Второй вариант — пройти материал насквозь, нажать на головку и вынуть метчик с обратной стороны.
Когда при работе с глухим отверстием метчик упирается, срабатывает трещотка и инструмент перестает вращаться. Трещотка сработает и если отверстие выполнено меньшего диаметра. Такая конструкция спасает инструмент и станок от поломки.
Купить резьбонарезные патроны и соответствующий инструмент можно в каталоге POZOS tools:
- Резьбонарезные патроны.
Если не знаете, какую резьбонарезную головку купить — позвоните нашему эксперту или отправьте запрос на почту.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
Читать также: Ходовой винт токарного станка
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Предохранительный патрон для нарезания резьбы Советский патент 1955 года по МПК B23B51/12 B23G1/46
ПРЕДОХРАНИТЕЛЬНЫЙ ПАТРОН ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
Заявлено 13 марта 1954 г. за № 6902/450679 в Министерство речного флота
Изобретением является предохранительньи патрон, нредназначеиHbiii для предотвращения поломки метчика при нарезании резьбы в случае заедания или упора его в дно нарезаемого иесквозиоГо отверстия.
Патроны для предохранения от Г()Л(лгки метчиков, спср.ч и т. п. инструмента известны. OiHi имеют тот недостаток, что при проворачивании хвостовика, соединеииого со ста1Н ом относительно дер кателя инструмента, у них сохраняется неизменной величина крутящего момента, действовав него во время работы.
Описываем Ы1 п эедохранитель Ы1 патрон, имея простую конструкгпно, обеспечивает снижение крутягцего момента, передаваемого на инструмент в случае его заедания в нарезаемом отверстии, вследствие чего инструмент предохраняется не только от поломки, но и от дальнеинюго заклинивания в обрабатываемой детали.
На чертеже изображен предохранитгльный патрон согласно изобретению.
Корпус / соединен на резьбе с хво(.Т015ИКОМ 2 м удерживается от проворачива1Н1я относительно хвостовика при заданном крутящем моменте
щариком 3, сидящим в направляющей втулке 4.
Сила прижима щарика регулируется винтовой пружиной 5, на которую воздействует фасонная гайка 6.
Метчикодержатель 7 крепится неподвижно к корпусу /.
При заеданин метчика или упоре в дно несквозного отверстия шарик Л пымимается нз лунки и хвостовик 2, проворачиваясь относительно корпуса /, будет смещаться также в аксиальном паправлении, ввертываясь п него по резьбе, что предохраияет лунку хвостовика от разбивания ншриком и снижает крутящий момент, действующтн на инструмент.
При вращении хвостовика в обратную сторону щарик вновь заскакивает в лунку, корпус начинает вран аться вместе с хвостовиком и метчик вывертывается из изделия.
Предмет изобретения
Предохранительный патрон для нарезания резьбы, о т л и ч а ю HI и пс я тем, что, с целью предохранения метчика от поломки и дальнейнюгп заклинивания в изделии под влиянием непрерывно действуюпгего крутящего момента, хвостовик патрона соединен с корпусом патрона на
№ 101507- 2 резьбе, пслелстнме. чего при упоре или заедании метчика выключается шариковый фиксатор, а хвостовик патрона, продолжая вращаться, смещается относительно корпуса патрона в осевом направлении, не да вая возможности фиксатору вновь попадать в лунку, в результате чего снижается кр тяихий момент, действующий на метчик.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Описание
В перечне предлагаемой нами станочной оснастки приспособления для крепления осевого инструмента представлены широким выбором сверлильных и резьбонарезных патронов, переходных и удлинительных втулок, державок, расточных и предохранительных головок. Разнообразие вариантов приспособлений для крепления и фиксации инструмента позволяет значительно расширить операционные и технологические возможности сверлильных машин.
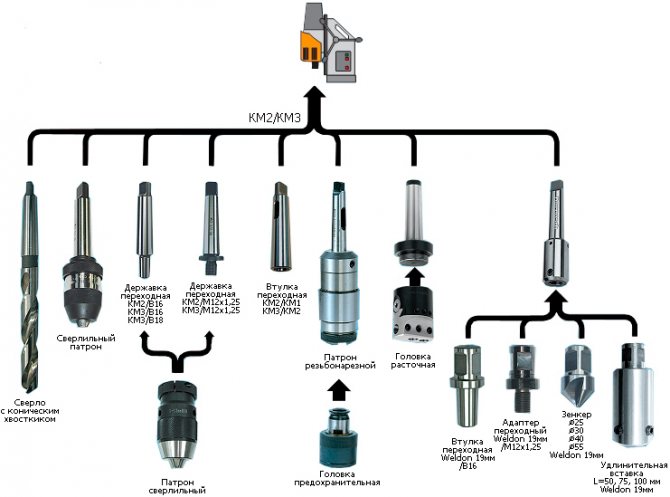
Резьбонарезные патроны
Применяются для нарезания метчиками резьбы различных типов. В нашем ассортименте представлены резьбонарезные патроны для нарезания метрической резьбы в диапазоне от М3 до М42. Резьбонарезные патроны снабжены механизмом осевой компенсации, который компенсирует разницу между подачей станка и шагом метчика. Совместно с резьбонарезными патронами при нарезании глухих резьб, а также резьб с мелким шагом или при нарезании резьб в труднообрабатываемых материалах применяют предохранительные головки, механизм которых позволяет предохранить метчик от поломки при превышении допустимого предела крутящего момента. Кроме того предохранительные головки снабжены механизмом быстрой смены метчиков.
| Наименование | Посадка (КМ) | Резьба |
| 6162 – 4003 — 01 | 2, 3 | М3-М12 |
| 6162 – 4003 — 02 | 3 | М14-М24 |
| 6162 – 4003 — 04 | 4 | М27-М42 |

Расточные головки
Предназначены для чистового растачивания отверстий, растачивания отверстий до больших диаметров, растачивания канавок и выемок. Применяются совместно с комплектами расточных резцов и хвостовиком для расточных головок. Предлагаемые нами расточные головки позволяют растачивать отверстия диаметром до 630 мм. Вылет резца расточной головки регулируется с точностью до 0,01 мм.
| Наименование | Посадка (КМ) | Резьба |
| GWZ — 50 | 50 | 10-125 |
| GWZ — 75 | 75 | 12-160 |
| GWZ — 100 | 100 | 15-630 |
Сверлильные патроны
Применяются для фиксации сверл с цилиндрическим хвостовиком и могут быть двух типов — быстрозажимные и с ключом. Также сверлильные патроны различают по типу соединения (посадки) со станком или дрелью и по диапазонам диаметров сверл. Мы предлагаем сверлильные патроны как с конической (КМ2, КМ3, В10, В12, В18) так и с метрической (М12×1,25) посадкой и для широкого диапазона сверл с диаметрами хвостовика от 0,8 до 16 мм. Для расширения вариантов различных комбинаций и соединений сверлильных патронов применяются всевозможные переходные, удлинительные втулки, державки, адаптеры.
| Диаметры зажима, мм | Посадка |
| 0.8 — 16 | В10, В12, В18, М12×1,25, КМ2,3 |

Зенкера
| Наименование | D | Диаметр расточки |
| HSS-XE — 25 | 25 | 43 |
| HSS-XE — 30 | 30 | 47 |
| HSS-XE — 40 | 40 | 52 |
| HSS-XE — 55 | 55 | 63 |
Быстросъемные патроны
Позволяют производить быструю смену инструмента. Широко применяются на переносных сверлильных станках. Мы предлагаем быстросъемные патроны с автоматической подачей СОЖ и без для сверл и кольцевых фрез с различными хвостовиками.
| Быстросъемный патрон с автоматической подачей СОЖ. Для всех сверл с хвостовиком Weldon 19. Смена корончатого сверла за секунды без применения дополнительного инструмента. | Конус Морзе 2 |
| Конус Морзе 3 | |
| Патрон с автоматической подачей СОЖ. Для всех сверл с хвостовиком Weldon 19. Существуют аналогичные патроны с хвостовиком Weldon 32. (конус Морзе 3), (конус Морзе 4). | Конус Морзе 2 |
| Конус Морзе 3 | |
| Патрон без подачи СОЖ. Для всех сверл с хвостовиком Weldon 19. Существуют аналогичные патроны с хвостовиком Weldon 32. (конус Морзе 3). | Конус Морзе 2 |
| Конус Морзе 3 |
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
- Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
- При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.
- Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
- Перед сверлением отметьте керном центр будущего отверстия.
- При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм. Для высокоточного сверления используйте прецизионные патроны.
- Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
- Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
- При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.